管路密封和切割装置的制作方法
管路密封和切割装置
1.对相关申请的交叉参考
2.本技术要求美国较早提交日期的权益。
3.2019年3月19日提交的第62/820,372号临时专利申请,其公开内容通过引用结合到本文。
背景技术:
4.本公开的实施例涉及用于生物加工、细胞治疗和再生医学制造的设备。该设备旨在自动化以及控制所需的各种工序,通常使用阀门、泵和其他装置来操作和处理功能封闭的一次性套件中的各种介质。该设备通常在制药厂的洁净室中运行。
5.对于许多工艺,需要无菌密封和分离试管以隔离培养基、产品、qc(质量控制)样品,或者只是将更大、更复杂的组分解成更小的子组,以便于管理和预处理。
附图说明
6.现在将参考附图来描述本发明,附图示出了本发明实施例的非限制性示例,其中:
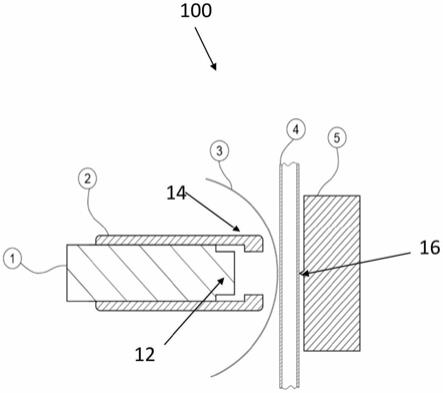
7.图1a示出了根据其实施例的非限制性示例的处于初始位置的管路密封和切割装置的截面图。
8.图1b示出了密封循环开始时图1a的管路密封和切割装置。
9.图1c示出了密封开始时图1a的管路密封和切割装置。
10.图1d示出了密封固化以及切割(或管路减薄到易分离的程度)开始时图1a的管路密封和切割装置。
11.图1e示出了密封以及切割或分离完成时图1a的管路密封和切割装置。
12.图2示出了管路密封和切割装置在装袋应用中的示意图。
13.图3a示出了处于待机/管路装载位置的管路密封和切割装置的另一示例性实施例的剖视图,其中,门处于打开位置。
14.图3b示出了处于密封和切割位置的图3a的管路密封和切割装置的剖视图。
15.图3c示出了图3b的详细视图。
技术实现要素:
16.通过对管路的自动化的密封和切割,可以获得显著的收益以及实现风险的降低。可用于执行密封和无菌分离任务的设备存在一系列缺点,包括:
17.·
昂贵(即每次切割的资本支出和/或消耗品(例如无菌分离装置、压接套管、无菌管路分离系统));
18.·
操作或应用耗时;
19.·
危险(例如压接管切割器以及切割压接管路会产生尖角,经常需要安装额外的护罩组件);
20.·
需要相当长的管路和/或管路周围的空间来操作设备、进行密封和实现分离;
21.·
对于其他的便携式装置,需要给非手动/非电池操作的装置(交流电源、压缩空气)提供辅助;
22.·
管材的限制(即rf(射频)密封器仅适用于含有极性材料如pvc、eva的管路);
23.·
管路尺寸的限制(即外径和壁厚),需要能够可靠、安全地密封充液管路(例如,rf管路密封器在密封充液管路时会产生电弧,接地至管路中的流体会导致管壁出现穿孔)。
24.本公开的实施例的潜在优点(尤其是当集成到一件设备中时)可以解决许多当前可用的管路密封和切割方案的一些缺点。优点包括:
25.·
可靠的密封和切割工艺可以提供一致的密封和管路分离,而无需剪刀或其他锐器(所述剪刀或其他锐器通常用于分离密封管路,但会给操作人员带来特殊风险,并有可能造成生物危害性污染);
26.·
能够通过更改操作参数和较少的重新配置而对一系列具有不同管材和尺寸的管路进行密封和切割操作;
27.·
相对快速的密封和切割周期;
28.·
具有集成到平台中的保护操作人员所需的安全措施;
29.·
管路密封和切割设备紧密集成,使得管路长度尽可能缩短。这提供了最紧凑且最具成本效益的一次性套件,并且在某些情况下,可以减少介质损失(即浪费)和实现最高性能(即流体输运控制/分配精度);
30.·
自动化性最大限度地减少操作人员交互的需要;
