一种塑料仿真艺术藤条的制作工艺的制作方法
1.本发明涉及塑料仿真艺术藤条,特别涉及一种塑料仿真艺术藤条的制作工艺。
背景技术:
2.藤条:天然编织材料。也叫“藤蔑”。一种质地坚韧、身条极长的藤本植物。藤条外皮色泽光润,手感平滑,弹性极佳,似蔑而非蔑。亦常用此编制藤椅、藤箱等日常用具,藤条分为塑料仿真藤条和真藤条,采用真藤条制作的家具虽然具有自然、环保、经久耐用等优点,藤条盛产在腾冲与缅甸接壤的边境一带原始老林里,获取十分不便,且真藤条在长期使用的过程中对其的耐腐蚀、防虫能力有着极大的要求,且真藤条害怕阳光照晒,后期可能会出现褪色的问题,这些问题导致真藤条加工的用具成本较高,随着时代的发展人们也逐渐用塑料仿真藤条代替了真藤条,但现有的仿真藤条受到工艺的影响使得加工出来的藤条性能较差,且结构较为单一,不具备较好的延展性,且现有的藤条冷却池结构简单,在塑料仿真藤条的长期冷却中会使得冷却池的温度迅速升高,导致塑料仿真藤条的冷却时长变长且冷却效果降低,从而需要一种全新的塑料仿真艺术藤条的制作工艺来对塑料藤条进行制作。
技术实现要素:
3.本发明的目的是提供一种塑料仿真艺术藤条的制作工艺,通过混料机对多种需要进行溶解的塑料颗粒进行充分混合,混合后的塑料颗粒在进入挤塑机内藤条高温溶解,溶解后的溶料通过模头变化成不同的形状在通过冷却池进行冷却,通过冷却池内设置有循环冷却装置保证冷却池内水温的恒定,最后在将冷却后的藤条进行收卷处理。
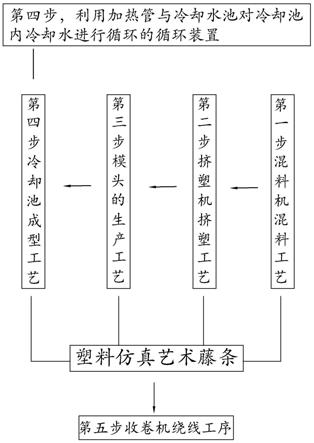
4.本发明的上述技术目的是通过以下技术方案得以实现的:一种塑料仿真艺术藤条的制作工艺,包括混料机、挤塑机、模头、冷却池、加热管、收卷机,所述的制作工艺为:所述第一步,利用混料机将各所需的塑料颗粒混合的制作工序;第二步,通过挤塑机将混合好的塑料融化的生产工序;第三步,通过采用不同模头改变塑料熔体形状的生产工艺;第四步,冷却池成型生产工序,所述第四步,冷却池通过加热管对冷却池内冷却水进行循环的循环装置;第五步,收卷机绕线生产工序。
5.所述第一步,塑料颗粒混合工序:先将混料机空载运行检测设备运转是否正常,运行1
‑
2min关闭开关,将需要混合的塑料根据所需比例倒入混料机,启动混料机,运行3
‑
5min后关闭开关,将混合好的物料通过排料口排出,保证混料机内无余料。
6.所述第二步,挤塑工艺:将混合好的塑料颗粒通过挤塑机的料斗倒入挤塑机内,启动挤塑机,通过挤塑机内螺杆转动带动塑料颗粒向出料口出进行推动,挤塑机料筒前段温度控制在180
‑
190度,挤塑机料筒中间温度控制在180
‑
220度,挤塑机料筒后段温度控制在140
‑
160度,使得塑料颗粒在挤塑机内可以充分溶解。
7.所述第三步,成型工艺:根据塑料仿真藤条所需的形状在在挤塑机上更换上不同的模头,使得挤塑机可以加工出扁平状藤条和圆柱状藤条。
8.所述第四步,冷却工艺,挤塑成型后的塑料仿藤进入冷却池,从而可以快速进行冷
却,藤条在通过冷却池内的传送棍从而将冷却好的藤条传送出冷却池。
9.所述第四步,循环装置包括电控阀门和循环管道,所述加热管铺设在冷却池底部,所述冷却池顶部固定有温度计,所述冷却水池设置在冷却池的侧壁旁,所述电控阀门固定在冷却池的底部侧壁上,所述冷却池侧壁上开设有与电控阀门相通的贯穿孔,所述循环管道的一端固定在贯穿孔内,所述循环管道的另一端穿过冷却水池与冷却池设置在冷却池内,所述冷却水池顶部固定有支撑板,所述支撑板顶部固定有电机一,所述电机一的输出轴贯穿支撑板且固定有搅拌杆,所述搅拌杆顶部固定有链轮一,所述支撑板底部对称固定有支撑杆二,所述支撑杆二上转动设置有链轮二,所述链轮二与链轮一上啮合有链条,所述支撑柱二的一端贯穿链轮二且固定有散热风扇。
