侧浇口喷嘴和注射模具的制作方法
1.本公开内容涉及用于注射模制塑料和其他热塑性材料的侧浇口喷嘴及其相关的注射模具。
背景技术:
2.从现有技术中,已知侧浇口喷嘴包括多个喷嘴尖端。喷嘴尖端与公共喷嘴块流体连通,侧浇口喷嘴中的该喷嘴尖端通常相对于侧浇口喷嘴的总体方向侧向布置。喷嘴块相对于熔体流动方向布置在上游。相对于熔体流动方向布置在下游的喷嘴尖端分别与腔体相互连接,该腔体适于在生产期间经由喷嘴尖端接收熔化的塑料材料。当喷嘴尖端和与其相互连接的喷嘴块保持在高于塑料材料的熔化温度的温度时,其间布置有至少一个腔体的工具板被保持在显著低于塑料材料的熔化温度的温度,使得注射到腔体中的塑料材料在与腔体壁接触时立即固化,以有效地形成塑料部件。侧浇口喷嘴的整体构造必须按以下方式进行,即,由于不同温度以及加热和操作期间的变化而发生的几何变形对整体系统和性能没有负面影响。此外,有利的是,例如出于维护原因,当喷嘴尖端可以容易地被移除,分别从相关的腔体中脱离时,其中需要确保喷嘴尖端的精确对准。从现有技术中,已知有多种尝试来解决上述问题。下文将简要描述选择。
3.se500650c2于1994年8月以hans m
ü
ller的名义首次公布。其涉及一种用于侧浇道通道的装置,该装置包括多个侧出口开口。侧出口开口从旨在供增塑聚合物材料流动通过的通道横向延伸。侧出口开口与主要径向延伸的鱼雷形尖端相邻。鱼雷形尖端由浇道通道基部接收,该浇道通道基部可释放地连接到浇道通道的框架。
4.de19649621a1于1998年6月以ewikon heiβkanalsysteme gmbh的名义首次公布。其涉及一种与热流道注射模制系统的喷嘴歧管一起使用的适配器,用于流体连接至少两个流道部分,从而将熔体分配和引导到注射模具的腔体中,适配器包括:塞子,塞子具有至少一个端面和圆柱形或锥形壁表面,该至少一个端面形成有用于流体连接到一个流道部分的第一开口,该圆柱形或锥形壁表面形成有第二开口,第二开口用于流体连接到另一个流道部分并且相对于该一个端面成一角度延伸,以及施力单元,施力单元作用在塞子上,以促使端面和壁表面在喷嘴歧管的配合表面上形成流体密封的压力配合。
5.de202008005073u1于2007年8月以ewikon heiβkanalsysteme gmbh的名义首次公布。其涉及一种用于横向注射塑料部件的热流道喷嘴。该喷嘴包括多部分的喷嘴主体,该喷嘴主体包括至少一个尖端元件,该尖端元件在喷嘴主体的圆周区域上向外突出。多部分的喷嘴主体还包括喷嘴主体夹持盘部分和喷嘴主体基部部分,该喷嘴主体基部部分具有轴向侧面,该轴向侧面具有布置在轴向侧面上的至少一个凹部,以容纳至少一个尖端元件。
6.de102009048368a1于2011年4月以hasco hasenclever gmbh的名义首次公布。其涉及一种用于特别是在塑料注射模具中引导熔融体的注射喷嘴,通过该注射喷嘴可以在注射模制循环期间将熔融体供给到多个模具腔体,其中熔融体可以从至少部分地形成在喷嘴主体中的主通道引导到至少两个分支通道中,其中分支通道至少部分地由喷嘴尖端形成,
该喷嘴尖端设置有出口开口,熔融体可以经由该出口开口供给到模具腔体,其中每个喷嘴尖端可以定位在轴承座中,并且可以通过至少一个保持元件可拆卸地固定到喷嘴主体。
7.ca2785980aa于2012年6月以husky injection molding systems的名义首次公布。其涉及侧浇口喷嘴组件,侧浇口喷嘴组件具有喷嘴主体和至少一个侧浇口喷嘴尖端组件,其中喷嘴主体和至少一个侧浇口喷嘴尖端组件可滑动地接合到彼此。
