汽车顶蓬吸音棉的安装装置和安装工艺的制作方法
1.本发明涉及汽车顶蓬制造领域,尤其是汽车顶蓬吸音棉的安装装置和安装工艺。
背景技术:
2.汽车顶蓬制造时,工人利用汽车顶蓬吸音棉的安装装置来安装吸音棉和天窗框,该安装装置包括上模具和下模具。工人先关闭汽车顶蓬吸音棉的安装装置,取一件天窗框和一件吸音棉并为二者底面涂胶,然后躺到下模具上,把吸音棉和天窗框分别装到上模具底部,然后取一件汽车顶蓬半成品放到下模具上,最后启动汽车顶蓬吸音棉的安装装置,上模具就会把吸音棉和天窗框压合到汽车顶蓬半成品上,从而制成汽车顶蓬。现有技术的缺陷在于:工人需要躺在下模具上才能把吸音棉和天窗框分别装到上模具底部,危险性大。
技术实现要素:
3.本发明旨在给出一种安全性高的汽车顶蓬吸音棉的安装装置和安装工艺。
4.汽车顶蓬吸音棉的安装装置,包括上模具和用于放置汽车顶蓬半成品的下模具,上模具底部设有吸音棉容置位和天窗框容置位;还包括升降架和升降驱动装置,上模具装在升降架上,升降架受升降驱动装置驱使下降,带动上模具下压从而把吸音棉和天窗框压合到汽车顶蓬半成品上,其特征在于:上模具具体系铰接在升降架上从而可旋转至底部朝前且可旋转复位,本安装装置包括驱动上模具进行所述旋转的旋转驱动装置。
5.进一步地,上模具包括刺针装置,刺针装置包括刺针和驱针装置,刺针刺入放置在吸音棉容置位上的吸音棉以固定住吸音棉;在上模具把吸音棉和天窗框压合到汽车顶蓬半成品上的状态下,驱针装置驱使刺针回缩以放开所述吸音棉。
6.进一步地,所述刺针有四根,分别倾斜刺入吸音棉的四角。
7.进一步地,上模具上装有吸音棉压具气缸,吸音棉压具气缸上装有吸音棉压具,所述驱针装置和刺针具体安装在吸音棉压具的底部;在上模具底部朝向下模具的状态下,吸音棉压具气缸驱使吸音棉压具下压。
8.进一步地,所述刺针具体包括两个左刺针和两个右刺针,两个左刺针针头朝左下,两个右刺针针头朝右下;驱针装置包括四个气缸,分别驱使四根刺针;这些刺针与上模具的夹角均为度。
9.进一步地,刺针侧部设有沿刺针排布的锯齿,刺针针头外壁设有摩擦层。
10.进一步地,上模具上装有天窗框压具气缸,天窗框压具气缸上装有天窗框压具,在上模具底部朝向下模具的状态下,天窗框压具气缸驱使天窗框压具朝下模具移动;包括抽吸装置,天窗框压具底部开设有环状排列的多个气孔,抽吸装置对这些气孔进行抽气从而把位于天窗框压具底部的天窗框吸紧。
11.进一步地,下模具的顶部设有定位销座,上模具的底部设有下窄上宽的定位插销,在上模具处于下压的过程中,定位插销插入到定位销座内,以此对上模具进行导向从而使其对准下模具。
12.进一步地,包括风机和位于下模具前侧的接胶槽;上模具旋转至底部朝前供工人把底部涂好胶的吸音棉和天窗框安装到上模具底部,风机朝斜下向已旋转至底部朝前的上模具的吸音棉容置位和天窗框容置位吹风以使吸音棉和天窗框两者底面上的多余胶水滴落到接胶槽上。
13.汽车顶蓬吸音棉的安装工艺,把汽车顶蓬半成品放置到如上述的汽车顶蓬吸音棉的安装装置的下模具上,旋转驱动装置驱使上模具旋转至底部朝前,工人把汽车吸引棉和天窗框分别安装到吸音棉容置位和天窗框容置位,旋转驱动装置驱使上模具复位,然后升降驱动装置驱使升降架下降带动上模具下压从而把吸音棉和天窗框压合到汽车顶蓬半成品上。
14.有益效果在于:上模具在驱转电机的驱使下旋转至底部朝前,工人站在汽车顶蓬吸音棉的安装装置前方即可把天窗框和吸音棉分别安装到上模具的底部,无需躺到下模具安装天窗框和吸音棉,安全性高。安装完成后,工人启动旋转驱动装置,旋转驱动装置驱使上模具复位,工人再启动升降驱动装置,升降驱动装置驱使上模具下压下模具完成压模。
附图说明
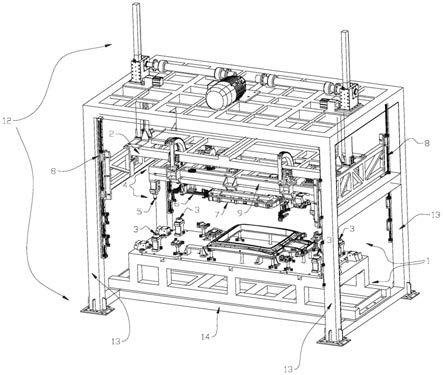
15.图1是汽车顶蓬吸音棉的安装装置的正面略偏俯视的视角立体视图;
16.图2是汽车顶蓬吸音棉的安装装置的正视图(铰板朝下,处于未翻转状态);
17.图3是汽车顶蓬吸音棉的安装装置的正视图(铰板朝前,处于已翻转状态);
18.图4是铰板的俯视角立体视图;
