带表层部件的制造装置以及制造方法与流程
1.本发明涉及带表层部件的制造装置以及制造方法。特别是涉及在板状的基材的表面侧覆盖配设表层面部件,将在表层面部件的端边缘部形成的卷入形成部与基材的端边缘部嵌合由此制造将表层面部件与基材一体化的带表层部件的制造装置以及使用该制造装置制造带表层部件的制造方法。
背景技术:
2.作为带表层部件,例如有汽车等车辆的内装部件。汽车等车辆的内装部件在板状的基材的表面侧覆盖配设表层面部件而形成(例如参照日本特开2004
‑
217080)。而且,作为汽车等车辆的内装部件存在装备在汽车的室内的扶手。形成扶手的板状的基材的剖面形状在表层面部件侧形成为凸形状,通常由pp树脂形成为刚性体。表层面部件在基材的表面侧沿着基材的表面形状配设。表层面部件通常由能够伸缩的烯烃系弹性体形成,作为覆盖在基材的表面侧的形状的形态而形成。
3.图9是分解地表示基材12与表层面部件20的立体图。图10表示将表层面部件20覆盖在基材12而一体化的状态。如图10所示,表层面部件20向基材12覆盖的一体化以包住基材12的端边缘部16的方式,在表层面部件20的端边缘部22形成有卷入形成部24,将该卷入形成部24嵌入基材12的端边缘部16来进行。
4.此外,在图10的左侧所示的、供表层面部件20的卷入形成部24配设的位置,在基材12的端边缘部16设置有钩爪18,与此对应在表层面部件20的卷入形成部24形成有卡合孔26。而且,表层面部件20的卡合孔26被钩爪18拉挂而卡止,由此可靠地进行基材12与表层面部件20的定位。
5.然而,表层面部件20的卷入形成部24向上述基材12的端边缘部16的嵌合作业以往由手工作业来进行。
6.如上述那样,在通过手工作业进行表层面部件20的卷入形成部24向基材12的端边缘部16的嵌合作业的情况下,成为作业者的力作业,所以需要作业工时,生产率差。另外,作为量产产品的品质容易产生差别。
7.特别是,在通过手工作业进行将钩爪18拉挂并卡止在形成于卷入形成部24的卡合孔26的作业的情况下,存在拉挂作业的作业强度强,对作业者的手、手指的负担大,作业工时变得更多这样的问题。
8.希望机械化地进行表层面部件的卷入形成部向基材的端边缘部的嵌合作业,由此实现带表层部件的制造的生产率的提高。
技术实现要素:
9.本发明的一个实施方式是制造带表层部件的制造装置,该带表层部件在板状的基材的表面侧覆盖配设表层面部件,将在上述表层面部件的端边缘部形成的卷入形成部与上述基材的端边缘部嵌合由此使上述表层面部件与上述基材成为一体而成,该制造装置具
备:制造品载置台,其将上述表层面部件以与上述基材重叠的状态载置;以及嵌合推动装置,其将在上述表层面部件的端边缘部形成的卷入形成部,从远离上述基材的端边缘部而打开的位置状态向与上述基材的端边缘部嵌合的方向推动。
10.根据实施方式,上述嵌合推动装置具备推动在上述表层面部件的端边缘部形成的卷入形成部的推动部位,该推动部位的基座部件是刚体,在该刚体的基座部件的推动方向前表面设置有弹性材质的部件。
11.根据实施方式,在上述刚体的基座部件的推动方向前表面设置的弹性材质的部件,从上述基座部件的端部延伸突出地设置。
12.根据实施方式,上述嵌合推动装置中的上述推动部位的动作方向,是供在上述表层面部件的端边缘部形成的卷入形成部嵌合的上述基材的端边缘部的面方向。
13.本发明的其它实施方式是使用上述制造装置来制造带表层部件的制造方法,其具备以下工序:第一工序,以与上述基材的下部重叠的状态,并且以相对于上述基材的端边缘部、使在上述表层面部件的端边缘部形成的卷入形成部远离上述基材的端边缘部而打开的位置状态将上述表层面部件载置在上述制造品载置台;以及第二工序,使上述嵌合推动装置动作,将在上述表层面部件的端边缘部形成的卷入形成部嵌入上述基材的端边缘部,从而使上述表层面部件与上述基材成为一体。