8.ep2639035a1于2013年9月以mold-masters 2007公司的名义首次公布。其涉及一种边缘浇口注射模制设备,该设备具有注射歧管组件,用于将可模塑材料的熔体流分配到多个模具腔体,多个模具腔体在注射歧管组件的相对侧上对准。注射歧管组件包括多个熔体出口和多个偏置部件,其中每个熔体出口与相应的模具腔体流体连通,多个偏置部件沿着注射歧管组件的中心线设置。喷嘴密封件设置在每个注射歧管组件熔体出口和其对应的模具腔体之间。每个偏置部件设置在一对熔体出口和对应的喷嘴密封件之间,用于将熔体出口和喷嘴密封件从注射歧管组件的中心线朝其相应的模具腔体向外偏置,并且对其施加预载荷。
技术实现要素:
9.与现有技术不同的是,根据本公开内容的侧浇口喷嘴通常包括沿轴向方向彼此相互连接的供给块、分配块和喷嘴块。根据应用领域,至少分配块和喷嘴块可以一体成形。
10.喷嘴块通常包括沿向外方向延伸的至少一个喷嘴凹部。至少一个喷嘴插件布置在喷嘴凹部中,喷嘴插件包括至少一个喷嘴尖端。喷嘴块可以包括多个喷嘴插件,每个喷嘴插件布置在相应的喷嘴凹部中或在公共的喷嘴凹部中。如果存在,喷嘴插件优选地布置在相对于大体轴向方向的相同的水平面上。
11.处于安装后状态的至少一个喷嘴插件,优选地至少在轴向方向上由与喷嘴块直接地相互连接的固定螺钉保持。因此可以进行更精确的调整。当固定螺钉至少部分地跨越喷嘴凹部膨胀时,可以实现良好的结果。在优选的变型中,固定螺钉的直径大于喷嘴凹部在横向方向上的直径。
12.固定螺钉通常与内螺纹相互作用,该内螺纹优选地布置在喷嘴凹部的相对的两个侧壁处。因此,可以安全地防止不期望的移动(例如升起),尽管在横向方向和/或在喷嘴的方向上的其他调整(例如由于热膨胀)在必要时仍然可能。
13.如果存在,盖板可以与喷嘴块和其中布置有侧浇口喷嘴的注射模具的模具板机械地相互连接,以在设置固定螺钉时补偿扭矩。盖板优选地包括开口,开口布置成与下面布置的固定螺钉同轴,从而允许在安装后状态下接近固定螺钉。在某些情况下,固定螺钉可以布置在盖板中,该盖板布置在喷嘴插件上方。
14.对于每个喷嘴尖端,喷嘴插件包括入口开口,该入口开口通过固定螺钉压靠出口开口,出口开口布置在喷嘴凹部的底部处。当固定螺钉相对于出口开口同心布置时,在喷嘴插件的入口开口和出口开口之间实现良好的密封性能,因为这样施加的压力可以均匀分布。
15.附接到喷嘴插件的至少一个喷嘴尖端优选地指向类似于凹部的相应向外方向。根据应用领域,两个或更多个喷嘴尖端可以附接到公共的喷嘴插件。
16.根据应用领域,喷嘴块可以具有圆柱体形状或长方体形状,这取决于喷嘴插件、相
应喷嘴尖端及其与相关腔体的相互连接的布置。
17.为了组装和/或维护,喷嘴插件可以相对于向外方向可位移地布置在喷嘴凹部中。因此,可以以相对于腔体可滑动的方式与喷嘴插件相互连接。
18.此外,喷嘴块可以包括在向外方向上的至少一个引导凹槽,通常附接到喷嘴插件的销形保持装置接合到该引导凹槽中,并且销形保持装置限制所述喷嘴插件在向外方向上的移动。保持装置可以与喷嘴插件一体成形,或者设计为附接到喷嘴插件的单独元件。引导凹槽例如可以至少部分地布置在喷嘴凹部的壁处。在操作期间,优选地,喷嘴插件,在与熔体流的方向相反的向内方向上,由间隔件(第一间隔件)支撑。该间隔件能够可移除地附接到喷嘴块和/或分配块。第一间隔件可以至少部分地由具有比喷嘴块的材料更小的热膨胀系数的材料组成,然而,各种材料也是可能的,如钢或钛合金。在相反的方向上,在操作期间,喷嘴插件,在熔体流的方向上,由与引导凹槽的端部部分接触的销形保持装置保持。如果合适,销形保持装置可以具有矩形横截面,以便以平面方式接触引导凹槽的相应形成的端部部分,从而防止喷嘴尖端相对于腔体的错位。
