用于熔体热切造粒的带孔板及其制造方法与流程
1.本发明大体上涉及诸如聚合物熔体等溶体状材料的造粒,该材料被挤压穿过带孔板的熔体通道,并在出口侧上被热切并分割成颗粒。在此,本发明一方面涉及具有带孔板主体的带孔板(lochplatte)、具有这种带孔板的造粒头以及具有这种热切造粒头(heiβabschlag-granulierkopf)的造粒机,该带孔板主体包括熔体通道,这些熔体通道穿过带孔板主体并以环形分散布置的方式连通在出口面上,排出的熔体束在该出口面上被旋转的刀具热切,造粒机特别是水下造粒机、水环造粒机或空气造粒机。另一方面,本发明涉及用于制造这种带孔板的方法。
背景技术:
2.这类带孔板可以与造粒机的刀具头一起工作,该刀具头的旋转刀具沿带孔板的出口面进行刮削,以热切从熔体通道排出的熔体束,其中,出口面以围绕熔体通道的孔口的方式形成用于旋转刀具的接合面或配合面,该接合面或配合面通常是平坦的,但也可以是凸球状的或凹形的或弯曲的,以便根据刀具轮廓平面地或线型地支撑刮过的刀刃。
3.在水下造粒机的情况下,所述刀具在水浴中旋转,使得被切下的料粒不会粘在一起,并凝固或冷却到更容易处理的程度。
4.在水环造粒机的情况下,刀具和带孔板端面不位于水浴中,而是在周侧上被环形的、流过的水流包围,该水流夹带并运走被切下的料粒并在此对其进行冷却,以开始固化。旋转的刀具以本身干燥的方式切断从带孔板端面排出的熔体束,并将仍然热的溶体状颗粒抛到环绕的水环中。在此,虽然“水环”可由水组成,但其不一定必须由水组成,而是也可以包括例如形式为液态物位混合物的另一输送和/或冷却介质,或者还可以至少部分地以液滴流和/或喷雾流或它们的混合物的形式存在。即使在上述水下造粒的情况下,虽然水浴或流过带孔板和刀具的水流可由水组成,但它们也不一定必须由水组成,而是也可以以类似的方式使用另一输送和/或冷却介质。
5.在空气或冷却空气造粒机的情况下,热切是干燥的方式进行,其中,旋转刀具在此也可以沿带孔板刮过,以切断从通道孔口排出的熔体束。热切的颗粒通过气流进一步输送和冷却,由于空气的热导率低于水,因此这需要更长的时间。
6.在所述的情况下,特别是水下造粒和水环造粒的情况下,但在一定程度上也在空气造粒的情况下,带孔板不仅承受由刀具刮过而引起的机械应力,而且还受到由热切产生的复杂的热要求。一方面,熔体或熔体束应在特定的温度窗口内流过带孔板并从其排出,以便防止熔体通道冻结并同时遵守待造粒材料的温度限制。这就要求带孔板应具有特定的、通常相对较高的温度。另一方面,带孔板的水浴或水环形式的周围环境是相当冷的,因此在带孔板上会出现非常高的温度梯度。
7.为了防止带孔板从其出口侧被过度冷却,特别是当其用在水下造粒机中并被水浴冲刷且与较冷的过程用水接触时,这种带孔板有时被构造为热隔离的或设置有热隔离件。例如,这种热隔离件可以包括位于带孔板主体内部的中空腔室,该中空腔室可以尽可能大
面积地构造,以避免热量通过带孔板主体的高导热性的、通常为金属的材料从带孔板的较热的入口侧直接传递到较冷的出口侧。
8.作为这种填充空气或气体或真空的中空腔室的替代或补充,还已知从内部加热带孔板,其中,加热流体循环通过所述中空腔室或独立的加热通道。