14.根据实施方式,是在上述基材的端边缘部设置有钩爪,在形成于上述表层面部件的端边缘部的卷入形成部设置有与该钩爪卡合的卡合孔,在将上述表层面部件的卷入形成部嵌入上述基材的端边缘部时,上述卡合孔与上述钩爪卡合的带表层部件的制造方法。
附图说明
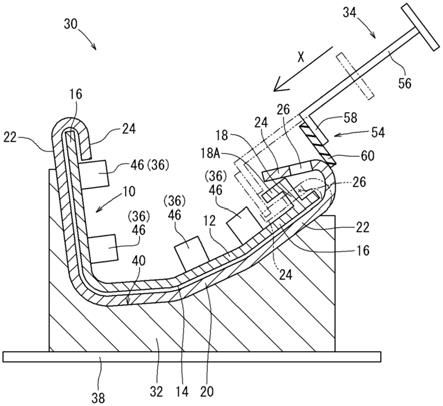
15.图1是表示一个实施方式的带表层部件的制造装置的简要剖视图。
16.图2是形成于图1的基材的端边缘部的钩爪、与形成于表层面部件的卷入形成部的卡合孔的卡合状态位置的放大图。
17.图3是沿iii方向观察图2的卡合位置的向视图。
18.图4是与图2对比地表示其它实施方式的卡合位置的图。
19.图5是从推动方向的后方侧观察嵌合推动装置的推动部位的立体图。
20.图6是从推动方向的前方侧观察嵌合推动装置的推动部位的立体图。
21.图7是放大表示嵌合推动装置的推动部位位置的图。
22.图8是表示夹紧装置的夹紧部件的具体结构的立体图。
23.图9是分解地表示基材与表层面部件的立体图。
24.图10是表示通过现有的手工作业将表层面部件安装在基材的状态的简要结构的剖视图。
具体实施方式
25.以下,结合附图来说明本发明的各种实施方式。作为一个实施方式,带表层部件是汽车的扶手。以下,对制造扶手的制造装置以及制造方法进行说明,但制造其它带表层部件的情况也同样。此外,各图的说明中的上下、左右等方向表示各图的方向。其中,在个别地特别表示的情况下,根据该表示。
26.(扶手)
27.首先,对以本实施方式的制造装置以及制造方法为对象的扶手10进行说明。作为一个实施方式,扶手10的完成品形状能够设为与作为现有的结构示出的图10所示的构造大体相同的形状,所以再次利用图9以及图10对扶手10的详细结构进行说明。
28.图9是分解表示扶手10的一端部的结构的立体图。如图9所示,扶手10由基材12和表层面部件20构成。基材12形成扶手10的基本形态,通常由聚丙烯树脂(pp树脂)形成为板状的刚性体。表层面部件20配设于基材12的表面侧14,覆盖基材12而配设。表层面部件20通常由烯烃系弹性体形成,作为材质的特性能够进行一定程度的伸缩。而且,在覆盖在基材12的结构的基础上,形成为与基材12的规定的形状对应的规定的形状。
29.(卷入形成部)
30.如图10所示,本实施方式的扶手10的形状是使基材12的表面侧14形成为凸形状的形状。而且,在设为凸形状的基材12的表面侧14覆盖有表层面部件20。在该表层面部件20的端边缘部22形成有以将基材12的端边缘部16卷入的方式形成的卷入形成部24,嵌入基材12的端边缘部16。表层面部件20的两端边缘部22的卷入形成部24以卷入基材12的两端边缘部16的状态嵌入,由此表层面部件20被覆盖在基材12的表面侧14。
31.(钩爪与卡合孔)
32.此外,在本实施方式的情况下,如图10的右侧的卷入形成部24所示,在基材12的端边缘部16设置有钩爪18,在表层面部件20的卷入形成部24形成有卡合孔26。而且,形成于卷入形成部24的卡合孔26被钩爪18拉挂而卡合,由此表层面部件20被可靠地安装于基材12。
33.图2以及图3表示钩片18a与卡合孔26卡合的卡合结构的放大图。在本实施方式的情况下,钩爪18的钩片18a朝向卷入形成部24嵌入基材12的端边缘部16嵌入的方向而形成。即,在图3中观察时,沿左右方向形成而配置。由此,若卷入形成部24的卡合孔26未越过钩片18a则无法卡合。因此,在已卡合的情况下,能够可靠地卡止。
34.图4表示钩爪18的钩片18a的配置形态的变形例。该变形例将钩片18a的形成方向相对于卷入形成部24的嵌合方向设为直角方向。该结构是无法将卷入形成部24的嵌合移动量设为图4的图示状态以上的情况下采用的结构。这样在卷入形成部24的嵌合移动量被限制的情况下,使卷入形成部24向横方(在图4中来看是左右方向)错开地嵌入。
35.此外,形成于表层面部件20的端边缘部22的卷入形成部24的、向基材12的端边缘部16的卷入深度在供钩爪18设置的位置处,比未设置钩爪18的位置的卷入深度浅地形成。由此,使钩爪18与卡合孔26的设置变得容易。