31.·
每次密封和切割无需显著成本(而使用消耗品的技术通常需要显著成本)。
32.因此,本公开的实施例将改进的管路密封和切割装置结合到该现有技术中的设备中。这些实施例实现了快速的密封和切割周期,同时保持了坚固和可重复的密封和切割。这些实施例还系统地避免了操作人员暴露于热危险和管路破裂,这是一些当前的分离方法具有的风险,并且可导致过程中的泄漏和可能的产品或甚至批次损失。
33.电加热密封芯铁通常用于密封由热塑性材料制成的管路。通常,密封芯铁具有不粘涂层,以避免管材粘在芯铁上并留下残留物。当这些装置用于管路密封时,它们也是手动操作的。这要求操作人员具有灵巧性和视野以装卸管路,并在管路轻微粘连的情况下,将其从芯铁上剥离,并确保没有残留物或将残留物移除,以免对后续焊接造成不利影响。此外,为了密封完整性和操作人员的安全,目前的技术仅限于相对较长的周期(即几分钟),因为装置只能在该装置锁定闭合的情况下进行加热、密封和冷却。
34.实施例还包括与密封芯铁相对的砧座上的切割细部。该特征用于管路的脉冲和rf(射频)密封器。其原理是管材熔化并流动,变薄至管材被切断但相邻表面确保完全密封的程度。因此,实现了切口或分离点的无菌,管的内表面(和内容物)从不暴露于外表面。
35.在所公开的实施例中,砧座或密封挡块附接到门,该门铰接在一旁以允许一次性套件装载,但是随后锁定闭合以确保建立正确的管路位置和砧座几何形状。此外,该门是联锁的,以确保在进行管路密封和切割操作时操作人员不会接触到热或挤压点危险。
具体实施方式
36.所公开的实施例:
37.·
通过不粘隔膜将加热的密封芯铁压紧在管路上以执行管路密封和切割操作,这
有助于避免在切割和密封操作之后管路粘连;
38.·
退回密封芯铁(在最佳密封和切割参数(即时间、压力和温度)被执行后),从而实现较短的密封和切割周期,并使操作人员可以在不过度延迟所需手动交互的情况下进行操作,且不会接触/暴露于热和挤压危险中;
39.·
将密封芯铁保持在最佳温度而操作人员无需接触/暴露于热和挤压危险中。
40.隔膜薄而柔韧,这使得它能够适应并随密封芯铁(以及周围隔热罩)的形状而扭曲。隔膜具有足够的分离性以避免管路粘连,并有助于在密封和切割循环后卸载(自动或手动),其不粘的性质改进了密封和切割。就设备设计和洁净室安装/操作的适用性而言,该隔膜还用于隔离加热器以及相关的致动和其他机构,否则可能会带来清洁/可清洁的设计挑战。隔膜成为操作人员面对的表面,需要保持清洁和维护,这提供了另一个显著的好处。
41.本公开的实施例将芯铁预热到可快速经由薄隔膜材料传导以引起必要的熔化的温度,然后在切割或管路分离完全进行后退回芯铁。这些方面支撑了相对快速的周期,这是日常可实现的,也是最大化生产率收益以及遵循一致的、无泄漏的密封和切割性能要求所必需的。
42.参照图1a-1e,图中顺序示出了根据本公开示例性实施例的管路密封装置100。管路密封装置100具有平动设置在隔热罩2中的加热块或管路密封芯铁1。密封芯铁1具有密封端12,在其密封表面端具有阶梯部分。隔热罩2具有管夹端14,该管夹端具有与密封端12的阶梯部分对应的变窄部分。密封挡块或砧座5设置在隔热罩2的管夹端14处,并附接到限制操作人员手指进入的刚性作用表面或安全联锁门(图1a-1e中未示出)。砧座5在面向隔热罩2的管夹端14的砧座5上具有小管切割细部16。切割细部16可以被构造成凸起部分,在该段管路中已经建立密封之后,该凸起部分使得管路材料变薄。