9.即使在水环造粒机中通过流过的水环进行的冷却以及熔体通道或通道孔口的冻结问题较少,但水环造粒机也必须遵守对待造粒的材料的精确温度控制。原则上,这也以类似的方式适用于空气造粒机。水环造粒机和空气造粒机不仅用于热塑性塑料的造粒,而且还用于药物或食品的造粒,它们通常在造粒过程中对错误的温度作出灵敏反应并需要非常窄的温度窗口,因此需要精确地加热和/或冷却带孔板或将其隔绝。
10.例如,文献us 2006/0165834 a1、us 2007/0254059 a1、wo 2010/019667 a1或de 40 36 196 a1揭示了用于水下造粒的带孔板。
11.在此,最后提到的文献wo 2010/019667 a1提出了通过由较低传导性材料制成的插入件使熔体通道和熔体通道所通向的磨损环与带孔板主体的其余部分热隔离。de 40 36 196 a1提出了在带孔板的熔体通道之间设置加热介质通道并在这些加热介质通道和被水浴冷却的形成多孔部出口面(熔体通道通向带孔板出口面)的板端面之间在带孔板主体中形成额外热隔离通道,作为热隔离介质的惰性气体流过该热隔离通道。
12.例如,文献at 508 199 b1或de 10 2012 012 070 a1披露了用于水环造粒的带孔板。
13.例如,献ep 26 99 235 b1披露了用于空气或冷却空气造粒的带孔板。
14.由于各种热隔离和温度控制措施,这种带孔板具有越来越复杂的几何形状,这会带来相应的制造成本。特别是难以在带孔板中制造中空腔室。
15.此外,这种带孔板需要足够的稳定性来承受外力和热应力。除了旋转刀具产生的应力外,带孔板还必须承受水下箱中的过程用水作用在出口侧的水压。此外,带孔板中的较大温度梯度会产生热应力。在这方面可以看出,带孔板被大面积挖空以用于热隔离目的或用于温度控制,并且界定控温-中空腔室的壁在带孔板的入口侧和出口侧通常非常薄,因此即使是有限的水压也会导致变形。同时,带孔板必须永久地保持密封且无裂缝,以防止过程用水进入。
技术实现要素:
16.有鉴于此,本发明的目的是提供一种改进的带孔板、一种改进的具有这种带孔板的造粒头、一种改进的造粒机和一种改进的用于生产这种带孔板的方法,它们避免了现有技术的缺点并且以有利的方式发展了现有技术。特别地,应在不损失机械稳定性的情况下实现带孔板结构对热要求和使用条件的改进的适应性。
17.根据本发明,所述目的通过根据权利要求1所述的带孔板、根据权利要求18所述的具有这种带孔板的造粒头、根据权利要求20所述的造粒机和根据权利要求23所述的用于生产带孔板的方法来实现。本发明的优选实施例是从属权利要求的主题。
18.因此,提出了带孔板不是由各种插入件和覆盖件组装而成的,而是通过增材式材料涂覆(additiven materialauftrag)以所需的包括至少一个中空腔室的轮廓逐层地构造,因此消除了传统带孔板的例如由于切削和焊接板部件而引起的几何形状限制。根据本
发明,通过增材式材料涂覆,包括至少一个温控和/或热隔离的中空腔室以及环绕熔体通道的主体部分的带孔板主体被形成为一体式分层结构体,该分层结构体的各个材料层逐层地、单独地凝固。通过增材式材料涂覆和由此逐层产生的轮廓,一方面,在被设计为用于温控或热隔离的中空腔室的区域内也可以实现复杂、平滑且有机增长的壁外形,这使得带孔板具有稳定性并防止形成裂缝,并且也有利于流经中空腔室的温控或热隔离介质的流动。同时,通过一体式分层结构体,尽管存在中空腔室和熔体通道,但仍可以实现紧凑设计。