36.<制造装置>
37.接下来,基于图1对作为一个实施方式的制造装置30进行说明。图1示意性表示制造装置30的基本形态的简要结构。制造装置30具备制造品载置台32、嵌合推动装置34以及夹紧装置36。制造品载置台32载置制造品的扶手10。夹紧装置36将制造品的扶手10固定于制造品载置台32。嵌合推动装置34进行将表层面部件20的卷入形成部24覆盖在扶手10的基材12的动作。
38.(制造品载置台)
39.制造品载置台32设置于制造装置30的基座体38上。制造品载置台32的载置面40的表面形状形成为载置扶手10的凸形状的外形形状的凹形状。该制造品载置台32的载置面40
由树脂的刚性体形成。而且,将表层面部件20以与基材12的下部重叠的状态载置在该制造品载置台32的载置面40。此外,在该状态下,图1的右侧所示的卷入形成部24成为远离基材12的端边缘部16而打开的状态。即、在图1中右侧所图示的卷入形成部24以未嵌入基材12的端边缘部16的状态被载置。
40.此外,图1的左侧所图示的卷入形成部24以未嵌入基材12的端边缘部16的状态被载置。用于设为该状态的作业在将基材12和表层面部件20载置于制造品载置台32时,能够通过机器人等机械装置来进行。另外,在左侧的卷入形成部24,没有如右侧的卷入形成部24那样,设置有钩爪18,所以在右侧的卷入形成部24被打开的状态下,卷入形成部24向端边缘部16的嵌合作业容易,因此也能够通过手工作业来进行。
41.(夹紧装置)
42.图8表示夹紧装置36的具体结构。夹紧装置36将与制造品载置台32的载置面40重叠地载置的基材12和表层面部件20固定于载置面40。因此,夹紧装置36在动作机构的前端部具备夹紧部46,如图1所示,通过该夹紧部46将基材12从里面侧向制造品载置台32的载置面40方向固定。此外,夹紧装置36是通过未图示的动力工作缸工作的机构。
43.(嵌合推动装置)
44.接下来,对嵌合推动装置34进行说明。如图1所示,嵌合推动装置34是用于将表层面部件20的卷入形成部24嵌入基材12的端边缘部16的装置。在本实施方式中,在图1中观察,作为嵌入右侧的卷入形成部24的装置而配置。
45.在图1中,嵌合推动装置34作为简要结构,仅图示了推动部位54的动作结构。嵌合推动装置34具备推动在表层面部件20的端边缘部22形成的卷入形成部24的推动部位54。推动部位54配设为通过动作部件56沿x箭头方向动作,从由实线表示的位置向由双点划线表示的位置方向动作。该动作方向是供形成于表层面部件20的端边缘部22的卷入形成部24嵌合的基材12的端边缘部16的面方向。
46.推动部位54的基座部件58是刚体,在该基座部件58的推动方向前表面设置有弹性材质的部件60。弹性材质的部件60例如是橡胶。而且,该弹性材质的部件60从刚体的基座部件58的下端部延伸突出地设置。即、成为在推动部位54的下端部,仅通过弹性材质的部件60,以按压在卷入形成部24的表皮并沿着整个面的方式、即以扫动的发生推动的结构。
47.嵌合推动装置34使动作部件56向x方向动作,由此推动部位54使表层面部件20的卷入形成部24从图1所示的实线状态向双点划线状态移动。在该移动的过程中,形成于卷入形成部24的卡合孔26被在基材12的端边缘部16设置的钩爪18拉挂而卡止,表层面部件20的卷入形成部24嵌入基材12的端边缘部16。
48.上述推动部位54的移动中的、卷入形成部24向基材12的端边缘部16的嵌合操作基本上通过刚体的基座部件58来进行。而且,辅助性地通过从基座部件58向下方延伸突出地配设的弹性材质的部件60以扫动表层面部件20的表面的方式移动来进行。通过由该弹性材质的部件60进行的扫动那样的移动操作,能够与表层面部件20的表面紧贴而更可靠地与钩爪18卡止,能够进行嵌合操作而不损伤表层面部件20。
