一种基于PLC的差速补偿控制装置的制作方法
一种基于plc的差速补偿控制装置
技术领域
1.本实用新型属于烟草加工设备技术领域,更具体的说涉及一种基于plc的差速补偿控制装置。
背景技术:
2.gdx1、gdx2烟包包装机是目前在烟草生产行业使用较为广泛的一种机型,目前gdxi、gdx2小盒透明纸包装机在进入小油封包装钱的转向通过c600烟包转向机构完成。c600烟包转向机构主要由传动箱总成、转盘总成和差速补偿机构总成三个部分组成,其中差速补偿机构主要由控制器、步进电机、差动机构组成,步进电机驱动输送皮带动作,差动结构通过涡轮、蜗杆将输送皮带转速传动至控制器齿轮,控制器根据齿轮转速对输送皮带速度进行调节,从而保证烟包进入转向装置时能保持与转盘的同步性,使得烟包能到达正确位置,让烟盘吸起烟包转过90
°
,负压断气,将烟包准确送入小盒透明纸包装机传送链上,完成转向功能。然而在实际的生产使用过程中差动机构为纯机械结构,传动齿轮磨损后齿间间隙增加,间隙增大后传动不平稳,传动速度与输送皮带实际运行速度存在之后间隙,使得烟包输送不到位,烟包与转盘吸风块的位置不对中,在转盘将烟包吸起并旋转90
°
后,不能准确放入包装机传送链,造成烟包损坏设备停机,由于其频次较高,每次停机过后都需要手动对中烟包,严重降低设备作业率。另一方面由于其控制系统由电气与机械组成,当设备出现差动补偿不到位的故障时,差动机构结构复杂检修困难,不易于故障排查,造成维修时间较长的情况。
技术实现要素:
3.为了克服背景技术中存在的问题,本实用新型专利提供了一种装置,通过编码器和光电传感器检测输送皮带及烟包位置,plc控制器驱动步进电机调节输送皮带速度,减少设备故障,提高设备作业效率。
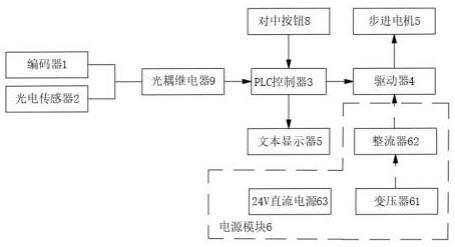
4.为了实现上述目的,本实用新型是通过以下技术方案实现的:一种基于plc的差速补偿控制装置,包括编码器、光电传感器、plc控制器、驱动器、步进电机、电源模块,所述的编码器与输送皮带电机连接,所述的光电传感器设置于输送皮带内,所述的驱动器与步进电机连接,步进电机驱动输送皮带动作,所述的plc控制器与编码器、光电传感器、驱动器连接,所述的电源模块为编码器、光电传感器、plc控制器、驱动器供电。
5.进一步的,所述的plc控制器还与文本显示器连接。
6.进一步的,所述的电源模块包括变压器、整流器、24v直流电源,380v交流输入电源依次连接变压器、整流器、驱动器;220v交流电源连接24v直流电源,24v直流电源分别连接编码器、光电传感器、plc控制器、文本显示器。
7.进一步的,所述的plc控制器还与对中按钮连接。
8.进一步的,所述的编码器、光电传感器通过光耦继电器与plc控制器连接。
9.本实用新型有益效果:通过编码器和光电传感器检测输送皮带及烟包位置,通过
plc控制器驱动步进电机精确调节输送皮带速度,使得控制系统简单化、精确化,减少烟包损坏,缩短维修时间,降低维修成本,提高烟包转向机作业效率。
附图说明
10.图1为本实用新型结构示意图;
11.图2为本实用新型安装结构示意图;
12.图3为本实用新型电路图。
13.图中,1
‑
编码器、2
‑
光电传感器、3
‑
plc控制器、4
‑
驱动器、5
‑
步进电机、6
‑
电源模块、61
‑
变压器、62
‑
整流器、63
‑
24v直流电源、7
‑
文本显示器、8
‑
对中按钮、9
‑
光耦继电器、10
‑
输送皮带电机、11
‑
吸盘转轮。
具体实施方式
14.为了使本实用新型的目的、技术方案和有益效果更加清楚,下面将结合附图,对本实用新型的优选实施例进行详细的说明,以方便技术人员理解。
15.如图1
‑
