制作玻璃钢的模具和玻璃钢的制作方法
[0001]
本实用新型属于机械领域,尤其涉及一种制作玻璃钢的模具。
背景技术:
[0002]
随着科学发展,越来越多的复合材料被开发并广泛应用。玻璃钢是近五十多年来发展最为迅速的一种复合材料,其硬度较高的同时,密度比钢材轻得多,同时加工容易,不锈不烂也不需油漆。
[0003]
现有的制作玻璃钢的过程中,当模具做好后,先利用模具上手糊出产品,再依据客户给的产品图纸,手工确定糊制产品的切割线,即用铅笔和直尺,在糊制产品上画出客户需要的图形。然而,人工作画的方式容易导致最终切割得到的尺寸偏差较大,且效率很低,特别是批量生产时,每生产一个玻璃钢产品都需要画线。
技术实现要素:
[0004]
本实用新型的目的是提供一种制作玻璃钢的模具,能够提高玻璃钢切割的准确性,且有利于提高生产效率。
[0005]
为实现本实用新型的目的,本实用新型提供了如下的技术方案:
[0006]
第一方面,本实用新型提供了一种制作玻璃钢的模具,模具包括模具主体;所述模具主体的制作表面包括主体部、边沿部和位于所述主体部和边沿部之间的边线部,所述边沿部包围在所述主体部的四周,所述主体部的尺寸与待制作玻璃钢的尺寸相适配,以用于制作所述待制作玻璃钢,所述边线部作为所述主体部与所述边沿部之间的边界,相对所述主体部凹陷或突起。
[0007]
一种实施方式中,所述边线部相对主体部凹陷以在所述主体部的边界形成凹槽,所述凹槽的宽度为0.1mm~1mm。
[0008]
一种实施方式中,所述凹槽的深度为0.1mm~1mm。
[0009]
一种实施方式中,所述主体部的颜色和所述边线部的颜色不相同。
[0010]
一种实施方式中,所述边沿部的颜色和所述边线部的颜色不相同。
[0011]
一种实施方式中,所述主体部和边沿部的颜色不相同。
[0012]
一种实施方式中,所述模具主体包括层叠设置的基底层、胶衣层和色彩层,所述色彩层的表面为所述模具主体的制作表面。
[0013]
一种实施方式中,所述基底层的材料为树脂。
[0014]
一种实施方式中,还包括固定架,所述模具主体设于所述固定架上。
[0015]
第二方面,本实用新型还提供了一种玻璃钢,所述玻璃钢采用如第一方面任一项所述的模具制作而成,所述玻璃钢包括树脂及多层纤维织物,所述树脂连接所述多层纤维织物。
[0016]
通过上述设置,在模具主体上制作边线部后,利用边线部可以在糊制产品上得到切割线,从而利用模具在进行量产时无需多次划线,节省了多次划线的工时损耗,同时,由
于是在模具上设置边线部,因此在模具设计的时候可以利用三维工具确定边线部,使得边线部的设置更准确,由此使得生产得到的玻璃钢产品的尺寸偏差较小。
附图说明
[0017]
为了更清楚地说明本实用新型实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0018]
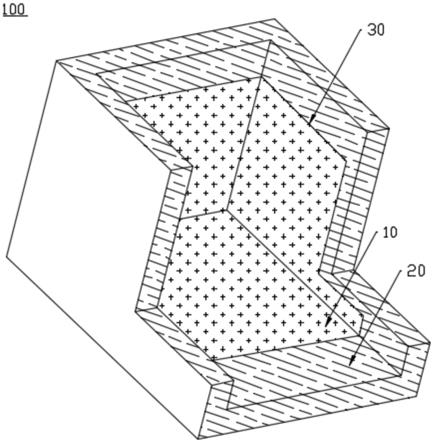
图1是一种实施方式中制作玻璃钢的模具的立体结构示意图;
[0019]
图2是采用图1中的模具制作的玻璃钢的立体结构示意图;
[0020]
图3是图1中的模具制作待制作玻璃钢时的立体结构示意图;
[0021]
图4是图1中的边线部的结构示意图;
[0022]
图5是一种实施方式中的中间部的结构示意图;
[0023]
图6是一种实施方式中的主体部(边沿部)的结构示意图。
具体实施方式
[0024]
下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
[0025]
请参阅图1至图3,本实用新型实施例提供了一种制作玻璃钢的模具。模具的形状结构依照产品玻璃钢的形状结构而定,本实用新型提供的模具包括但不限定于图1所展示的形状结构。模具包括模具主体100,该模具主体100的制作表面包括主体部10、边沿部20和位于主体部10与边沿部20之间的边线部30。边沿部20包围在主体部10的四周,边线部30作为主体部10的边界,其形成在主体部10与边沿部20之间。主体部10用于生产待制作玻璃钢200,主体部10的形状和尺寸与待制作玻璃钢200的形状和尺寸相适配。边线部30用于指示待制作玻璃钢200的边缘,边线部30可以相对于主体部10凹陷或突起,以增强识别度。
