一种槽型绝缘板生产用防溢流的模具的制作方法
1.本实用新型涉及绝缘板生产设备领域,具体是一种槽型绝缘板生产用防溢流的模具。
背景技术:
2.绝缘板采用胶类绝缘材料制作,绝缘板构件的物理机械性能良好,具有优良的绝缘性能,可在干燥的
‑
35~+100℃空气中介电系数要求高的环境中工作,绝缘板在变电站、发电厂、配电房、试验室以及野外带电作业得到广泛的使用。
3.在绝缘板的生产过程中需要将热熔橡胶注入模具内进行冷却成型,但是由于模具间存在一定的缝隙,液体会顺着模具间的缝隙流出,不仅影响模具的再次使用,同时也增加了生产用料,导致生产成本增加。因此,本领域技术人员提供了一种槽型绝缘板生产用防溢流的模具,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种槽型绝缘板生产用防溢流的模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种槽型绝缘板生产用防溢流的模具,包括下外壳,所述下外壳顶部四角均连接有限位柱,所述下外壳顶部连接有防溢挡板,所述下外壳内部连接有下模具,所述下外壳两侧均连接有夹具,所述下外壳通过夹具连接有上外壳,所述上外壳内部连接有上模具,所述上外壳底部开设有卡槽,所述上外壳两端均连接有把手,所述上外壳底部四角均开设有限位槽,所述上外壳通过限位槽与限位柱相连接。
7.作为本实用新型再进一步的方案:所述下模具顶部一角开设有灌浆槽。
8.作为本实用新型再进一步的方案:所述上模具顶部一角开设有灌浆孔,所述上模具在灌浆孔内贯穿连接有注浆管。
9.作为本实用新型再进一步的方案:所述灌浆槽一端开设有圆形凹槽,所述灌浆槽通过圆形凹槽与注浆管相连接。
10.作为本实用新型再进一步的方案:所述夹具包括下夹板,所述下夹板一侧连接有一组螺栓,所述下夹板通过螺栓连接有上夹板。
11.与现有技术相比,本实用新型的有益效果是:
12.通过防溢挡板嵌入卡槽内能够有效地防止液体从两个模具间的缝隙向外流出,对注入的液体进行有效地限制,不仅能够防止液体外溢导致的用料增加,有利于降低工件的生产成本,同时也能够降低后期清理难度,便于再次使用,能够有效地提高生产效率,本实用新型易于安装使用,整体结构连接紧凑严密,能够有效地保障产品质量,提高生产效率。
附图说明
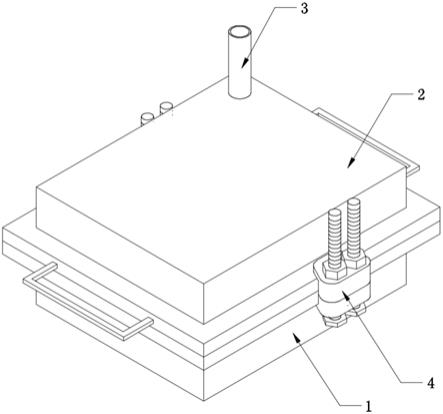
13.图1为一种槽型绝缘板生产用防溢流的模具的结构示意图;
14.图2为一种槽型绝缘板生产用防溢流的模具中下外壳的结构示意图;
15.图3为一种槽型绝缘板生产用防溢流的模具中上外壳的仰视图;
16.图4为一种槽型绝缘板生产用防溢流的模具中夹具的结构示意图。
17.图中:1、下外壳;2、上外壳;3、注浆管;4、夹具;5、下模具;6、限位柱;7、防溢挡板;8、灌浆槽;9、上模具;10、卡槽;11、把手;12、灌浆孔;13、限位槽;41、上夹板;42、下夹板;43、螺栓。
具体实施方式
18.请参阅图1~4,本实用新型实施例中,一种槽型绝缘板生产用防溢流的模具,包括下外壳1,下外壳1顶部四角均连接有限位柱6,限位柱6能够对上下外壳1的位置进行校准,避免上下两个外壳间产生偏差,下外壳1顶部连接有防溢挡板7,防溢挡板7能够嵌入上外壳2的卡槽10中,在灌注热橡胶时,能够有效地防止热橡胶从两个外壳之间流出,下外壳1内部连接有下模具5,下模具5顶部一角开设有灌浆槽8,灌浆槽8一端开设有圆形凹槽,灌浆槽8通过圆形凹槽与注浆管3相连接,通过注浆管3注入的热橡胶能够向下流入灌浆槽8内,顺着灌浆槽8流入模具的凹槽内,下外壳1两侧均连接有夹具4,下外壳1通过夹具4连接有上外壳2,通过夹具4对上下两个外壳进行夹持固定,有效地提高两个外壳连接的严密性。
19.在图3中:上外壳2内部连接有上模具9,上模具9顶部一角开设有灌浆孔12,上模具9在灌浆孔12内贯穿连接有注浆管3,注浆管3在注浆完成后,能够轻松的从注浆孔内将注浆管3取出,上外壳2底部开设有卡槽10,卡槽10能够将防溢挡板7嵌入内部,防止液体溢流,上外壳2两端均焊接固定有把手11,通过把手11可以便捷的对上外壳2进行搬运和移动,上外壳2底部四角均开设有限位槽13,上外壳2通过限位槽13与限位柱6相连接,便于上外壳2和下外壳1的契合。
20.在图4中:夹具4包括下夹板42,下夹板42一侧连接有一组螺栓43,下夹板42通过螺栓43连接有上夹板41,上夹板41和下夹板42从两端对模具整体进行夹持固定,利用螺栓43对夹具4进行紧固,提高整体连接的稳定性。
21.本实用新型的工作原理是:首先握住上外壳2两端的把手11,将上外壳2扣盖在下外壳1的顶部,使上外壳2底部四角的限位槽13对准下方的限位柱6,在上外壳2和下外壳1契合连接的过程中,下外壳1的防溢挡板7能够嵌入上外壳2的卡槽10内,实现模具整体的组合连接,从两侧分别安装上夹具4,通过螺栓43将夹具4进行旋紧固定,通过注浆管3向模具内部注入热熔橡胶,热熔橡胶向下通过灌浆槽8流入模具的凹槽内,完成注浆工作后,从注浆孔内抽出注浆管3即可静置等待模具冷却成型。
22.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1