19.在一些变型中,间隔件可以形成为空心圆柱体或梁。间隔件可以通过至少一个螺钉附接到喷嘴块和/或分配块。
20.当间隔件经由接触表面在向外方向上以弹性预张紧方式,即抵抗弹簧力,支撑喷嘴插件时,良好的结果是可能的。这可以通过将间隔件设计为弹簧来实现,例如间隔件形成为中空圆柱体,该中空圆柱体包括沿轴向方向的缝隙,从而允许中空圆柱体壁在径向向外方向上的弹簧状位移,因此在操作和/或组装期间对喷嘴插件进行弹性支撑。
21.在一些变型中,至少两个喷嘴插件彼此相邻布置。如果合适,它们的横向位置可以由第二间隔件来限定,该第二间隔件可以布置成横向可移动的。优选地,第二间隔件至少部分地由具有比喷嘴块的材料更小的热膨胀系数的材料组成。
22.当第一间隔件和/或第二间隔件由具有低热膨胀系数的材料,例如因瓦合金等制成时,可以实现良好的结果。
23.侧浇口喷嘴的盖板可以包括在轴向方向上的至少一个对准通孔,以在安装后状态下使盖板与喷嘴块以抗扭转的方式临时相互连接。喷嘴块可以包括至少一个开口,该开口优选地在组装后状态下与盖板的相关联的通孔同轴地对准。通过将细长的连接装置插入通孔中并且延伸到开口中,可以在盖板和喷嘴块之间建立临时抗扭转连接。通过与通孔和/或开口形成形状配合,连接装置在盖板和喷嘴块之间提供抗扭转连接。如果合适,特别是当具有旋转对称的形状时,侧浇口喷嘴可以通过至少一个防旋转元件与注射模具相互连接,防止了损坏侧浇口喷嘴的喷嘴尖端,例如当向固定螺钉施加扭矩时。防旋转元件布置在侧浇口喷嘴和注射模具之间,并且相对于注射模具在圆周方向上支撑侧浇口喷嘴。因此,当延伸到注射模具的相应腔体中时,施加到固定螺钉的扭矩保持远离喷嘴尖端。如果存在,至少一个防旋转元件可以从喷嘴块和/或分配块的外部基本上沿径向方向延伸,用于将侧浇口喷嘴容易且牢固地插入到注射模具中。优选地,防旋转元件配置成,在模具的组装期间以形状锁定的方式与模具板中对应的接收凹部和/或凸起接合。取决于设计,防旋转元件例如可以形成为销。除了圆周支撑之外,防旋转元件还可以提供侧浇口喷嘴和注射模具之间在径向方向和/或轴向方向上的可拆卸连接。
24.为了侧浇口喷嘴的最佳性能,加热元件可以至少部分地布置在喷嘴块和/或分配
块外部的凹槽中,以控制熔体的温度。优选地,加热元件包括在两个相邻喷嘴凹部之间的至少一个曲折转弯部。加热元件可以形成为布置在凹槽中的带状、缆线状、扁平的或管状加热元件。凹槽可以以曲折或正弦的方式至少部分地环绕喷嘴块和/或分配块。此外,温度传感器可以布置在喷嘴块和/或分配块中,用于精确调整熔体温度。
25.为了在横向方向上对准喷嘴插件,并且相对于腔体对准喷嘴尖端,特别是在插入喷嘴插件期间,支撑装置可以邻近喷嘴凹部布置在向外方向上。如果存在,支撑装置至少部分地在径向方向上延伸,以在安装和/或操作期间至少在横向方向上支撑喷嘴插件。根据设计,支撑装置可以形成为从喷嘴块沿径向方向延伸的至少一个突起。优选地,该突起可以至少部分地围绕喷嘴凹部并且以与喷嘴凹部的两个侧壁齐平的方式布置。在一些变型中,每个喷嘴凹部的一个突起从喷嘴凹部的底部和侧壁沿径向方向以基本u形的横截面延伸。
26.为了将喷嘴插件容易且无损坏地插入侧浇口喷嘴的喷嘴凹部中,侧浇口喷嘴可以包括至少一个引导装置,该引导装置从喷嘴凹部的相对的两个侧壁中的至少一个凸出,以防止在安装和/或操作期间喷嘴插件在轴向方向上的不期望的倾斜。优选地,引导装置布置成,使得引导装置和喷嘴凹部的底部之间的距离基本上等于喷嘴插件在轴向方向上的高度,使得在安装和/或操作期间,引导装置至少临时地与喷嘴插件的顶面相互作用。引导装置可以形成为从喷嘴凹部的侧壁沿横向方向的凸起。在一些变型中,引导装置可以在喷嘴凹部的相对的两个侧壁之间延伸。
