一种超高速一次性弹性耳带立体口罩的制造设备的制作方法
[0001]
本实用新型属于一次性卫生用品行业的制造设备技术领域,具体涉及一种超高速一次性弹性耳带立体口罩的制造设备。
背景技术:
[0002]
众所周知,由于传统口罩产品大部分是平面口罩,且佩戴不舒适,制片加上人工点焊耳带,制片机速度在50-80片/分钟,人工点焊5-6片/分钟,一台制片机需要配备10-14人来配合点焊耳带,特别是在防疫期间,口罩需求处于井喷状态,市场上一罩难求,传统设备需求大量的人员及设备,无形当中增加非常大的难度;
[0003]
鉴于以上述求,本公司组织人员进行攻关,研制一种超高速一次性弹性耳带立体口罩的制造设备,只需要2人操作设备,可以达到800-1000片/分钟,并且是一次性成型,解决传统设备产量低下,用人多的问题。
技术实现要素:
[0004]
本实用新型的目的是为了提供一种在线将弹性耳带与口罩主体材料复合一体完成,高度集成,设备各个系统间的衔接顺畅,模块化的设计保障生产线设备的扩展及稳定生产,利用超声波来进行材料之间的压纹、边封焊接,实现不破坏材料本身,达到材料融合,且柔软;利用弹性耳带无纺布代替传统氨纶圆带,具有超强弹性;解决了常规口罩设备只能制作普通平面口罩,且速度低下、废品率高的问题,同时降低了生产成本,提高了客户的竞争力,特别是在防疫口罩井喷需求的期间,超高速一次性弹性耳带立体口罩设备达到800-1000片/分钟,具有速度超快的优势,可以在很短时间内将口罩大量投入市场,同时也具有减少人工、长时间佩戴无勒感等优点。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种超高速一次性弹性耳带立体口罩的制造设备,包括原材料部分和设备功能部分,所述原材料部分和设备功能部分均安装于设备机架上,所述原材料部分用于提供口罩生产的原材料,设备功能部分用于生产口罩;
[0006]
所述原材料部分包括内层供应系统、中间过滤层供应系统、外层供应系统和弹性耳带供应系统,其中内层供应系统用于提供口罩内层原料,所述中间过滤层供应系统用于提供口罩中间过滤层原料,所述外层供应系统用于提供口罩生产用外层材料,所述弹性耳带供应系统用于提供口罩生产用弹性耳带材料;
[0007]
所述设备功能部分包括两边超声波压纹系统、牵引系统一、对折系统、牵引系统二、对折封边超声波压纹系统、成型切刀系统、废料回收系统和成品输出系统,其中两边超声波压纹系统用于口罩的超声波压纹加工,所述牵引系统一和牵引系统二用于口罩生产材料的牵引,所述对折系统用于口罩生产的对折加工,所述对折封边超声波压纹系统用于口罩对折封边的超声波压纹加工,所述成型切刀系统用于口罩的裁切,所述废料回收系统用于口罩废料的回收,所述成品输出系统用于口罩成品的输送。
[0008]
优选的,所述内层供应系统包括内层无纺布左卷、内层无纺布右卷和内层无纺布自动切接料装置、内层无纺布张力摆杆、内层无纺布牵引轮、二级张力摆杆一和内层无纺布纠偏器。
[0009]
优选的,所述中间过滤层供应系统包括中间过滤层右卷、中间过滤层左卷、中间过滤层自动切接料装置、中间过滤层张力摆杆、中间过滤层牵引轮、二级张力摆杆二和中间过滤层纠偏器。
[0010]
优选的,所述外层供应系统包括外层无纺布右卷、外层无纺布左卷、外层无纺布自动切接料装置、外层无纺布张力摆杆、外层无纺布牵引轮、二级张力摆杆三、外层无纺布纠偏器和复合牵引轮。
