一种医用无针接头自动转运装置的制作方法
1.本实用新型涉及医疗器械领域,尤其涉及一种医用无针接头自动转运装置。
背景技术:
2.目前,在静脉输液治疗过程中需要长期反复地进行输液或注射时,多选用静脉留置针或留置导管,可通过无针接头连接注射器、输液器,无针接头无需使用针头,避免医护人员被针头扎伤,消毒简单方便,减少多次抽液配药的麻烦,并减少反复使用针头刺入配液瓶,减少感染发生率,因此无针接头被广泛的应用于医疗行业。
3.无针接头有三通无针接头和直通无针接头,如图1所示为三通无针接头200,无针接头一般由三部分组成:壳体201、柱塞202、连接座203,如图2所示为三通无针接头分解图。从各部件到组装合格后的无针接头一般需要经过上料、润滑、初步组装、焊接、检测、出料的整个过程,由于焊接工序需要焊接机对初步组装的无针接头进行一个一个的焊接,导致整个生产过程一般是采用两个无针接头同时作业方式进行生产,因此无针接头在组装过程中工作效率较低,并且由于无针接头组装时只能完成一步再进行下一步作业,因此一般都是采用流水线形式或者所有的生产工序都在一个转盘上完成,由于工序较多这就导致生产线较长或转盘较大,占用较大的生产区域。
4.因此,亟需一种医用无针接头自动转运装置对焊接后的单个无针接头放置在一个载具中,以实现多个无针接头同时进行气密性检测和润滑检测,提高检测效率、降低能耗,节约资源,提高工作效率,并且利用转运装置改变无针接头流水线的方向根据生产区域空间进行调整,节约生产空间。
技术实现要素:
5.为实现上述目的,本技术提供了一种医用无针接头自动转运装置,旨在解决无针接头在组装过程中单个组装工作效率较低,并且由于无针接头组装时只能完成一步再进行下一步作业,由于工序较多这就导致生产线较长或转盘较大,占用较大的生产区域的问题。
6.本技术的实施例提供一种医用无针接头自动转运装置,设置有转运盘,转运盘上设置有转盘载具,转运盘下方设置有驱动装置,还设置有第一转运立柱,第一转运立柱上设有第一直线模组,第一直线模组上设置有第二直线模组,第二直线模组上设置有第一转运滑块,第一转运滑块上设置有第一转运升降气缸,第一转运升降气缸活塞杆上设置有第一转运夹爪气缸,第一转运夹爪气缸上分别设置有第一转运夹爪,还设置有第二转运立柱,第二转运立柱上设置有第三直线模组,第三直线模组上设置有第二转运滑块,第二转运滑块上设置有第二转运升降气缸,第二转运升降气缸的活塞杆上设置有转运夹爪横板,转运夹爪横板上设置有第二转运夹爪气缸,第二转运夹爪气缸上设置有第二转运夹爪。
7.在其中一实施例中,所述第一转运夹爪气缸和第一转运夹爪分别为两个,第二转运夹爪气缸和第二转运夹爪分别为八个。
8.在其中一实施例中,所述驱动装置为凸轮分割器,所述转盘载具为两个,平行设置
于转运盘上。
9.在其中一实施例中,所述第一转运立柱和第二转运立柱分别设置两个。
10.在其中一实施例中,所述所述转盘载具上设置有八个基准定位导向卡槽。
11.本实用新型的有益效果在于:
12.本实用新型一种医用无针接头自动转运装置,设置有第一转运立柱,第一转运立柱上设置第一转运夹爪,第一转运夹爪在第一直线模组和第二直线模组移动将两两一组的焊接后的无针接头移动到转盘载具上,转盘载具上设置有八个基准定位导向卡槽,将无针接头汇聚到一起,第二转运立柱上设置有八个第二转运夹爪,八个第二转运夹爪对应转盘载具上的八个基准定位导向卡槽,第二转运夹爪在第三直线模组上移动,将八个无针接头同时移动到下一工序,八个无针接头同时进行后续检测,提高检测效率、降低能耗,节约资源,提高工作效率,另外可以通过调整转运盘的转动角度、第一转运立柱和第二转运立柱的位置调整无针接头转运方向,实现改变流水线方向的作用,以根据生产需要、生产空间调整生产线,并且利用转运装置改变无针接头流水线的方向根据生产区域空间进行调整,也可以将无针接头由一个转盘转运到另一个转盘上,两个转盘同时作业节约生产空间。
附图说明
13.图1为无针接头结构示意图;
14.图2为无针接头分解图;
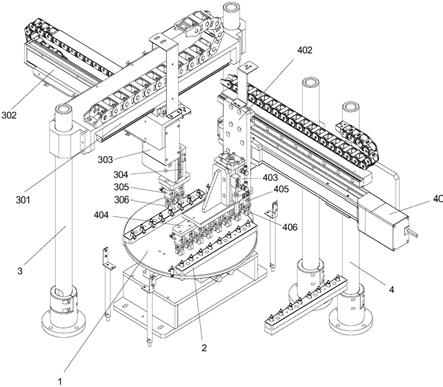
15.图3为本实用新型专利的结构示意图;
16.图4为转盘载具的结构示意图;
17.图中符号说明:
18.200.无针接头;201.壳体;202.柱塞;203.连接座;
19.1.转运盘;
20.2.转盘载具;21.基准定位导向卡槽;
21.3.第一转运立柱;301.第一直线模组;302.第二直线模组;303.第一转运滑块;304.第一转运升降气缸;305.第一转运夹爪气缸;306.第一转运夹爪;
22.4.第二转运立柱;401.第三直线模组;402.第二转运滑块;403.第二转运升降气缸;404.转运夹爪横板;405.第二转运夹爪气缸;406.第二转运夹爪。
具体实施方式
23.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
24.如图3所示,一种无针接头自动转运装置,设置有转运盘1,转运盘1上设置有两排平行设置的转盘载具2,转盘载具2固定在转运盘1上,转盘载具2上设置有八个基准定位导向卡槽21,转运盘1下方设置有凸轮分割器作为驱动装置也可以使用电机驱动。