27.当喷嘴插件包括引入凹部,引入凹部沿喷嘴插件的一侧延伸,以在插入喷嘴凹部期间临时容纳形成为凸起的引导装置时,良好的结果是可能的。
28.本公开内容的另一方面涉及一种注射模具,该注射模具通常包括至少一个腔体模块,该腔体模块包括与如上所述的侧浇口喷嘴连接的至少一个腔体半部。优选地,腔体模块包括与腔体半部连接的至少一个喷嘴尖端凹部,用于容纳侧浇口喷嘴的喷嘴尖端,并且在喷嘴尖端和喷嘴尖端凹部之间形成可拆卸的连接。
29.当注射模具与侧浇口喷嘴组合时,该侧浇口喷嘴包括在向外方向上可位移地布置的喷嘴插件,在维护和/或组装期间插入和/或移除喷嘴插件的高效率是可能的。这允许,在无需将侧浇口喷嘴块与腔体模块分离的情况下,插入和移除喷嘴插件。将喷嘴插件组装到具有附接的侧浇口喷嘴的注射模具中可以包括以下步骤。当喷嘴插件插入喷嘴凹部中时,喷嘴插件沿轴向方向移动,直到保持装置接合到引导凹槽中。然后喷嘴插件沿向外方向移动,同时在引导凹槽中由保持装置引导,直到喷嘴尖端滑动在喷嘴尖端凹部中。在该位置,保持装置与引导凹槽的端部部分接触。在下一步骤中,当沿轴向方向插入第一间隔件并且应用并拧紧固定螺钉时,喷嘴插件的位置在向外方向上固定。
30.优选地,至少一个喷嘴尖端凹部包括密封部分,该密封部分在安装后状态下与喷嘴尖端相互作用,以提供喷嘴尖端凹部和喷嘴尖端之间的密封。
31.应当理解,上述总体描述和以下详细描述均呈现为实施例,并且旨在提供用于理解本公开内容的性质和特征的概览或框架。附图被包括以提供进一步的理解,并且被并入本说明书中并构成本说明书的一部分。附图示出了各种实施例,并且与说明书一起用于解释所公开概念的原理和操作。
附图说明
32.从下文给出的详细描述和附图将更全面地理解本文描述的发明,该详细描述和附图不应被认为限制所附权利要求中描述的发明。附图示出:
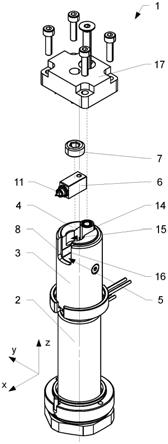
33.图1示出了侧浇口喷嘴的第一变型的分解图;
34.图2以立体方式且部分剖视地示出了根据图1的第一变型;
35.图3以放大的方式示出了根据图2的细节a;
36.图4示出了侧浇口喷嘴的第二变型的分解图;
37.图5示出了根据图4的变型沿剖面线bb的剖视图;
38.图6示出了侧浇口喷嘴的第三变型的分解图;
39.图7示出了根据图6的变型沿剖面线cc的剖视图;
40.图8示出了侧浇口喷嘴的第四变型的分解图;
41.图9以立体方式且部分剖视地示出了根据图8的第四变型;
42.图10示出了第五变型的立体图;
43.图11示出了第五变型的分解图;
44.图12示出了根据图11的细节e;
45.图13示出了侧浇口喷嘴的第六变型的立体图;
46.图14示出了根据图13的变型的剖视图;
47.图15示出了第六变型的分解图;
48.图16示出了布置在注射模具中的根据图10至图12的第五变型;
49.图17示出了根据图16的细节h;
50.图18示出了根据图16的沿剖面线gg的剖视图;
51.图19示出了侧浇口喷嘴的第七变型的立体和部分分解和部分剖视的视图;
52.图20从不同的视角示出了图19的第七变型;
53.图21示出了组装期间的侧浇口喷嘴的第七变型;
54.图22示出了组装期间的侧浇口喷嘴的第七变型;
55.图23示出了组装期间的侧浇口喷嘴的第七变型;以及
56.图24示出了组装期间的侧浇口喷嘴的第七变型。
