一种自动打包装置的制作方法
1.本实用新型涉及包装机械技术领域,尤其涉及一种自动打包装置。
背景技术:
2.包装机是一种利用热压封口技术对产品进行自动装袋打包的装置,随着工业自动化的飞速发展,包装机的自动化程度也越来越高。
3.例如申请号为:cn202120360091.5的中国实用新型专利,名称为:自适应包装物规格的膜卷包装机,包括控制系统、上设皮带运输机的第一机座和上设第二传送带的第二机座,皮带运输机和第二传送带间设间距,第二传送带上方设热封切装置,第一机座侧设膜卷供应装置供应对折膜,第一机座处设分膜机构,其包括分别设于皮带运输机上方和下方的上分膜板、下分膜板,对折膜上膜呈翻折状夹设上分膜板、下膜呈翻折状夹设下分膜板,翻折的上膜和下膜在皮带运输机末端汇集并被热封切装置切断热合封闭;热封切装置包括铰接于第二机座上的热封切刀及控制封切动作的连杆驱动机构;膜卷包装机包括控制上分膜板上下移动的高度调节机构;连杆驱动机构、高度调节机构分别与控制系统电连接,本实用新型通过调节高度机构实现上分模板的高度调节,同时通过调节连杆来实现热封刀开口大小,以适用于不同规格大小的产品的自动打包装袋,但此类结构中的打包膜使用的是对折膜,对折膜经送膜机构输送至包裹产品时,不可避免的会造成对折膜的上膜与对折膜的下膜不对齐的情况。
4.因此,亟需一种自动打包装置,解决现有技术中因送膜机构送膜后对折膜的上膜和下膜不对齐,从而导致经热切刀切断后包装袋未完全封口或者封口不平整而影响包装美观的问题。
技术实现要素:
5.有鉴于此,有必要提供一种自动打包装置,解决现有技术中因送膜机构送膜后对折膜的上膜和下膜不对齐,从而导致经热切刀切断后包装袋未完全封口或者封口不平整而影响包装美观的技术问题。
6.为达到上述技术目的,本实用新型的技术方案提供一种自动打包装置,包括:
7.包装机本体,包括机架和用于沿第一方向运输产品的输送件,所述输送件连接于所述机架;
8.送膜组件,所述送膜组件连接于所述机架,用于将对折膜沿第一方向铺设于所述输送件;
9.纠偏组件,包括至少一个推动部、弹性部及第一直线驱动件,所述推动部设置于所述输送件的上方,所述弹性部的一端沿垂直于所述第一方向的第二方向可滑动连接于所述机架、另一端连接于所述推动部,用于提供所述推动部靠近所述输送件的弹性力,以使得所述推动部活动抵接于所述对折膜,第一直线驱动件具有固定端和输出端,所述固定端连接于所述机架、输出端连接于所述推动部,用于驱使所述推动部带动所述对折膜沿所述第二
方向往返运动。
10.进一步的,所述第二方向所在的平面与所述第一方向所在的平面相互平行设置。
11.进一步的,所述推动部包括至少一个压轮,所述压轮绕其自身轴线转动设置于所述输送件的上方,并连接于所述机架。
12.进一步的,所述机架沿所述第二方向开设有至少一个第一滑槽,所述纠偏组件还包括支架件,所述支架件包括至少一个导向杆和至少一个第一滑块,所述导向杆的一端连接于所述机架、另一端相对所述输送件竖直设置,所述第一滑块与所述第一滑槽一一对应设置,所述第一滑块的一端滑动嵌设于所述第一滑槽、另一端连接于所述导向杆,所述压轮沿所述导向杆的轴向滑动连接于所述导向杆。
13.进一步的,所述支架件中所述导向杆的数量为两个,两个所述导向杆相互平行且间隔设置,所述支架件还包括第一连接板和至少两个第二滑块,所述第一连接板的一端连接于所述第一滑块,所述第一直线驱动件的活动端连接于所述第一连接块,用于驱动所述第一连接块沿所述第二方向往返运动,所述第二滑块与所述导向杆一一对应设置,所述第二滑块滑动套设于所述导向杆并连接于所述第一连接杆。
14.进一步的,所述弹性部包括两个固定环、两个第三滑块及两个第一弹簧,所述固定环固定连接于所述导向杆的另一端,所述第三滑块滑动套设于所述导向杆的另一端,所述第一弹簧沿所述导向杆的导向设置,且其一端连接于所述固定环、另一端连接于所述第三滑块,所述压轮连接于所述第三滑块。
15.进一步的,所述推动部中所述压轮的数量为两个,所述推动部还包括转动架,所述转动架的两端分别连接于两个所述第三滑块,两个所述压轮均绕其自身轴线转动连接于所述转动架。