19.特别地,逐层地构造的带孔板主体可以由金属材料形成。与此无关地,逐层地构造的带孔板主体可以在使用3d打印头的3d打印过程中、在立体光刻过程中或在其他增材制造过程中由多个层构造。
20.特别地,可以通过能量束依次逐层地液化和/或凝固材料层。例如,可以逐层地涂覆粉末状和/或糊状和/或液体形式的一种或多种材料,并且通过激光束、电子束或等离子束使它们逐层地熔化和/或凝固和/或硬化和/或发生化学反应,以分别形成硬化的层。通过逐层的设计,即使是小部分的表面轮廓,也可以在温控和/或热隔离的中空腔室的区域中或在其他难以形成的部分(例如,在不同轮廓部分之间具有变化的曲率和/或带棱的或倒圆的过渡部的熔体通道壁或者加热流体接头或通道)中使带孔板主体形状精确匹配。
21.熔体通道可以形成在通道柱中,这些通道柱至少部分自立地布置在带孔板主体的中空腔室中,并且与带孔板主体的在相对两侧界定所述中空腔室的壁一体地、材料均质地形成。在此,熔体通道所延伸穿过的所述通道柱可以从入口侧和出口侧的主体壁(这些主体壁界定了位于它们之间的空腔)中有机地增长,由此不仅产生了稳定的结构,而且还避免了熔体通道的出口处的密封问题。
22.所述通道柱可以与带孔板主体的其他轮廓部分一起在并行的或连续的工作步骤中以所述方式逐层地构造,特别是通过3d打印过程打印。在此,所述通道柱可以首先形成为实心材料体,然后在随后的处理步骤中在通道柱中加工出相应的熔体通道。替代地,通道柱也可以在逐层构造期间已设置有盲孔或通孔,然后可以在随后的处理步骤中加工该盲孔或通孔,例如对其进行钻孔和/或抛光和/或磨削。有利地,熔体通道具有尽可能光滑的粗糙度较低的壁表面,以便尽可能少地妨碍熔体流动。所述通道柱的外壁可以保持未被加工或具有分层结构体表面,而熔体通道壁有利地被加工,特别被钻孔和/或铣削和/或抛光和/或磨削和/或珩磨。
23.为了减小通道柱的根部区域的应力峰值,或者甚至防止在往入口和出口侧主体壁过渡的过渡区域中形成裂痕,所述通道柱可以优选地具有平顺地变宽的端部,且/或在从横截面看时,在往相邻的带孔板壁过渡的过渡区域中具有被倒圆的外周轮廓。特别地,通道柱可以在它们的外壁上在平行于熔体流的两个轴向方向上被底切(hinterschnitten)。然而,由于逐层构造,不会出现这种底切轮廓常见的脱模问题。
24.在本发明的改进示例中,为了即使在中空腔室大面积延伸的情况下也能实现带孔板的界定中空腔室的端壁的足够稳定性,可以在中空腔室的内部设置支撑壁或支柱,该支撑臂或支柱将入口侧主体壁连接到出口侧主体壁并使它们相互支撑。
25.在本发明的改进示例中,所述支撑壁和/或支柱也逐层地构造或被设计为分层结构体和/或一体地成型到在相对侧上(特别是在带孔板的入口和出口侧上)界定所述中空腔室的主体壁上。通过将支撑壁和/或支柱一体地成型到带孔板的端壁上,可以再次明显提高
稳定性。同时,通过增材式逐层构造,可以实现支撑壁或支柱的非常细长的轮廓,从而避免了意外的热传递。
26.有利地,可以在中空腔室上分散地设置多个支撑壁和/或支柱,以便实现均匀地支撑,且/或在温度控制流体流过中空腔室时还实现温度控制流体的分散。有利地,可以在所述中空腔室中设置例如多于10个或多于20个或多于30个支撑壁和/或支柱。
27.所述支撑壁和/或支柱的壁厚度或柱厚度或者壁直径或柱直径可以小于相应支撑壁或相应支撑柱的高度的40%或小于30%或小于20%。
28.在本发明的改进示例中,支撑壁和/或支柱可以形成支撑结构,该支撑结构大致均匀地分布在中空腔室中和/或形成均匀的支撑样式。