[0011]
优选的,所述弹性耳带供应系统包括弹性耳带无纺布左卷、弹性耳带无纺布右卷、弹性耳带无纺布自动切接料装置、弹性耳带无纺布张力摆杆、弹性耳带无纺布牵引轮、二级张力摆杆四、弹性耳带无纺布纠偏器和弹性耳带复合牵引轮。
[0012]
优选的,所述牵引系统一包括牵引压辊一,所述牵引系统二包括牵引压辊二。
[0013]
优选的,所述弹性耳带无纺布纠偏器包括弹性耳带内侧纠偏器和弹性耳带外侧纠偏器。
[0014]
优选的,所述对折系统包括对折装置和对折纠偏器。
[0015]
优选的,所述对折封边超声波压纹系统包括对折封边超声波压纹装置。
[0016]
优选的,所述两边超声波压纹系统包括两边超声波压纹装置,所述成型切刀系统包括成型切刀装置和中央分切刀装置,所述废料回收系统包括废料回收装置,所述成品输出系统包括成品输送装置,所述输送装置包括沿布料的进料方向依次设置的第一负压输送槽、第三负压输送槽和第四负压输送槽。
[0017]
与现有技术相比,本实用新型的有益效果是:
[0018]
(1)本实用新型将弹性耳带与口罩主体材料复合一体完成,高度集成,设备各个系统间的衔接顺畅,模块化的设计保障生产线设备的扩展及稳定生产,利用超声波来进行材料之间的压纹、边封焊接,实现不破坏材料本身,达到材料融合,且柔软。
[0019]
(2)本实用新型利用弹性耳带无纺布代替传统氨纶圆带,具有超强弹性,解决了常规口罩设备只能制作普通平面口罩,且速度低下、废品率高的问题,同时降低了生产成本,提高了客户的竞争力。
[0020]
(3)本实用新型提供的超高速一次性弹性耳带立体口罩的制造设备,只需要2人操作设备,可以达到800-1000片/分钟,并且是一次性成型,解决传统设备产量低下,用人多且口罩佩戴不舒适的问题。
[0021]
综上,本实用新型自动化程度高,能够自动生成口罩,有效的降低劳动强度,省时省力,具有生产效率高、成本低的特点,且能够实现口罩一次成型,提高了口罩佩戴时的舒适度。
附图说明
[0022]
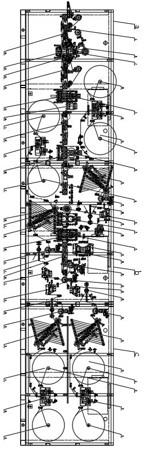
图1为本实用新型的结构示意图;
[0023]
图2为本实用新型图1中a部分的结构示意图;
[0024]
图3为本实用新型图1中b部分的结构示意图;
[0025]
图4为本实用新型图1中c部分的结构示意图;
[0026]
图中:原材料部分包括:a-内层供应系统、b-中间过滤层供应系统、c
-ꢀ
外层供应系统、d-弹性耳带供应系统;
[0027]
设备功能部分:e-两边超声波压纹系统、f-牵引系统一、g-对折系统、h-牵引系统二、i-对折封边超声波压纹系统、j-成型切刀系统、k-废料回收系统、l-成品输出系统;
[0028]
1-内层无纺布左卷;2-内层无纺布右卷;3-内层无纺布自动切接料装置; 4-内层无纺布张力摆杆;5-内层无纺布牵引轮;6-二级张力摆杆一;7-内层无纺布纠偏器;8-中间过滤层右卷;9-中间过滤层左卷;10-中间过滤层自动切接料装置;11-中间过滤层张力摆杆;12-中间过滤层牵引轮;13-二级张力摆杆二;14-中间过滤层纠偏器;15-外层无纺布右卷;16-外层无纺布左卷; 