[0026]
在使用模具制作玻璃钢的过程中,为了避免制作的产品尺寸偏小或者边缘,需将制作玻璃钢的材料填充满模具主体的制作表面,以得到一个糊制产品。本实施例中,边线部30作为主体部10的边界,其相对于主体部10凹陷或突起,由此在使用模具进行糊制产品的时候,可以在糊制产品上形成与边线部30对应的凹陷或凸起,由此在糊制产品上形成了玻璃钢的切割线,因此在后续作业中只需要沿着该切割线对糊制产品进行切割,从而可以得到所需尺寸的玻璃钢。因此,通过本实施例,可以节省人工多次划线的工时损耗,大大提高生产效率,同时,由于是在模具上设置边线部30,因此在模具设计的时候可以利用三维工具确定边线部30,使得边线部30的设置更准确,有利于提高切割的准确性,由此可以使得生产得到的玻璃钢产品的尺寸偏差较小。
[0027]
一种实施方式中,请参阅图1和图4,边线部30为凹陷结构,即边线部30相对主体部10凹陷以在主体部10的边界形成凹槽。边线部30的凹槽的宽度b为0.1mm~1mm。具体的,边线部30的凹槽可通过刀刻、激光雕刻等制作。可以理解的是,在糊制的过程中,凹槽状的边
线部30能够在不影响糊制的前提下,起到了稳定的指示作用,不容易随着糊制的进行而失效。
[0028]
一种实施方式中,边线部30的凹槽的深度h为0.1mm~1mm。当凹槽的宽度b和深度h小于0.1mm时,边线部30可视程度较弱,难以起到识别的作用;当凹槽的宽度b和深度h大于1mm时,可以起到较好的识别作用,以区分主体部10和边沿部20。通过合理设置边线部30的尺寸,使得边线部30能够起到较好的指示识别作用。
[0029]
一种实施方式中,请参阅图1和图3,主体部10的颜色与边线部30的颜色不相同。具体的,主体部10可以为模具主体100的本色,边线部30可以涂刷获得与模具主体100的本色对比较为鲜明的颜色,也可以主体部10与边线部30均通过涂刷获得对比较为鲜明的颜色,如主体部10为黄色,边线部30为红色。通过上述设置,便于识别主体部10的边界,由此在糊制过程可以根据醒目的边界,来确定边沿部20的区域,从而可以使制作材料只覆盖一小部分的边沿部20,便于节约材料。
[0030]
一种实施方式中,边沿部20的颜色和边线部30的颜色不相同。具体的,边沿部20可以为模具主体100的本色,边线部30可以涂刷获得与模具主体100的本色对比较为鲜明的颜色,也可以边沿部20与边线部30均通过涂刷获得对比较为鲜明的颜色,如边沿部20为蓝色,边线部30为红色。通过上述设置,便于区别边沿部20与边线部30,减少糊制在边沿部20的多余部分,有利于提高糊制的材料利用率。
[0031]
一种实施方式中,主体部10和边沿部20的颜色不相同。可以理解的是,边沿部20包围主体部10,即包围制作待制作玻璃钢200的产品区域,用于为操作者糊制待制作玻璃钢200的边缘(边线部30附近的区域)提供操作空间。可以理解的是,在糊制待制作玻璃钢200的边缘时,往往难以糊制得刚刚好(仅在主体部10糊制而不越过边线部30),并且即使能够仅在主体部10上糊制,待制作玻璃钢200的边缘部分也会容易出现不平整等缺陷。此时,可以在某一次糊制时,糊制稍微超过主体部10,等一次糊制结束后,将位于边沿部20的多余的糊制部分切除。在糊制过程中,通过设置主体部10和边沿部20的颜色不相同,能够清楚地区别主体部10和边沿部20,避免操作者在糊制时,糊制范围超出主体部10过多而导致浪费材料。另外,在切除边沿部20的糊制部分时,操作者可以通过观察边线部30,避免失误切除主体部10的糊制部分,提高了容错率。
[0032]
通过上述设置,糊制工作基本在产品区域进行,提高了糊制的效率,同时减少了模具在生产玻璃钢的过程中产生的材料浪费,提高了材料的利用率。
[0033]
可以理解的是,当边线部30的颜色模糊失效时,可以通过主体部10和边沿部20的色彩而对边线部30重新定位,重新刻制边线部30。
[0034]