29.在本发明的改进示例中,当从垂直于熔体主流动方向的横截面看时和/或当在切去带孔板的端壁的情况下在与熔体流动方向大致平行的方向上观察暴露的中空腔室时,支撑壁和/或支撑柱可以形成波浪形样式,且/或具有波浪形轮廓。
30.支撑壁和/或支柱可以沿平行的波浪线从带孔板的一侧延伸到带孔板的相对侧,特别是从带孔板的具有温度控制介质入口的一侧延伸到带孔板的设置有温度控制介质出口的相对侧。因此,尽管存在大量的支撑壁和/或支柱,被引入到中空腔室中的温度控制流体可以均匀地流过带孔板。在支撑壁采用波浪形轮廓的情况下,可以再次提高流经流体的温度控制效果。
31.在本发明的改进示例中,所述支撑壁可以具有开口,这些开口的边缘轮廓可以至少部分地被倒圆和/或被设计为拱形。特别地,拱门形开口可以彼此相邻地、成排地设置在支撑壁中,使得相应的支撑壁具有一排窗口形或拱门形的开口。通过被倒圆的边缘轮廓,可以避免应力峰值,并且实现力的均匀引入。
32.在本发明的改进示例中,所述中空腔室可以至少在带孔板的由熔体通道的环形样式包围的内部区域中且/或至少在带孔板的环绕熔体通道的环形样式的外部区域中延伸。有利地,中空腔室在所述熔体通道的外侧和内侧上延伸,使得环形熔体通道样式的两个相邻的邻近区域都被热隔离和/或可以被温度控制。特别地,中空腔室从内部向外部延伸超过熔体通道或内部形成有熔体通道的通道柱,使得所述熔体通道自立地布置在中空腔室中。
33.中空腔室可以在带孔板横截面积的至少30%或甚至超过50%或超过60%或超过70%上延伸,以实现尽可能良好的热隔离和/或温度控制。与此无关地,中空腔室在轴向方向上(即,在刀具旋转轴线的方向上或在熔体流动方向上)的高度可以为带孔板的高度或厚度的至少25%,或还大于33%或还大于50%。
34.为了将在带孔板的增材制造期间未固化的原料粉末或原材料排出形成的中空腔室,带孔板可以具有至少一个排空口,优选地具有多个分散的排空口,这些排空口从所述中空腔室中引出并通向带孔板的外侧,优选地通向带孔板的相对的端面中的一者。有利地,所述的排空口可以通向带孔板的入口侧,带孔板通过该入口侧放置到造粒头的连接体上,使得在造粒头的组装状态下覆盖或关闭排空口。
35.为避免带孔板过早磨损,可以在带孔板的出口侧上放置耐磨的硬质材料环,刀具头的刀具沿该硬质材料环的外侧移动,以便切下或切断排出的熔体束。耐磨的硬质材料环的所述外侧形成与刀具相互作用的刀具滑动面,旋转的刀具可以沿该刀具滑动面滑动,并且刀具可以被压向该刀具滑动面。
36.所述耐磨硬质材料环可以与带孔板的分层结构体分开制造,并以各种方式(例如,铜焊或钎焊)紧固到被设计为分层结构体的带孔板主体上。
37.然而,在本发明的替代改进示例中,逐层构造的带孔板主体也可以以材料结合的方式连接到硬质材料环,且/或在逐层构造期间被构造在所述硬质材料环上。硬质材料环可以用作基体,然后在该基体上逐层地构造带孔板主体,其中,分层结构体的最下层或直接邻接硬质材料环的一层通过材料结合和/或微形状配合和/或化学键合连接到硬质材料环。如果直接位于硬质材料环上的粉末层或原料层熔化并凝固,则凝固的层材料接合到硬质材料的微孔中并牢固地将其覆盖。因此不仅节省了诸如所述焊接等后续的连接步骤,而且还实现了硬质材料环与相邻的带孔板主体之间的紧密连接。
38.硬质材料环可以是单层设计的,或不在3d打印中构造。