17-外层无纺布自动切接料装置;18-外层无纺布张力摆杆;19-外层无纺布牵引轮;20-二级张力摆杆三;21-外层无纺布纠偏器;22-复合牵引轮;23-弹性耳带无纺布左卷;24-弹性耳带无纺布右卷;25-弹性耳带无纺布自动切接料装置;26-弹性耳带无纺布张力摆杆;27-弹性耳带无纺布牵引轮;28-二级张力摆杆四;29-弹性耳带无纺布纠偏器;30-中央分切刀装置;31-弹性耳带内侧纠偏器;32-弹性耳带外侧纠偏器;33-弹性耳带复合牵引轮;34-第一负压输送槽;35-两边超声波压纹装置;36-牵引压辊一;37-对折装置;38-牵引压辊二;39-第三负压输送槽;40-对折纠偏器;41-对折封边超声波压纹装置;42-第四负压输送槽;43-成型切刀装置;44-废料回收装置;45-成品输送装置。
具体实施方式
[0029]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0030]
请参阅图1-图4所示,本实用新型提供一种技术方案:一种超高速一次性弹性耳带立体口罩的制造设备,包括原材料部分和设备功能部分,原材料部分和设备功能部分均安装于设备机架上,原材料部分用于提供口罩生产的原材料,设备功能部分用于生产口罩;
[0031]
原材料部分包括内层供应系统a、中间过滤层供应系统b、外层供应系统 c和弹性耳带供应系统d,其中内层供应系统a用于提供口罩内层原料,中间过滤层供应系统b用于提供口罩中间过滤层原料,外层供应系统c用于提供口罩生产用外层材料,弹性耳带供应系统d用于提供口罩生产用弹性耳带材料;
[0032]
设备功能部分包括两边超声波压纹系统e、牵引系统一f、对折系统g、牵引系统二h、对折封边超声波压纹系统i、成型切刀系统j、废料回收系统 k和成品输出系统l,其中两边超声波压纹系统e用于口罩的超声波压纹加工,牵引系统一f和牵引系统二h用于口罩生产材料的牵引,对折系统g用于口罩生产的对折加工,对折封边超声波压纹系统i用于口罩对折封边的超声波压纹加工,成型切刀系统j用于口罩的裁切,废料回收系统k用于口罩废料的回收,成品输出系统l用于口罩成品的输送。
[0033]
进一步的,内层供应系统a包括内层无纺布左卷1、内层无纺布右卷2和内层无纺布自动切接料装置3、内层无纺布张力摆杆4、内层无纺布牵引轮5、二级张力摆杆一6和内层无纺布纠偏器7。
[0034]
具体地,中间过滤层供应系统b包括中间过滤层右卷8、中间过滤层左卷 9、中间过滤层自动切接料装置10、中间过滤层张力摆杆11、中间过滤层牵引轮12、二级张力摆杆13二和中间过滤层纠偏器14。
[0035]
值得说明的是,外层供应系统c包括外层无纺布右卷15、外层无纺布左卷16、外层无纺布自动切接料装置17、外层无纺布张力摆杆18、外层无纺布牵引轮19、二级张力摆杆20三、外层无纺布纠偏器21和复合牵引轮22。
[0036]
进一步的,弹性耳带供应系统d包括弹性耳带无纺布左卷23、弹性耳带无纺布右卷24、弹性耳带无纺布自动切接料装置25、26-弹性耳带无纺布张力摆杆26、弹性耳带无纺布牵引轮27、二级张力摆杆28四、弹性耳带无纺布纠偏器29和弹性耳带复合牵引轮33。
[0037]
进一步的,牵引系统一f包括牵引压辊一36,牵引系统二h包括牵引压辊二38。
[0038]
进一步的,弹性耳带无纺布纠偏器29包括弹性耳带内侧纠偏器31和弹性耳带外侧纠偏器32。
[0039]
进一步的,对折系统g包括对折装置37和对折纠偏器40。
[0040]
进一步的,对折封边超声波压纹系统i包括对折封边超声波压纹装置41。
[0041]