这使得操作人员可以很容易地分离管端,只需要最小的力或者不需要拉力或剥离力就可以分离新建立的密封管端,并且不需要工具或锐器,也不会造成管路密封破裂的风险。不粘隔膜3设置在隔热罩2的管夹端14和砧座5之间。待密封的管路4放置在不粘隔膜3和砧座5之间。隔热罩2被配置为以往复运动的方式朝向和远离砧座5运行。密封芯铁1被配置为以往复运动的方式朝向砧座5前进和远离砧座运行,并且被配置为相对于隔热罩2移动。密封芯铁1和隔热罩2可以使用如下讨论的机构实现往复运动(参照图3a-3c)。
43.图1a-1e描述了管路密封和切割顺序。参照图1a,初始位置示出为隔热罩2和密封芯铁1从砧座5完全退回。
44.参照图1b,示出了密封循环的开始,其中隔热罩2和密封芯铁1向前推进,并经由隔膜3将管路4朝向砧座5挤压。
45.参照图1c,示出了密封循环的进一步发展,其中隔热罩2和密封芯铁1被进一步推进,并且经由隔膜3朝向砧座5上的切割细部16挤压管路4,并且其中管路4的材料被熔化并且被维持压紧力的密封芯铁1密封。当密封芯铁1经由隔膜3与切割细部16接触以切割管路4时,材料从切割细部16流出。
46.参照图1d,示出了密封和切割固化位置,其中管路材料随着密封芯铁1回退而固结。在这种构造中,当管路材料固结时,隔热罩2保持向前并压紧管路4,以确保密封保持稳定,特别是对于可能导致密封在短的固结期内破裂或损坏的具有高刚度和回复力的管路材料。
47.参照图1e,示出了密封和切割完成的位置,其中隔热罩2和密封芯铁1都远离砧座5退回,并且其中管路4已经被密封并切割或分离成两个独立的部分,使得管路和新建立的切割或分离点的任一侧上的连接物彼此分离。
48.隔热罩2有助于减少由于辐射和对流损失造成的能量消耗。在这种结构中,它在压紧管路4和提供限制管路4中熔化边界的温度梯度方面也起着重要作用,特别是对于薄壁管和刚性管,否则回复力会在熔融过渡处产生应力并可能导致管壁破裂。该隔热罩2压紧管路4,以将管路的从平坦的压紧状态到自然圆形状态的过渡区与其高温/熔化区隔离。因此,它为更坚固的密封提供了必要的余量,尤其是在薄壁(例如0.5mm或更小)管路上。此外,如果被密封的管路4是被流体填充的,隔热罩2有助于将流体阻断并将其推出密封和高温区域,帮助避免流体的高温暴露。这减少了流体/所产生的气体可能产生的沸腾以及可能导致的过压,沸腾和过压可能在密封过程中导致熔融管壁破裂。根据应用情况,在管路4上也可能存在残余或诱发的张力。由于隔热罩2被构造成夹具,它还可以用来隔离张力,并避免所述密封被保持在张力下的管路4破坏,否则该张力很容易导致管路的熔融区域伸长或拉伸,从而导致密封或管壁破裂。
49.就该管路密封装置100的集成而言,它可以用于各种构造中,以支持不同管材和壁厚的密封和切割。在一排有多个袋的装袋机上,门可以覆盖所有的袋,并用连续或单独的砧座支撑每个管路以进行管路的装填,但是使用一个横向密封器。在这方面,单个密封器将有助于维持其正在接近的每个管路在力和温度方面的一致性,并且如果在多个位置使用,则总体上通过避免具有多个密封头而大大降低了设备控制系统的成本和复杂度。此外,对于装袋机实施例,袋通常是按顺序装填的,并且具有单个横向装置意味着管路切割和密封可以在装袋之后立即进行,而同时下一个袋正在被装填。以这种方式,通过避免在所有袋子被装填结束时才进行密封和切割,使得生产率被最大化。而本发明可以使袋子在管路密封和切割过程完成后更及时地移除并顺序和直接地进行后续处理。