39.然而,另一方面,也可以从相对侧(即,入口侧)构造被设计为分层结构体的带孔板主体,其中,在本发明的有利改进示例中,分层结构体可以被直接构造在造粒头的与分层结构体相邻的连接件上。所述连接件可以具有分配室和/或分配通道,以便将来自熔体源(例如,挤出装置)的熔融材料分配到带孔板的熔体通道。
40.在此,在增材过程中逐层地构造的带孔板主体可以以所述方式通过材料结合和/或微形状配合连接到造粒头的所述连接体,这例如通过熔化和凝固位于连接件上的粉末层,使得以所述方式产生材料结合和/或微形状配合和/或化学键合。
41.然而,作为这种在带孔板主体的增材制造中对带孔板主体进行成型的替代,该带孔板主体也可以以不同的方式连接到造粒头,例如用螺钉固定和/或焊接和/或以其他方式紧固到其上。
附图说明
42.下面将根据优选的示例性实施例和相应附图更详细地说明本发明。
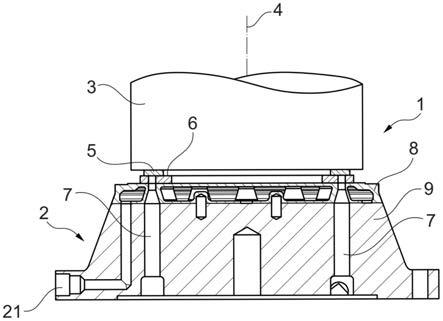
43.图1示出热切造粒机(例如,水下造粒机)的造粒头和刀具头的示意性局部剖视图,其示出了放置在造粒头的连接体上的经增材制造的带孔板和刀具头的刮过该带孔板的刀具。
44.图2示出图1中的热切造粒头的立体图,其示出了带孔板及其硬质材料环,熔体通道通向该硬质材料环。
45.图3示出以上附图中的带孔板的剖视图,其示出了带孔板内部的中空腔室和熔体通道所延伸穿过的通道柱。
46.图4示出带孔板截面的局部立体斜视图,其说明了通道柱的轮廓。
47.图5示出带孔板的立体剖视图,其示出了没有硬质材料环并具有尚未钻孔的熔体通道的带孔板主体,其中在带孔板的中空腔室中示出了根据本发明的有利实施例的支撑壁和/或支柱结构。
48.图6示出类似于图5的带孔板的立体剖面斜视图,其示出了该带孔板的入口侧并说明了穿过支撑壁的拱形开口。
49.图7示出图5和6中的带孔板的剖视图。
50.图8示出以上附图中的带孔板的俯视图以及带孔板的中空腔室中的支撑壁结构的剖面俯视图,其示出了该支撑壁结构的波浪形支撑壁外形。
具体实施方式
51.如图1所示,热切造粒机1包括可固定布置的造粒头2以及刀具头3,刀具头3可以围绕刀具头轴线4被旋转地驱动,并且可以在刀具头轴线4的方向上被压紧和/或推进和/或预张紧到造粒头2上,使得设置在刀具头3的端面上的刀具5可以沿造粒头2的刀具滑动面6滑动。
52.以环形样式(muster)分散布置的熔体通道7通向所述刀具滑动面6。这些熔体通道7穿过造粒头2并且可以从造粒头2的入口侧例如被挤出机供应熔体,该挤出机揉捏熔体并在压力下将其输送到造粒头2。以环形样式分布的熔体通道7可以在入口侧与分配室相通,该分配室被以所述方式供应加压熔体。
53.熔体通道7可以布置在公共节圆上,但如有必要也可以相对于这种节圆向内和/或向外偏移地布置,其中,还可以以环形样式分散地设置两排以上的熔体通道。
54.如图1所示,造粒头2包括带孔板8,带孔板8利用入口侧端面放置在造粒头2的连接体9上。熔体通道7的所述环形样式延伸穿过带孔板8的带孔板主体10,并与所述连接体9中的相应布置的熔体通道相通。
55.耐磨的硬质材料环11放置在带孔板主体10的出口侧上,所述熔体通道7穿过该硬质材料环延续,并且通向该硬质材料环的外侧。在此,硬质材料环11的所述外侧形成刀具滑动面6,刀具头3的刀具5沿该刀具滑动面滑动,以切断或切下排出的熔体束。