具体实施方式
57.现在将详细参照某些实施例,这些实施例的示例在附图中示出,在附图中示出了一些特征但不是所有特征。实际上,本文公开的实施例可以以许多不同的形式实施,并且不应被解释为限制到本文所阐述的实施例;而是,这些实施例被提供为使得本公开内容将满足适用的法律要求。在任何可能的情况下,相同的附图标记将用于指代相同的部件或部分。
58.图1示出了侧浇口喷嘴1的第一变型的分解图。图2以立体方式且部分剖视地示出了根据图1的侧浇口喷嘴1的第一变型。图3以放大的方式示出了根据图2的细节a。图4示出了侧浇口喷嘴1的第二变型的分解图。图5示出了根据图4的沿剖面线bb的剖视图。图6示出了侧浇口喷嘴1的第三变型的分解图。图7示出了图6的沿剖面线cc的剖视图。图8示出了侧浇口喷嘴1的第四变型的分解图。图9以立体方式且部分剖视地示出了根据图8的第四变型。图10示出了侧浇口喷嘴1的第五变型的立体图。图11示出了第五变型的分解图。图12示出了
根据图11的细节e。图13示出了侧浇口喷嘴1的第六变型的立体图。图14示出了根据图13的变型的剖视图。图15示出了根据图13的第六变型的分解图。图16示出了布置在注射模具24中的根据图10至图12的第五变型。图17示出了根据图16的细节h,以及图18示出了根据图16的沿剖面线gg的剖视图。图19示出了侧浇口喷嘴1的第七变型的立体和部分分解和部分剖视的视图,以及图20从不同的视角示出了图19的第七变型。图21至图24示出了插入喷嘴插件6的一些中间步骤。
59.例如在图1至图20中可见,根据本公开内容的侧浇口喷嘴1通常包括在轴向方向(这里为z方向)上彼此相互连接的供给块2、分配块3和喷嘴块4。喷嘴块4包括至少一个喷嘴凹部5,喷嘴插件6布置在喷嘴凹部5中,如下文更详细描述的。处于组装后状态的喷嘴插件6在轴向方向上被保持,优选地由与喷嘴块4直接地或间接地相互连接的固定螺钉7保持。
60.在根据图1至图7和图10至图12的变型中,固定螺钉7完全跨越喷嘴凹部5膨胀。例如在图6中可见,固定螺钉7的直径大于喷嘴凹部5在横向方向18上的宽度29。在这些变型中,固定螺钉7与内螺纹15相互作用,内螺纹15布置在对应的喷嘴凹部5的上区域中。内螺纹15在喷嘴凹部5的相对的两个侧壁16中延伸,如图3和图12中最佳可见。内螺纹15在喷嘴插件6上方布置在喷嘴凹部5的上区域中。因此,处于安装后位置的喷嘴插件6能够以受控的和单独的方式压靠喷嘴凹部5的底部8。
61.在根据图13至图15的功能不同的变型中,固定螺钉7不直接与喷嘴块4相互作用。而是,固定螺钉7布置在单独的盖板17中。盖板17允许从外部直接地接近固定螺钉7。然而,当盖板17被移除时,例如为了维护其中一个喷嘴插件6,所有剩余的喷嘴插件6也变得松动。
62.为了无泄漏地输送熔体,喷嘴插件6包括入口开口9,该入口开口9通常通过相应的固定螺钉7直接地压靠出口开口10,出口开口10布置在喷嘴凹部5的底部。如在图3、图5、图7和图18中最佳可见,当固定螺钉7相对于底部8中的相应出口开口10同心布置时,在喷嘴插件6的入口开口9和出口开口10之间实现良好的密封。这样施加的密封压力可以均匀分布。如图5和图9所示,指向向外方向12的至少一个喷嘴尖端11附接到喷嘴插件6。熔体在所有示出的变型中从喷嘴插件6的入口开口9经由插入件熔体通道30被输送到与喷嘴插件6附接的喷嘴尖端11,插入件熔体通道30布置在喷嘴插件6内部,将入口开口9和喷嘴尖端11相互连接。