16.进一步的,所述支架件还包括限位板,所述限位板设置于所述输送件的上方,并连接于所述导向杆的另一端的端部,用于限制所述第三滑块沿所述导向杆的导向滑动。
17.进一步的,所述支架件还包括第二连接板、螺杆、第二直线驱动件及两个螺母,所述第二连接板与两个所述导向杆的一端均相连接,所述第二连接板沿所述导向杆的设置方向开设有通孔,所述螺杆穿过所述通孔,所述第二直线驱动件具有固定端和活动端,所述第二直线驱动件的固定端连接于所述第一连接板、活动端连接于所述螺杆的一端、两个螺母均螺纹连接于所述螺杆的另一端,一所述螺母抵接于所述第二连接板的一端、另一所述螺母抵接于所述第二连接板的另一端。
18.进一步的,所述包装机本体还包括送料件和热切刀件,所述送料件与所述输送件相互间隔设置,且其出料端相对所述输送件的进料端设置,用于将产品推送至输送件的输送轨道上,所述热切刀件设置于所述送料件和所述输送件之间,并连接于所述机架,所述热切刀件设置于所述送料件和所述输送件的上方,并可靠近所述输送件运动,用于切断经所述送膜组件铺设于所述输送件的进料端的对折膜。
19.与现有技术相比,本实用新型的有益效果包括:包装机本体上设置有用于运输产品的输送件和机架,送膜组件用于将打包用的对折膜沿输送产品的第一方向铺设在输送件上,推动部设置于输送件的上方,并连接于机架,推动部连接于弹性部,并在弹性部的弹性力作用下,可以活动抵接于对折膜,同时通过第一直线驱动件的活动端的驱动,可以驱动抵接部带动对折膜沿第二方向做往返运动,从而实现对对折膜的上膜的位置的调整,使得对
折膜的上膜和下膜对齐,用于解决因送膜机构送膜后对折膜的上膜和下膜不对齐,从而导致经热切刀切断后包装袋未完全封口或者封口不平整而影响包装美观的技术问题。
附图说明
20.图1是本实用新型实施例所提供的一种自动打包装置的三维结构示意图;
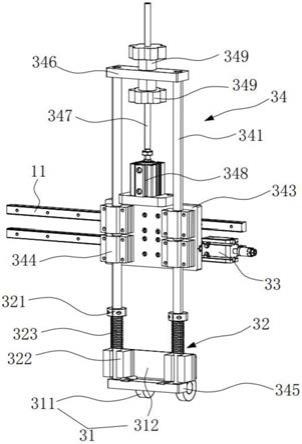
21.图2是本实用新型实施例所提供的纠偏组件和机架连接的三维结构示意图;
22.图3是本实用新型实施例所提供的纠偏组件和机架连接的示意图;
23.图4是本实用新型实施例所提供的纠偏组件和机架连接另一视角的示意图。
具体实施方式
24.下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本技术一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
25.请参阅图1及图2,本实用新型提供了一种自动打包装置,包括:包装机本体1、送膜组件2及纠偏组件3,包装机本体1包括机架11和用于沿第一方向运输产品的输送件12,输送件12连接于机架11,送膜组件2连接于机架11,用于将对折膜沿第一方向铺设于输送件12,纠偏组件3包括至少一个推动部31、弹性部32及第一直线驱动件33,推动部31设置于输送件12的上方,弹性部32的一端沿垂直于第一方向的第二方向可滑动连接于机架11、另一端连接于推动部31,用于提供推动部31靠近输送件12的弹性力,以使得推动部31活动抵接于对折膜,第一直线驱动件33具有固定端和输出端,固定端连接于机架11、输出端连接于推动部31,用于驱使推动部31带动对折膜沿第二方向往返运动。
26.进一步地,由于本实用性中用于包装产品的卷膜为对折膜,使用时对折膜的一端封口,对折膜均匀平整的铺设于输送件12的输送轨道上,由于对折膜的下膜位置固定且一侧开口,在送料件13将产品投入已经铺展开的对折膜后,对折膜的上膜易发生偏移导致其无法与下膜对齐。
27.可以理解,包装机本体1上设置有用于运输产品的输送件12和机架11,送膜组件2用于将打包用的对折膜沿输送产品的第一方向铺设在输送件12上,推动部31设置于输送件12的上方,并连接于机架11,推动部31连接于弹性部32,并在弹性部32的弹性力作用下,可以活动抵接于对折膜,同时通过第一直线驱动件33的活动端的驱动,可以驱动抵接部带动对折膜沿第二方向做往返运动,从而实现对对折膜的上膜的位置的调整,使得对折膜的上膜和下膜对齐。