49.图5以及图6表示嵌合推动装置34的推动部位54位置的具体结构。图5是从推动方向的后方侧观察该位置的立体图,图6是从推动方向的前方侧观察该位置的立体图。此外,嵌合推动装置34构成为通过未图示的两个气缸使图示的推动部位54动作的机构。
50.图7放大表示图5以及图6所示的嵌合推动装置34所具备的推动部位54。推动部位54经由连结部件68设置于与图1所示的动作部件56相当的动作主体结构。连结部件68与相当于动作部件56的动作主体结构通过螺栓70连结,连结部件68与推动部位54的基座部件58通过螺栓72连结。在基座部件58的动作方向前面设置有弹性材质的部件60,该弹性材质的部件60从基座部件58的下端延伸突出地配设。
51.如图7中由假想线(双点划线)所示,在推动部位54按压表层面部件20的卷入形成部24时,基座部件58经由弹性材质的部件60来按压。因此,通过从基座部件58向下方延伸突出的弹性材质的部件60以扫动的方式按压卷入形成部24。即、是柔软地按压,所以难以给卷入形成部24造成损伤。另外,按压时的动作声音也变小,实现作业声音的减少。
52.<制造方法>
53.接下来,对作为使用了上述制造装置30的一个实施方式的制造方法进行说明。
54.(预备工序)
55.首先,预先将基材12和表层面部件20制作为规定形状。如在制造装置中说明的那样,基材12由聚丙烯树脂(pp树脂)的刚性体形成。表层面部件20由烯烃系弹性体形成,作为材质的特性能够进行一定程度的伸缩。
56.(第一工序)
57.接下来,对第一工序进行说明。如图1所示,以重叠在制造装置30的制造品载置台32的载置面40上的状态、载置在预备工序中制作出的规定形状的基材12和表层面部件20。与载置面40重叠的重叠配置首先,将表层面部件20载置在载置面40上,在此基础上载置基材12。与制造品载置台32重叠地载置的表层面部件20和基材12被夹紧装置36的夹紧部46按压而进行位置固定。
58.此外,在该第一工序中,图1的右侧所示的卷入形成部24设为远离基材12的端边缘部16而打开的状态。即、图1中在右侧图示出的卷入形成部24以没有嵌入基材12的端边缘部16的状态被载置。
59.此外,在本实施方式的第一工序中,在图1的左侧图示的卷入形成部24预先以嵌入基材12的端边缘部16的状态被载置。用于设为该状态的作业如在制造装置30中进行说明的那样,通过机器人等机械装置来进行,或者通过手工作业来进行。
60.(第二工序)
61.接下来,对第二工序进行说明。第二工序是通过嵌合推动装置34将图1所示的右侧的卷入形成部24嵌入基材12的工序。在利用图1来说明该第二工序时,使嵌合推动装置34动作,将图1中在右侧图示出的卷入形成部24嵌入基材12的端边缘部16,从而使表层面部件20与基材12成为一体。
62.由嵌合推动装置34进行的卷入形成部24的嵌合动作通过推动部位54的推动操作来进行。该推动操作通过从推动部位54的基座部件58的下端部延伸突出地设置的弹性材质的部件60,以扫动卷入形成部24的表面的方式来进行。由此进行顺畅的嵌合操作。
63.此外,图1的右侧的卷入形成部24是通过钩爪18与卡合孔26的卡合而卡止的结构。因此,在通过上述推动部位54以扫动卷入形成部24的表面的方式进行时,卷入形成部24的卡合孔26与钩爪18的钩片18a卡合而卡止。对于向该钩片18a的卡止而言,卷入形成部24相对于在图1中观察时向左方向突出设置而形成的钩片18a,通过其材质的弹性作用进行右方
向的返回作用,所以成为该卡合难以脱离的卡止。因此,卷入形成部24被不脱离基材12地卡止。
64.另外,在本实施方式中,嵌合推动装置34中的推动部位54的动作方向是供形成于表层面部件20的端边缘部22的卷入形成部24嵌合的基材12的端边缘部16的面方向。由此,能够更顺畅地进行由推动部位54执行的卷入形成部24的推动操作。
65.<后工序>
66.作为通过上述各工序制作出的制造品的扶手10,解除夹紧装置36的夹紧部46的固定,通过机器人装置等从制造装置30取出扶手10。由此,制造工序结束。
67.<本实施方式的效果>