50.参照图2,描述了装袋的应用18,其示出袋20逐个借助于管路4装填、由管路密封装置100密封和切割,然后袋20被移除。
51.参照图3a-3c,另一示例性实施例。该实施例结合了前述实施例中描述的许多特征。在这里描述的实施例中,芯铁1和罩2不是相对于彼此移动,而是一起移动,并且它们的密封端和管夹端分别都不具有相应的变窄特征。
52.参照图3a,管路密封和切割装置示出为处于待机位置,准备安装/装载管路4。隔膜3被固定到底盘6上的隔膜支架上,其中3英寸(75mm)宽的膜片或膜条被夹紧到支架中,这有助于形成/实现所需的凸面2d轮廓。如果需要,隔膜支架可从平台上移除以进行隔膜的更换和维护。
53.使用这种密封和切割装置的一个典型例子是,在用所需体积的流体装填后,需要对袋进行无菌密封和分离。在这个例子中,包括袋和装填管的一次性套件将被装载到系统上,待密封和切割的管段在隔膜3前面的所需位置布置,然后门7将在管路4上闭合,使砧座5进入适当位置。
54.参照图3b和3c,管路密封和切割系统示出于密封位置。继续装袋示例,在装袋之后,加热的密封芯铁1组件被向前致动,推动管路4经由不粘隔膜3抵靠砧座5,实现管路4的密封和切割/分离(如上参照图1a-1e所述)。用于推动/致动部件主动参与密封功能的机构
可以是气压缸和电动致动器,或者如图所示,也可以是具有电动马达组件9的导向滚珠丝杠致动器,其推动密封芯铁1组件的载体10。力控制是该系统的一个重要且有益的方面以实现重复性生产,其可以在管路熔化和流动时,通过在密封操作过程中向前移动来保持力。力控制也可以通过使用导向气压缸来实现(对于气动系统)。对于电致动器,力控制可以通过使用转矩(即电机电流)控制来实现,或者通过使用具有可变定位(即冲程)的弹性装载头的可选实施例来实现,该可变定位(即冲程)控制在密封操作期间施加的力。
55.在密封循环结束时,加热的密封芯铁1组件远离隔膜3和砧座5向后退回,同时熔融的管路4的材料固结以完成密封和切割细节。该密封过程可以重复几次,横向移动以实现多个相邻管路4的密封和分离。
56.在该过程结束时,门7被打开,并且已被装填、密封和分离的袋被移除以进行后续处理(贴标签、包装、冷冻等)。
57.运行的示例性参数如下:
58.芯铁温度:工作范围=100℃
→
200℃,典型密封范围取决于管路。标称设置=160℃。周期性运行时可能出现350℃的高温。
59.芯铁接触时间:工作范围=6
→
》30秒,取决于管路。
60.芯铁压力/作用力:工作范围=80n
→
200n。标称设置=120n。
61.芯铁1可以由铝或其他合适的导热材料组成。罩2和砧座5可以由聚醚醚酮(peek)或具有高温连续工作能力的其他合适材料组成。不粘隔膜3可以由peek或聚酰亚胺薄膜或其它合适的材料组成,这些材料适当地薄且柔韧,以使得热量容易地经由它而从密封芯铁组件传导到管路,同时还具有周期性承受工艺温度而不退化的能力。
62.公开的实施例的特征可以在本发明的范围内被组合、重新布置、省略等以形成另外的实施例。此外,有时可以优选地使用某些特征而不相应地使用其他特征。
63.本公开实现了许多替换、修改和变化。虽然已经详细示出和描述了特定实施例来说明本发明原理的应用,但是应当理解,在不脱离这些原理的情况下,本发明可以以其他方式实施。因此,申请人意图是将本发明的精神和范围内的所有这样的替换、修改、等同和变化包括在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1