63.从图5的剖视图中可以看出,为了组装和/或维护根据本公开内容的侧浇口喷嘴1,喷嘴插件6相对于向外方向12布置成可位移的。为了实现这一点,喷嘴块4包括在向外方向12上的至少一个引导凹槽21,喷嘴插件6的销形保持装置22接合到该引导凹槽21中。这样,在组装期间喷嘴插件6在向外方向12上的位移由至少一个引导凹槽21引导。引导凹槽21至少部分地布置在喷嘴凹部5的壁中。从图8中可以看出,两个或更多个喷嘴插件6可以布置在一个喷嘴凹部5中,在本例中,有两个喷嘴插件6布置在公共喷嘴凹部5中。在操作期间,喷嘴插件6在与熔体流13的方向相反的向外方向12上由第一间隔件14保持,例如在图7中所示的。优选地,第一间隔件14至少部分地由热膨胀系数小于喷嘴块4的材料的材料组成。在操作期间,在相反的方向上,喷嘴插件6在熔体流13的方向上由与引导凹槽21的端部部分23接触的销形保持装置22保持。然而,在侧浇口喷嘴1的第七变型中,如图19至图24所示,保持装置22与喷嘴插件6一体成形并且是块状的。
64.在图10至图12所示的一些变型中,至少两个相邻的喷嘴插件6在横向方向18上由
横向可移动的第二间隔件19彼此间隔开。第二间隔件19在图12中最佳可见,至少部分地由热膨胀系数小于喷嘴块4的材料的材料组成。
65.在一些变型中,侧浇口喷嘴1的盖板17包括在轴向方向z上的对准通孔20,如图4所示,以在安装后状态下使盖板17与喷嘴块4以抗扭转的方式临时相互连接。在一些变型中,盖板17安装到模具板上,如图16至图18中可见。
66.图16至图18示出了本公开内容的另一方面,涉及注射模具24,该注射模具24包括至少一个腔体模块25,该腔体模块25包括连接到侧浇口喷嘴1的至少一个腔体半部26。图16所示的注射模具24包括布置成两对的四个腔体模块25,其中在每对的两个腔体模块25之间布置有如图10所示的侧浇口喷嘴1。每个腔体模块25,对于每个喷嘴插件6/喷嘴尖端11,包括腔体半部26。腔体模块25还包括至少一个喷嘴尖端凹部27,其连接到腔体半部26,用于容纳侧浇口喷嘴1的喷嘴尖端11,并且在喷嘴尖端11和喷嘴尖端凹部27之间形成可拆卸的连接。这在图18中最佳可见,图18是图16的注射模具24的部分的横截面视图,图18还示出了至少一个喷嘴尖端凹部27包括密封部分28,密封部分28在组装后状态下与喷嘴尖端11相互作用,以提供其间的密封。在图17中示出了图16的注射模具24的侧浇口喷嘴1的详细视图,其示出了布置在两个腔体模块25之间的侧浇口喷嘴1。
67.当注射模具24与包括在向外方向上可位移地布置的喷嘴插件6的侧浇口喷嘴1组合时,在维护和/或组装期间插入和/或移除喷嘴插件6的高效率是可能的。这允许,在无需将侧浇口喷嘴块4与腔体模块分离的情况下,插入和移除喷嘴插件6。图18使得可以理解,将喷嘴插件6组装到具有插入的侧浇口喷嘴1的注射模具24中可以包括以下步骤。当喷嘴插件6插入喷嘴凹部5中时,喷嘴插件6沿轴向方向z移动,直到保持装置22接合到引导凹槽21中。然后喷嘴插件6沿向外方向12移动,同时在引导凹槽21中由保持装置22引导,直到喷嘴尖端11滑动在喷嘴尖端凹部27中。在该位置,保持装置22与引导凹槽的端部部分23接触。在下一步骤中,当沿轴向方向z插入第一间隔件14并且应用并拧紧固定螺钉7时,喷嘴插件6的位置在向外方向12、x上固定。
68.如图19至图24所示,侧浇口喷嘴1的第七变型包括旋转对称的喷嘴块4。在该变型中,侧浇口喷嘴1包括四个对称布置的防旋转元件36,防旋转元件36从喷嘴块4的外部沿径向方向延伸,用于将侧浇口喷嘴1容易且牢固地插入注射模具24(未示出)中。防旋转元件36是销形元件。