28.更进一步地,本实用新型中的输送件12为皮带传送机,用于实现产品的运输,同时带动对折膜的运动,此处还可以为其他用于实现产品实现直线输送的结构进行替代,皮带传送机为本领域人员所公知的常规设置,此处不作过多的阐述。
29.还进一步地,本实用新型中还应该包括用于控制包装机运作的控制组件、用于驱动包装机各个单元运作的驱动组件及用于感应产品运动状态的激光感应组件等等,此处控制组件、驱动组件、激光感应组件及对折膜为本领域人员所公知的常规设置,此处不作过多的阐述。
30.其中,如图1所示,包装机本体1还包括送料件13和热切刀件14,送料件13与输送件
12相互间隔设置,且其出料端相对输送件12的进料端设置,用于将产品推送至输送件12的输送轨道上,热切刀件14设置于送料件13和输送件12之间,并连接于机架11,热切刀件14设置于送料件13和输送件12的上方,并可靠近输送件12运动,用于切断经送膜组件2铺设于输送件12的进料端的对折膜。
31.可以理解,本实用新型中送料件13和热切刀件14分别连接于机架11,送料件13的出料端相对输送件12的进料端间隔设置,用于将产品沿送料件13的送料轨道投送至已经铺设在输送件12的输送轨道上的对折膜中,同时热切刀件14可以靠近输送件12运动,用于利用热切刀将对折膜切断,并对对折膜进行封口,从而实现自动打包。
32.进一步地,送料件13和热切刀件14为本领域人员所公知的常规设置,此处不作过多的阐述。
33.其中作为一种实施方式,第二方向所在的平面与第一方向所在的平面相互平行设置。
34.可以理解,第一方向为输送件12运输产品的方向,且第二方向为运输产品的方向的上方并实现左右往返运动的方向,使得在第一直线驱动件33驱动下,带动对折膜的上膜顺着输送件12运输产品的方向左右往返运动,以使得对折膜的上膜和下膜相对其。
35.如图2所示,推动部31包括至少一个压轮311,压轮311绕其自身轴线转动设置于输送件12的上方,并连接于机架11。
36.可以理解,本实用新型中压轮311为包胶压辊,通过包胶压辊与对折膜的上膜相抵接的方式,带动对折膜的上膜的运动,同时包胶压辊能压紧产品使得输送件12与产品之间的摩擦力能带动产品沿输送轨迹往前运动,同时包胶压辊还能防止产品在对折膜的带动下往后运动。
37.其中作为一种实施方式,推动部31中压轮311的数量为两个,推动部31还包括转动架312,转动架312的两端分别连接于弹性部32,两个压轮311均绕其自身轴线转动连接于转动架312,用于实现包胶压辊的转动。
38.其中作为一种实施方式,弹性部32包括两个固定环321、两个第三滑块322及两个第一弹簧323,第三滑块322可靠近或者远离输送件12运动,且固定环321设置于第三滑块322的上方,用于限制第三滑块322的滑动,第一弹簧323的一端连接于固定环321、另一端连接于第三滑块322,压轮311连接于第三滑块322。
39.可以理解,本实用新型中压轮311连接于第三滑块322,第三滑块322可以靠近或者远离输送件12滑动,并通过固定环321和第一弹簧323的配合,实现压轮311的动态抵接于对折膜的上膜。
40.如图2至图4所示,纠偏组件3还包括支架件34,其中,支架件34包括至少一个导向杆341、至少一个第一滑块342、第一连接板343、至少一个第二滑块344、限位板345、第二连接板346、螺杆347、第二直线驱动件348及两个螺母349。
41.进一步地,机架11沿第二方向开设有至少一个第一滑槽,导向杆341的一端连接于机架11、另一端相对输送件12竖直设置,第一滑块342与第一滑槽一一对应设置,第一滑块342的一端滑动嵌设于第一滑槽、另一端连接于导向杆341,压轮311经第三滑块322沿导向杆341的轴向滑动连接于导向杆341,本实用新型中压轮311通过支架件34连接于机架11,通过第一滑槽和第一滑块342的配合,实现压轮311沿第二方向滑动。