25.无针接头自动转运装置设置有第一转运立柱3,第一转运立柱3上设有第一直线模组301,第一直线模组301上设置有第二直线模组302,第二直线模组302可以在第一直线模组301上往复移动,第二直线模组302上设置有第一转运滑块303,第一转运滑块303上设置
有第一转运升降气缸304,第一转运滑块303可带动第一转运升降气缸304在第二直线模组302上往复移动,第一转运升降气缸304活塞杆上设置有两个第一转运夹爪气缸305,两个第一转运夹爪气缸305上分别设置有第一转运夹爪306,第一转运夹爪气缸305可控制第一转运夹爪306打开或闭合,第一转运升降气缸304可带动第一转运夹爪306上升或下降。
26.无针接头自动转运装置设置有第二转运立柱4,第二转运立柱4上设置有第三直线模组401,第三直线模组401上设置有第二转运滑块402,第二转运滑块402上设置有第二转运升降气缸403,第二转运滑块402可带动第二转运升降气缸403在第三直线模组401上往复移动,第二转运升降气缸403的活塞杆上设置有转运夹爪横板404,转运夹爪横板404上并排设置有八个第二转运夹爪气缸405,第二转运夹爪气缸405上设置有第二转运夹爪406,第二转运夹爪气缸405可带动第二转运夹爪406打开或闭合,第二转运升降气缸403可带动第二转运夹爪406上下移动。
27.第一转运立柱3和第二转运立柱4可以根据实际生产要求设置一个或两个,在本实施例中第一转运立柱3和第二转运立柱4分别设置两个,以起到更好的支撑作用。
28.当无针接头移动到第二直线模组302下方时,第一直线模组301、第二直线模组302动作将第一转运升降气缸304移动到无针接头上方,第一转运夹爪气缸305动作打开第一转运夹爪306,第一转运升降气缸304的活塞杆伸出,当第一转运夹爪306到达无针接头位置时停止,第一转运夹爪气缸305动作,第一转运夹爪306闭合夹住无针接头,第一转运升降气缸304收缩,第一直线模组301、第二直线模组302动作,将无针接头移动到转盘载具2上方,此时第一转运升降气缸304伸出,将无针接头放置于转盘载具2中,当转盘载具2中所有的基准定位导向卡槽全部填满后,驱动装置驱动转运盘1转动180
°
,此时第二转运升降气缸403沿第三直线模组401移动到转盘载具2上方,第二转运夹爪气缸405控制第二转运夹爪406打开,第二转运升降气缸403活塞杆伸出,第二转运夹爪406到达无针接头位置时第二转运夹爪气缸405动作,第二转运夹爪406闭合,夹住无针接头,第二转运升降气缸403收缩,第二转运夹爪406夹住无针接头向上移动,第二转运升降气缸403沿第三直线模组401将无针接头移动到下一工序的转盘载具2上方,第二转运升降气缸403活塞杆伸出,第二转运夹爪406打开,将无针接头置于下一工序的转盘载具2中,完成无针接头的转运动作。
29.一般无针接头上料、组装、焊接工序是两个无针接头同时作业,因此第一转运立柱3上设置有两个第一转运夹爪406,将焊接后的两个无针接头夹取后移动到转盘载具2上,转盘载具2上设置有八个基准定位导向卡槽21,当转盘载具2中所有的基准定位导向卡槽21全部填满后,驱动装置驱动转运盘1转动180
°
,第二转运立柱4上设置有八个第二转运夹爪气缸405,对应于转盘载具2上的八个基准定位导向卡槽,直接将转盘载具2中的八个基准定位导向卡槽21中的无针接头转运到下一工序,八个无针接头可实现同时转运移动到检测工位,实现八个无针接头同时作业,提升了检测效率、降低能耗,节约资源。
30.本实用新型一种医用无针接头自动转运装置,设置有第一转运立柱3,第一转运立柱3上设置第一转运夹爪306,第一转运夹爪306在第一直线模组301和第二直线模组302移动将两两一组的焊接后的无针接头移动到转盘载具2上,转盘载具2上设置有八个基准定位导向卡槽21,将无针接头汇聚到一起,第二转运立柱4上设置有八个第二转运夹爪406,八个第二转运夹爪406对应转盘载具2上的八个基准定位导向卡槽21,第二转运夹爪406在第三直线模组401上移动,将八个无针接头同时移动到下一工序,八个无针接头同时进行后续检
测,提高检测效率、降低能耗,节约资源,提高工作效率,并且利用转运装置改变无针接头流水线的方向根据生产区域空间进行调整,如可以将无针接头由一个转盘转运到另一个转盘上,两个转盘同时作业节约生产空间。
31.在本实施例中可以通过调整转运盘1的转动角度、第一转运立柱3和第二转运立柱4的位置调整无针接头转运方向,实现改变流水线方向的作用,以根据生产需要、生产空间调整生产线。
32.尽管已经示出和描述了本实用新型专利的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型专利的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型专利的范围由所附权利要求及其等同物限定。
33.在本实用新型专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;也可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型专利中的具体含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1