19.图5是吸音棉压具的正面略偏仰视的视角的视图;
20.图6是天窗框压具的仰视角视图;
21.图7是左刺针的示意图;
22.图中:1、下模具;2、升降架;3、定位销座;4、上模具;5、定位插销;6、吸音棉压具;7、天窗框压具;8、升降驱动装置;9、铰板;10、吸音棉压具气缸;11、天窗框压具气缸;12、机架;13、脚架;14、底板;60、左驱针气缸;61、右驱针气缸;62、左刺针;63、右刺针;64、锯齿;70、气孔。
具体实施方式
23.以下结合具体实施方式对本发明创造作进一步详细说明。
24.如图1~2所示,汽车顶蓬吸音棉的安装装置包括机架、上模具4和下模具1,机架12设有底板14和四个架脚13,下模具1固装在底板14上;机架12内设有升降架2、铰板9、旋转驱动装置,各脚架14内侧都设有升降驱动装置8以驱使升降架2升降,铰板9铰接在升降架2底部,上模具4固装在铰板9底部,旋转驱动装置设在升降架2上。工人按下旋转驱动装置的启动键,旋转驱动装置驱使铰板9朝前旋转直至上模具4底部朝前,即由图2状态变成图3状态;上模具4底部设有天窗框容置位和吸音棉容置位,工人站在本安装装置前方即可把底部涂好胶水的天窗框和吸音棉分别安装到天窗框容置位和吸音棉容置位上。随后工人再按下旋转驱动装置的复位键,旋转驱动装置驱使铰板9旋转复位。工人取一件汽车顶蓬半成品放置到下模具1上,然后启动升降驱动装置8,升降驱动装置8驱使升降架2下降带动上模具4下压从而把吸音棉和天窗框初步压合到汽车顶蓬半成品上。由于吸音棉和天窗框需要不同的压
合力才能压合到汽车顶蓬半成品上,如图4~5所示,上模具4上装有吸音棉压具气缸10和天窗框压具气缸11,吸音棉压具气缸10上装有底部作为所述吸音棉容置位的吸音棉压具6,天窗框压具气缸11上装有底部作为所述天窗框容置位的天窗框压具7。工人分别启动吸音棉压具气缸10和天窗框压具气缸11,天窗框压具气缸11驱使天窗框压具7朝下模具1移动从而把天窗框彻底压合到汽车顶蓬半成品上,吸音棉压具气缸10驱使吸音棉压具6 下压从而把吸音棉彻底压合到汽车顶蓬半成品上。
25.在上模具4底部朝前供工人把天窗框和吸音棉分别安装到天窗框压具7底部和吸音棉压具6底部的状态下,天窗框和吸音棉底部的胶水容易滴落。为解决该问题,设有风机(图中未画出)和位于下模具1前侧的接胶槽(图中未画出),风机45度朝斜下向已旋转至底部朝前的上模具4的吸音棉容置位和天窗框容置位吹风以使吸音棉和天窗框两者底面上的多余胶水滴落到接胶槽上。
26.如图5所示,吸音棉压具6左侧部的底壁设有两组针头朝左下的左刺针62以及两组左驱针气缸60,吸音棉压具6右侧部的底壁设有两组针头朝右下的右刺针63以及两组右驱针气缸61,这些刺针和驱针气缸共同构成刺针装置,每根刺针与上模具4的夹角均为45度。这四根刺针常态下伸出,分别倾斜刺入位于吸音棉压具6底部的吸音棉容置位的吸音棉的四角以固定住吸音棉;在上模具4把吸音棉和天窗框压合到汽车顶蓬半成品上的状态下,四个驱针气缸驱使相应的刺针回缩以放开所述吸音棉。为避免吸音棉意外脱离这四根刺针,如图7所示,左刺针62侧部设有沿刺针排布的锯齿64,左刺针62针头外壁设有磨砂层作为摩擦层以左刺针62增加与吸音棉之间的摩擦力;右刺针63与左刺针62结构对称。
27.如图6所示,天窗框压具7底部开设有环状排列的多个气孔70,天窗框压具7上装有抽吸装置(图中未画出),抽吸装置对这些气孔70进行抽气从而把位于天窗框压具7底部的天窗框吸紧。在上模具4下压到下模具1的状态下,工人关停抽吸装置从而使得天窗框压具7 放开天窗框。
28.如图1所示,下模具1的顶部设有定位销座3,上模具4的底部设有下窄上宽的定位插销5,在上模具4处于下压的过程中,定位插销5插入到定位销座3内,以此对上模具4进行导向从而使其对准下模具1。
29.如上所述仅为本发明创造的实施方式,不以此限定专利保护范围。本领域技术人员在本发明创造的基础上作出非实质性的变化或替换,仍落入专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1