42.具体的,如图4所示,本实用新型中第一滑槽开设于第一滑块342,机架上的导轨滑动嵌设于第一滑块342的第一滑槽,用于实现支架件34和压轮311沿第二方向的滑动。
43.其中作为一种实施方式,支架件34中导向杆341的数量为两个,两个导向杆341相互平行且间隔设置,支架件34还包括第一连接板343和至少两个第二滑块344,第一连接板343的一端连接于第一滑块342,第一直线驱动件33的活动端连接于第一连接块,用于驱动第一连接块沿第二方向往返运动,第二滑块344与导向杆341一一对应设置,第二滑块344滑动套设于导向杆341并连接于第一连接杆。
44.可以理解,本实用新型中两个导向杆341通过第二滑块344滑动连接于第一连接板343,同时第一连接板343通过第一滑块342滑动连接于第一直线驱动件33的活动端,用以实现支架件34和压轮311沿第二方向的滑动。
45.其中作为一种实施方式,限位板345设置于输送件12的上方,并连接于导向杆341的另一端的端部,用于与两个导向杆341和第一连接板343形成支架件34的结构,同时用于限制压轮311沿导向杆341的导向滑动。
46.其中作为一种实施方式,第二连接板346与两个导向杆341的一端均相连接,第二连接板346沿导向杆341的设置方向开设有通孔,螺杆347穿过通孔,第二直线驱动件348具有固定端和活动端,第二直线驱动件348的固定端连接于第一连接板343、活动端连接于螺杆347的一端、两个螺母349均螺纹连接于螺杆347的另一端,一螺母349抵接于第二连接板346的一端、另一螺母349抵接于第二连接板346的另一端。
47.可以理解,第二连接板346连接于两个导向杆341的一端,并通过第二直线驱动件348的活动端伸长或缩短,驱动第二连接板346和支架件34靠近或者远离输送件12运动,同时通过调节两个螺母349的松紧,可以调节第二连接板346相对螺杆347的位置,用于配合不同产品的高度,以满足不同品种的产品的自动打包。
48.进一步地,本实用新型中第一直线驱动件33和第二直线驱动件348可以为液压油缸、推杆电机或者滚珠丝杠螺母349副等能实现直线驱动的结构,液压油缸、推杆电机或者滚珠丝杠螺母349副等均为本领域技术人员所公知的常规设置,此处不作过多阐述。
49.本实用新型的具体工作流程,包装机本体1上设置有用于运输产品的输送件12和机架11,送膜组件2用于将打包用的对折膜沿输送产品的第一方向铺设在输送件12上,推动部31设置于输送件12的上方,并连接于机架11,推动部31连接于弹性部32,并在弹性部32的弹性力作用下,可以活动抵接于对折膜,同时通过第一直线驱动件33的活动端的驱动,可以驱动抵接部带动对折膜沿第二方向做往返运动,从而实现对对折膜的上膜的位置的调整,使得对折膜的上膜和下膜对齐。
50.使用者在使用时,首先安装好卷膜,使其沿输送件12的设置方向铺设好,接着运行包装机本体1使得送料件13将产品投送至未完成封口的对折膜中,并将产品推送至输送件12上,然后压轮311抵接于产品表面的对折膜上膜,并对其施加压紧,在输送件12的驱动下产品带动对折膜一起沿输送件12的输送轨迹向前运动,当运动至预设的距离时,热切刀件14开始工作靠近输送件12上的对折膜运动,并将其通过热封封口,最后热切刀件14复位,下一个产品进入输送件12上的对折膜,多次重复以上步骤,从而实现产品的自动打包分装。
51.进一步地,当因为产品的大小不同需要对压轮311的高度进行调节时,只需依次松动两个螺母349,然后沿螺杆347的轴向滑动调整第二连接板346和支架件34的高度,最后分
别将两个螺母349螺纹连接于螺杆347,并抵接于第二连接板346即可实现压轮311高度的调整,以适应于不同高度的产品。
52.这样的结构,能用于解决因送膜机构送膜后对折膜的上膜和下膜不对齐,从而导致经热切刀切断后包装袋未完全封口或者封口不平整而影响包装美观的技术问题。
53.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1