69.此外,侧浇口喷嘴1的第七变型包括加热元件32,加热元件32布置在喷嘴块4和分配块3外部的凹槽33中。如图19和图20中可见,凹槽33以曲折的方式环绕喷嘴块4和分配块3。如图21至图24所示,加热元件32包括在相应的两个相邻喷嘴凹部5之间的曲折转弯部,并且加热元件32包括在轴向方向上朝曲折转弯部和远离曲折转弯部的纵向部分。所示变型包括多个曲折转弯部。
70.如图21至图24中最佳可见,喷嘴块4,对于每个喷嘴凹部5,包括裙状突起34,裙状突起34从喷嘴块凹部5沿径向方向延伸,用于防止损坏相应的喷嘴插件6,尤其是在注射模具24(未示出)中的侧浇口喷嘴1和/或单独的喷嘴插件6的组装期间。在所示变型中,突起34围绕相应的喷嘴凹部5布置,该喷嘴凹部5从喷嘴凹部5的底部8和侧壁16沿径向方向以基本上u形的横截面延伸。
71.为了将喷嘴插件6容易且无损坏地插入侧浇口喷嘴1的喷嘴凹部5中,侧浇口喷嘴1
包括至少一个引导装置35,至少一个引导装置35从喷嘴凹部5的相对的两个侧壁16凸出,以在图23所示的安装的中间步骤期间限制喷嘴插件5在轴向方向z上的移动。这防止了喷嘴插件6在轴向方向z上的不期望的倾斜。如图20所示,引导装置35布置在从喷嘴凹部5的底部沿轴向方向等于喷嘴插件6的高度38的高度处。在所示变型中,引导装置35形成为从喷嘴凹部5的两个侧壁16沿横向方向18的凸起。如图19至图24中可见,喷嘴插件6包括两个引入凹部37,每个引入凹部37沿喷嘴插件6的一侧延伸,以在插入喷嘴凹部5中期间临时容纳形成为凸起的引导装置35,如图22中最佳可见。
72.当然,说明书中使用的词语是描述性词语而不是限制性词语,并且应当理解,在不脱离本发明的范围的情况下可以进行各种改变。
73.附图标记表
[0074]1ꢀꢀꢀ
侧浇口喷嘴
[0075]2ꢀꢀꢀ
供给块
[0076]3ꢀꢀꢀ
分配块
[0077]4ꢀꢀꢀ
喷嘴块
[0078]5ꢀꢀꢀ
喷嘴凹部
[0079]6ꢀꢀꢀ
喷嘴插件
[0080]7ꢀꢀꢀ
固定螺钉
[0081]8ꢀꢀꢀ
底部(喷嘴凹部)
[0082]9ꢀꢀꢀ
入口开口(喷嘴插件)
[0083]
10
ꢀꢀ
出口开口(分配块)
[0084]
11
ꢀꢀ
喷嘴尖端
[0085]
12
ꢀꢀ
向外方向(喷嘴尖端)
[0086]
13
ꢀꢀ
熔体流
[0087]
14
ꢀꢀ
第一间隔件
[0088]
15
ꢀꢀ
内螺纹(用于固定螺钉)
[0089]
16
ꢀꢀ
侧壁(喷嘴凹部)
[0090]
17
ꢀꢀ
盖板
[0091]
18
ꢀꢀ
横向方向(凹部/插入件)
[0092]
19
ꢀꢀ
第二间隔件
[0093]
20
ꢀꢀ
通孔
[0094]
21
ꢀꢀ
引导凹槽
[0095]
22
ꢀꢀ
保持装置
[0096]
23
ꢀꢀ
引导凹槽的端部部分
[0097]
24
ꢀꢀ
注射模具
[0098]
25
ꢀꢀ
腔体模块
[0099]
26
ꢀꢀ
腔体半部
[0100]
27
ꢀꢀ
喷嘴尖端凹部
[0101]
28
ꢀꢀ
密封部分
[0102]
29
ꢀꢀ
宽度(喷嘴凹部)
[0103]
30
ꢀꢀ
插入件熔体通道
[0104]
31
ꢀꢀ
直径(固定螺钉)
[0105]
32
ꢀꢀ
加热元件
[0106]
33
ꢀꢀ
凹槽(加热元件)
[0107]
34
ꢀꢀ
突起(喷嘴块)
[0108]
35
ꢀꢀ
引导装置
[0109]
36
ꢀꢀ
防旋转元件
[0110]
37
ꢀꢀ
引入凹部(喷嘴插件)
[0111]
38
ꢀꢀ
高度(喷嘴插件)
[0112]
39
ꢀꢀ
模具板
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1