68.根据上述实施方式扶手10的制造装置以及制造方法,表层面部件20的卷入形成部24机械地嵌入基材12的端边缘部16。因此,与通过手工作业嵌入的情况比较,能够提高生产率。此外,在制造品是量产产品的情况下,能够使品质的差别稳定化。
69.此外,在将表层面部件20的卷入形成部24嵌入基材12的端边缘部16的情况下,在是将形成于基材12的钩爪18与卷入形成部24的卡合孔26卡止的结构的情况下,能够可靠地使表层面部件20与基材12成为一体。
70.<其它实施方式>
71.以下,对进一步的实施方式进行说明。
72.上述实施方式的带表层部件是汽车的扶手。作为其它实施方式,上述制造装置和制造方法能够广泛地应用于在基材安装表层面部件时,设为将形成于表层面部件的卷入形成部与基材的端边缘部嵌合的结构的带表层部件。例如,也能够应用于家具(椅子的扶手)、化妆箱的外装。
73.另外,上述实施方式的扶手10的形状虽是使基材12的表面侧14设为凸形状的形状,但带表层部件的形状也可以是相反的形状。即、也可以是使基材12的表面侧14设为凹形状的形状。另外,对于扶手10以外的带表层部件,也可以是其剖面l字形的形状。
74.另外,在上述实施方式中,是在形成于表层面部件20的卷入形成部24设置卡合孔26,使设置于基材12的端边缘部16的钩爪18拉挂在该卡合孔26的结构。然而,也可以不形成钩爪18和卡合孔26,仅是将表层面部件20的卷入形成部24嵌入基材12的端边缘部22的结构。即、也可以通过嵌合推动装置34机械地进行图1的左侧所示的卷入形成部24与基材12的端边缘部22的嵌合。
75.另外,在上述实施方式中,基材12的材质虽表示为聚丙烯树脂(pp树脂),但除了pp树脂以外,也可以是刚性比表层面部件20高的各种热塑性树脂、钢板的冲压品。
76.另外,作为表层面部件20不仅是软质聚氯乙烯、苯乙烯系、烯烃系、聚酯系等各种热塑性树脂,也可以采用具有伸缩性的织物、无纺布、编布、合成皮革、皮革、软质薄膜等各种表皮材料。
77.另外,作为弹性材质的部件60作为例示虽示出了橡胶,但也可以是弹性体、不锈钢等金属制薄板等。
78.<效果>
79.上述实施方式具有以下的效果。
80.根据实施方式,在制造品载置台上将表层面部件以与基材的下部重叠的状态载
置,在该载置状态下,在表层面部件的端边缘部形成的卷入形成部处于远离基材的端边缘部而打开的位置状态,通过嵌合推动装置将卷入形成部向与基材的端边缘部嵌合的方向推动而嵌合。这样机械地进行卷入形成部基材向端边缘部的嵌合,所以能够实现带表层部件的制造的生产率的提高。另外,在量产产品中,能够实现品质的稳定化。
81.根据实施方式,嵌合推动装置具备推动卷入形成部的推动部位,该推动部位的基座部件是刚体,在该刚体的基座部件的推动方向前表面设置有弹性材质的部件。由此,在通过嵌合推动装置,表层面部件的卷入形成部在基材的端边缘部进行嵌入作用时,以与弹性材质的部件接触的状态进行,所以能够实现表层面部件的损伤的防止乃至抑制。
82.根据实施方式,在刚体的基座部件的推动方向前表面设置的弹性材质的部件从基座部件的下端部延伸突出地设置。由此,通过延伸突出地设置的部位的弹性材质的部件,进行一边以扫动的方式按压表层面部件的卷入形成部一边嵌入基材的端边缘部的作用。因此能够进行顺畅的嵌入作用。
83.根据实施方式,嵌合推动装置的推动部位的动作方向是供卷入形成部嵌合的基材的端边缘部的面方向。由此,能够高效地进行表层面部件的卷入形成部向基材的端边缘部的嵌入作用。
84.根据实施方式,在基材的端边缘部设置有钩爪,在表层面部件的卷入形成部设置有与该钩爪卡合的卡合孔。通过该钩爪与卡合孔的卡合,能够可靠地进行基材与表层面部件的定位。
85.以上,虽说明了具体的实施方式,但本发明并不限于上述实施方式,应理解为在不脱离本发明的宗旨的范围内能够进行各种改进、变形、追加、删除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1