56.如图所示,带孔板8的所述刀具滑动面6和/或出口端面可被设计为基本上平坦的,且/或以基本上垂直于或横向于刀具头轴线4的方式延伸,刀具头3围绕该刀具头轴线旋转。然而,替代地,带孔板8的出口侧和/或至少熔体通道7所通向的刀具滑动面6也可以具有拱形的或锥形的或相对于刀具头轴线4倾斜的轮廓,例如截球形或截锥形或其他环形面轮廓的形式,其中,在这种情况下,熔体通道7可以有利地以相对于刀具头轴线4倾斜和/或垂直地通向倾斜的刀具滑动面6。
57.与此无关地,带孔板8的入口侧端面也可以具有拱形结构或锥形轮廓,或以其他方式凹陷或凸起地设计。在入口侧的如图1所示的基本上平坦的设计中,该入口侧可以放置在连接体9的同样平坦设计的端面上。
58.在水下造粒的情况下,所述刀具5在切割室中的水浴中旋转,该切割室环绕刀具头3并邻接带孔板出口面,使得在水浴中切下排出的熔体束(参见wo 2010/019667a1)。在水环造粒机的情况下,刀具和带孔板端面不位于水浴中,而是在周侧上被流过的环形水流包围,该水流夹带并运走被切下的料粒并在此对其冷却,以开始凝固。旋转的刀具以本身干燥的方式切断从带孔板端面排出的熔体束,并将仍然热的溶体状颗粒抛到环绕的水环中(参见at 508 199 b1)。
59.如图所示,带孔板8在其内部具有中空腔室12,该中空腔室12被构造为对带孔板8进行热隔离和/或温度控制,例如加热或冷却带孔板,并且朝向带孔板的入口侧端面和出口侧端面通过两个主体壁13和14界定。所述中空腔室12朝向外周侧被周侧壁15封闭,该周侧壁周向地连接到两个端侧的主体壁13和14,特别是与这两个端侧的主体壁利用同质材料一体地形成。特别地,中空腔室12可被设置为对熔体通道7进行温度控制,例如,通过流过中空腔室12的加热介质来加热该熔体通道,且/或使这些熔体通道与带孔板8的出口端面热隔离。
60.如图所示,所述温度控制和/或热隔离的中空腔室12可以基本上在带孔板8的整个横截面区域上延伸,特别是填充熔体通道环形样式内的内部区域且/或填充在外侧环绕所述熔体通道的环形样式的区域。特别地,中空腔室12可以越过熔体通道7从内向外延伸,使得熔体通道7或熔体通道7所延伸穿过的通道柱16自立地布置在中空腔室12中并贯穿中空腔室12。
61.包括共同界定中空腔室12的端侧主体壁和周侧壁13、14和15以及通道柱16的所述带孔板主体10被设计为分层结构体所述分层结构体的各个层逐层地凝固。特别地,所述分层结构体可以通过3d打印过程制造,其中,所述主体壁和周侧壁13、14、15以及通道柱16可以一体地、材料均质地相互连接,并且分别逐层地构造。
62.如图3至6所示,首先在此可以将通道柱16作为实心材料柱逐层地构造。然后,可以在所述通道柱16中加工出熔体通道7,使得熔体通道7可以以根据需要具有变化的横截面的通孔的方式从带孔板8的入口侧穿过带孔板延伸到带孔板的出口侧。
63.如图所示,所述通道柱16可以有利地整体具有锥形轮廓,或具有轮廓呈锥形的外侧,其可以例如从入口侧朝向出口侧逐渐变细。
64.与这种锥形轮廓无关地,通道柱16的端部可以朝向相邻的主体壁13和14变宽且/或具有被倒圆的轮廓,使得通道柱16在端部处可以具有平滑的加厚或变宽部,且具有往主体壁14和15过渡的平缓的、被倒圆的过渡部。
65.为了支撑相对较薄的端侧主体壁13和14,可以在所述中空腔室12中设置支撑壁17和/或支柱,它们可以形成整体蜂窝状的支撑结构18,该支撑结构将相对的主体壁13和14相互连接或支撑。