一种实施方式中,请参阅图1和图6,模具主体100包括层叠设置的基底层17、胶衣层16和色彩层15,主体部10为产品区域的色彩层15远离胶衣层16的一侧表面,即是模具主体100的制作表面。具体的,待制作玻璃钢200在生产前,需在主体部10上涂刷脱模剂或脱模蜡等,便于待制作玻璃钢200完成生产后能够顺利与模具分离。胶衣层16可以通过使用喷枪等喷涂工具进行喷涂,可通过多层多次的喷涂而获得厚度合适的胶衣层16。可以理解的是,主体部10处的色彩层15的颜色与边沿部20的色彩层15的颜色不同。通过上述设置,使得主体部10具有与待制作玻璃钢200吻合度较高的造型的同时,还具有较高的强度,有利于模具进行较高精度的多次生产。
[0035]
一种实施方式方式中,基底层17的材料为树脂。具体的,基底层17为纤维织物和树脂的固化混合物,基底层17包括定型层171、第一加固层172和第二加固层173,在胶衣层16远离主体部10的一侧依次糊制定型层171、第一加固层172和第二加固层173从而形成基底层17。定型层171的树脂为乙烯基树脂,第一加固层172和第二加固层173的树脂为零收缩树脂,定型层171用于对模具主体100进行造型,第一加固层172和第二加固层173用于对模具主体100进行强化,保证模具的强度。通过上述设置,进一步提高模具主体100的造型能力和强度。
[0036]
一种实施方式中,还包括固定架(图未示),模具主体100设于固定架上。固定架的材质可以为钢材。通过上述设置,有利于进一步提高模具的强度。
[0037]
一种实施方式中,请参阅图1和图5,模具主体100还包括中间部40,中间部40位于主体部10的内部,且中间部40与主体部10均与待制作玻璃钢200相对,中间部40的颜色与主体部10的颜色不同。具体的,中间部40的结构可以参考边沿部20的结构。举例而言,当待制作玻璃钢200为中间开孔的板状结构,中间部40位于模具主体100与孔对应的位置上,主体部10与中间部40的颜色不相同,便于区别作为产品区域的主体部10以及非产品区域的中间部40。
[0038]
可以理解的是,中间部40的作用与边沿部20的作用基本一致,均是用于区分产品区域(主体部10)与非产品区域。另外,在中间部40与边沿部20之间也可设置边线部30。通过上述设置,有利于模具生产复杂的待制作玻璃钢200。
[0039]
请参阅图1至图3,本实用新型还提供了一种玻璃钢,玻璃钢采用本实用新型提供的模具制作而成,玻璃钢包括树脂及多层纤维织物,树脂连接多层纤维织物。本实用新型不限定玻璃钢的具体形状结构,图2中的玻璃钢的形状结构仅为本实用新型的一种实施例。
[0040]
具体的,制作方法手糊成型、层压成型、树脂传递模塑法、挤拉法、模压成型、缠绕成型等。其中,优选为手糊成型。手糊成型中的手糊法的步骤如下:
[0041]
首先,在模具的主体部10、边沿部20和中间部40(可无)上涂刷上脱模剂,在主体部10上刷涂含有固化剂的树脂混合物;
[0042]
然后,在主体部10铺贴一层按要求剪裁好的纤维织物,用刷子、压辊或刮刀压挤纤维织物,使其均匀浸入树脂混合物并排除气泡后,再涂刷树脂混合物和铺贴第二层纤维织物;
[0043]
反复上述过程直至树脂混合物与纤维织物的总体厚度达到玻璃钢所需的厚度为止;
[0044]
最后,加热固化成型(热压成型)或者利用树脂体系固化时放出的热量固化成型(冷压成型),最后脱模得到玻璃钢。
[0045]
可以理解的是,在糊制玻璃钢的过程中,由于本实用新型提供的模具区分有产品区域(主体部10)和非产品区域(边沿部20和中间部40),并具有鲜明的对比色和作为边界的边线部30,糊制物的产品转换率较高,在糊制过程中的材料浪费率较低,材料利用率高,同时,由于糊制的目的区域明确,糊制效果好,糊制的效率提高。通过上述设置,玻璃钢的品质较好。
[0046]
以上所揭露的仅为本实用新型一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依
本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1