进一步的,两边超声波压纹系统e包括两边超声波压纹装置35,成型切刀系统j包括成型切刀装置43和中央分切刀装置30,废料回收系统k包括废料回收装置44,成品输出系统l包括成品输送装置45,输送装置45包括沿布料的进料方向依次设置的第一负压输送槽34、第三负压输送槽39和第四负压输送槽42。
[0042]
本实用新型的工作原理及使用流程:本实用新型在使用时,工人先将内层无纺布左卷1与内层无纺布右卷2通过内层无纺布自动切接料装置3进行左、右卷的切换,始终有一卷使用,另外一卷作为备用卷,放卷的速度通过内层无纺布张力摆杆4进行控制,再进一步通过二级张力摆杆一6来控制内层无纺布牵引轮5的牵引速度,来保证原材料在输送过程中不变形、不拉伸,再进一步通过内层无纺布纠偏器7进行纠偏,保证内层无纺布居中输送至复合牵引轮22位置,再进一步至下一工艺待用;再将中间过滤层右卷8与中间过滤层左卷9通过中间过滤层自动切接料装置10进行左、右卷的切换,始终有一卷使用,另外一卷作为备用卷,放卷的速度通过中间过滤层张力摆杆11 进行控制,再进一步通过二级张力摆杆二12来控制中间过滤层牵引轮13的牵引速度,来保证原材料在输送过程中不变形、不拉伸,再进一步通过中间过滤层纠偏器14进行纠偏,保证中间过滤层居中输送至复合牵引轮22位置,再进一步至下一工艺待用,而后将外层无纺布右卷15与外层无纺布左卷16 通过外层无纺布自动切接料装置17进行左、右卷的切换,始终有一卷使用,另外一卷作为备用卷,放卷的速度通过外层无纺布张力摆杆18进行控制,再进一步通过二级张力摆杆三19来控制外层无纺布牵引轮20的牵引速度,来保证原材料在输送过程中不变形、不拉伸,再进一步通过外层无纺布纠偏器 21进行纠偏,保证内层无纺布居中输送至复合牵引轮22位置,再进一步至下一工艺待用,然后将弹性耳带无纺布左卷23与弹性耳带无纺布右卷24通过弹性耳带无纺布自动切接料装置25进行左、右卷的切换,始终有一卷使用,另外一卷作为备用卷,放卷的速度通过弹性耳带无纺布张力摆杆26进行控制,再进一步通过二级张力摆杆四27来控制弹性耳带无纺布牵引轮28的牵引速度,来保证原材料在输送过程中不变形、不拉伸,再进一步通过弹性耳带无纺布纠偏器29进行纠偏,保证弹性耳带无纺布居中输送,进一步通过中央分切刀装置30将弹性耳带无纺布居中分切成内、外两组材料,再通过弹性耳带内侧纠偏器31,
弹性耳带外侧纠偏器32进行纠偏,进一步输送至弹性耳带复合牵引轮33,第一负压输送槽34之上,再进一步至下一工艺待用,最后将内层无纺布左卷1或内层无纺布右卷2、中间过滤层右卷8或中间过滤层左卷9、外层无纺布右卷15或外层无纺布左卷16、弹性耳带无纺布左卷23或弹性耳带无纺布右卷24在第一负压输送槽34之上复合,通过两边超声波压纹装置 35进行周边压纹,牵引压辊一36进行牵引输送,再进一步通过对折装置37 进行内、外对折,再进一步通过牵引压辊38二、第三负压输送槽39进行牵引输送,通过对折纠偏器40进行纠偏,在进一步通过对折封边超声波压纹装置41进行封边压纹,进一步通过第四负压输送槽42进行输送,成型切刀装置43进行成型切,最后通过废料回收装置44将边废料进行收集,成品输送装置45进行成品输送至指定位置,形成基于弹性耳带立体口罩产品主体,结束超高速一次性弹性耳带立体口罩的制造设备的所有工艺流程。
[0043]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1