3所示,所述的一种基于plc的差速补偿控制装置,包括编码器(1)、光电传感器(2)、plc控制器(3)、驱动器(4)、步进电机(5)、电源模块(6),所述的编码器(1)通过软轴与输送皮带电机(10)主轴连接,编码器(1)输送皮带电机(10)转动,获取输送皮带输送速度,编码器(1)与plc控制器(3)连接,编码器(1)获取输送输送速度后发送至plc控制器(3)。所述的光电传感器(2)设置于输送皮带内,烟包从光电传感器(2)经过时,光电传感器(2)遮挡时间为烟包通过时间,光电传感器(2)与plc控制器(3)连接,光电传感器(2)将烟包通过时间发送至plc控制器(3),plc控制器(3)与驱动器(4)连接,驱动器(4)与步进电机(5)连接,步进电机(5)带动输送皮带电机(10)动作,plc控制器(3)接收编码器(1)发送的输送皮带速度数据及光电传感器(2)发送的烟包通过时间速度后,计算烟包达到吸盘转轮(11)转盘吸风块时间,对输送皮带速度进行调节,实现精准定位,完成烟包换向。所述的电源模块为编码器(1)、光电传感器(2)、plc控制器(3)、驱动器(4)供电。
16.进一步的,所述的plc控制器通过rs232数据接口与文本显示器(7)连接,文本显示器(7)显示当前输送皮带速度、烟包通过时间、吸盘转轮角度,便于工作人员及时调整。
17.进一步的,所述的电源模块(6)包括变压器(61)、整流器(62)、24v直流电源(3),烟包加工车间标准输电线路为380v交流电源及220v交流电源,380v交流输入电源依次连接变压器(61)、整流器(62)、驱动器(4),380v交流电源经变压器转化为50v交流电源供给整流器(62),再经整流器(62)转换为70vdc供给驱动器(4),满足驱动器(4)用电需求,220v交流电源连接24v直流电源(63),24v直流电源分别连接编码器(1)、光电传感器(2)、plc控制器(3),驱动器(4)、文本显示器(7),为各设备直流供电。
18.进一步的,所述的plc控制器(3)还与对中按钮连接(8),烟包位于吸盘转轮(11)下方时转盘吸风块需要准确对正烟包中心再进行烟包吸取,保证烟包换向过程中不会脱落,通过对中按钮(8)工作人员可以手动停止输送皮带动作,控制输送皮带在吸盘转轮(11)转动间隔内将烟包输送至预定位置,提高设备准确性。
19.进一步的,所述的编码器(1)、光电传感器(2)通过光耦继电器(9)与plc控制器(3)连接,plc控制器(3)控制庞大的输送皮带电机(10)动作,若编码器(1)、光电传感器(2)本身
短路故障影响plc控制器(3)运行会使输送皮带误动,影响上下游生产设备,通过光耦继电器(9)避免plc控制器(3)与编码器(1)及光电传感器(2)直接连接,保证设备运行的稳定性。
20.本实用新型的工作过程:烟包进入输送皮带,输送皮带电机(10)带动输送皮带动作,编码器(1)采集输送皮带速度,烟包通过光电传感器(2),光电传感器(2)受到遮挡,光电传感器(2)采集烟包通过时间,plc控制器(3)根据输送皮带速度及烟包通过时间计算到达吸盘转轮(11)转盘吸风块处间隔时间,根据间隔时间发送驱动信号至驱动器(4),驱动器(4)驱动输送皮带电机(10)速度改变,吸盘转轮(11)的转动间隔为固定间隔,烟包间隔相等,通过控制输送皮带速度实现准确烟包换向,使得控制系统简单化、精确化,减少烟包损坏,缩短维修时间,降低维修成本,提高烟包转向机作业效率。
21.最后说明的是,以上优选实施例仅用于说明实用新型的技术方案,而非限制尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解可以在形式上和细节上对其做出各种改变,而不偏离本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1