66.所述支撑结构18可以一体地连接到相对的主体壁13和14中的一者或两者,特别是可以通过逐层构造而材料结合地成型在其上。与此无关地,所述支撑结构18可以逐层地形成为分层结构体,特别是通过3d打印工艺制造。有利地,所述支撑结构18可以在3d打印过程中与主体壁和/或周侧壁13、14、15或通道柱16的逐层构造并行地制造。
67.在此,所述支撑壁17的特征可在于壁厚较薄,其中,例如可以提供1:5或1:7或更小的壁厚/壁高比。
68.如图9所示,当在平行于刀具头轴线的方向上观察支撑壁17时,支撑壁17可以具有波浪线形轮廓。在此,波浪形状可以遵循基本上直线的波浪延伸方向,但如有必要,也可以提供弧形的波浪延伸方向。特别地,波浪形的支撑壁17可以从带孔板的一侧朝向带孔板的相对侧延伸。
69.与此无关地,支撑壁17可以基本上相互平行地延伸,且/或被设计为在它们之间具有基本上恒定的间隙尺寸。
70.有利地,可以提供多于10个或多于20个支撑壁17,它们特别布置成相互平行地延伸。
71.如图所示,所述支撑壁17可以分别设置有优选为窗口形或拱门形的开口19,相邻支撑壁之间的相邻通道穿过该开口相互连接。如果温度控制流体流过支撑结构18时,温度控制流体可以以横向于支撑壁走向的方式流过开口,并均匀地分布在中空腔室上。
72.有利地,支撑壁17中的所述开口19可以至少部分地被弧形地倒圆,特别是朝向至少一个主体壁14被弧形地倒圆或具有倒圆部20。支撑壁17可以围绕开口19形成拱门。
73.如图3所示,带孔板8可以具有入口接头和出口接头21和22,通过该入口接头和出口接头可以将诸如油或水或用于带孔板的温度控制的混合物等温度控制介质引入到带孔板中或从其排出或者穿过多孔板环。在此,温度控制介质特别可以循环穿过中空腔室12的至少一部分,其中,支撑壁17可以使温度控制介质分散。
74.如图4和图6所示,带孔板8还可以具有排空开口23,该排空开口可以将中空腔室12与外部连接。所述排空开口22使得能够将来自3d打印过程的未固化的粉末从中空腔室12中去除。
75.有利地,排空开口23可以通向带孔板8的入口端面,以便在其放置在造粒头2的连接体9上时被遮盖。
76.有利地,带孔板主体10可被构造在造粒头2的连接体9上,使得带孔板主体10通过材料结合和/或微形状配合和/或化学键合紧固到连接体9上。特别地,连接体9可以在3d打印过程中用作基体,将材料粉末或原材料堆积或涂覆在该基体上,以便随后逐层地液化和凝固。在此,将直接位于连接体9上的层牢固地连接到连接体9。
77.然而,相反地,带孔板主体10也可以以相应的方式紧固在耐磨的硬质材料环11上,其中,在这种情况下所述硬质材料环可以用作3d打印过程中的基体。
78.然而,替代地,带孔板主体10也可以以常规方式连接到连接体9和/或硬质材料环11,例如,通过焊接和/或螺钉拧紧和/或压紧。
79.在此,硬质材料环11可以是一体的,如有必要也可以由不同的环形部段组成。这同样适用于连接体9,并且如有必要也适用于逐层构造的带孔板主体10,该带孔板主体可以由两个半部分或四个部分,或以其他方式分段地组成。然而,有利地,带孔板主体10不具有穿过熔体通道的界面或分型线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1