10.所述第五步,收卷工艺:将冷却晾干的藤条通过收卷机进行打包处理。
11.所述扁平状藤条宽度8
‑
10mm,长度在1.2
‑
1.5mm,所述圆柱状藤条的直径在3
‑
5mm。
12.本发明的有益效果:本发明可以能够根据所需仿真藤条的形状自由更换模头,通过不同的模头控制挤塑机挤出溶料的形状;通过对冷却池内冷却水进行循环处理,达到控制温度保证冷却水始终处于恒定温度的目的,从而降低了冷却时间保证了生产效率,达到了优质高产低成本的经济效益。
附图说明
13.图1为本发明的制作步骤图;图2为实施例用于展示各设备示意图;图3为实施例用于展示冷却池与冷却水池的示意图;图4为实施例用于展示冷却水池的剖视示意图;图5为实施例用于展示a视图的局部放大示意图;图6为实施例用于展示模头的示意图。
14.附图标记:1、混料机;2、挤塑机;3、模头;4、冷却池;41、加热管; 5、冷却水池;6、收卷机;7、循环装置;42、电控阀门;71、循环管道;72、温度计;73、贯穿孔;74、支撑板;741、电机一;742、搅拌杆;743、链轮一;744、支撑杆二;745、链轮二;746、链条;747、散热风扇。
具体实施方式
15.以下所述仅是本发明的优选实施方式,保护范围并不仅局限于该实施例,凡属于本发明思路下的技术方案应当属于本发明的保护范围。同时应当指出,对于本技术领域的普通技术人员而言,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
16.见图1
‑
2,一种塑料仿真艺术藤条的制作工艺,包括混料机1、挤塑机2、模头3、冷却池4、加热管41、收卷机6,所述的制作工艺为:所述第一步,利用混料机1将各所需的塑料颗粒混合的制作工序;第二步,通过挤塑机2将混合好的塑料融化的生产工序;第三步,通过采用不同模头3改变塑料熔体形状的生产工艺;第四步,冷却池4成型生产工序,所述第四步,冷却池4通过加热管41对冷却池4内冷却水进行循环的循环装置7;第五步,收卷机6绕线生产工序。
17.所述第一步,塑料颗粒混合工序:先将混料机1空载运行检测设备运转是否正常,
运行1
‑
2min关闭开关,将需要混合的塑料根据所需比例倒入混料机1,启动混料机1,运行3
‑
5min后关闭开关,将混合好的物料通过排料口排出,保证混料机1内无余料。
18.所述第二步,挤塑工艺:将混合好的塑料颗粒通过挤塑机2的料斗倒入挤塑机2内,启动挤塑机2,通过挤塑机2内螺杆转动带动塑料颗粒向出料口出进行推动,挤塑机2料筒前段温度控制在180
‑
190度,挤塑机2料筒中间温度控制在180
‑
220度,挤塑机2料筒后段温度控制在140
‑
160度,使得塑料颗粒在挤塑机2内可以充分溶解。
19.所述第三步,成型工艺:根据塑料仿真藤条所需的形状在在挤塑机2上更换上不同的模头3,使得挤塑机2可以加工出扁平状藤条和圆柱状藤条。
20.所述第四步,冷却工艺,挤塑成型后的塑料仿藤进入冷却池4,从而可以快速进行冷却,藤条在通过冷却池4内的传送棍从而将冷却好的藤条传送出冷却池4。
21.所述第五步,收卷工艺:将冷却晾干的藤条通过收卷机6进行打包处理。
22.如图6,所述扁平状藤条宽度8
‑
10mm,长度在1.2
‑
1.5mm,所述圆柱状藤条的直径在3
‑
5mm。
23.如图3至5,夏季冷却池4内水温为18
‑
20度,冬季水温为10
‑
12度,模具冷却定型温度应在30
‑
50度,为了保证模具可以在最适宜的温度进行冷却故采用循环装置7,循环装置7包括电控阀门42和循环管道71,加热管41铺设在冷却池4底部,在采用冷却池4进行冷却时,先启动加热管41,通过加热管41对冷却池4内冷却水进行加热,冷却池4顶部固定有温度计72,通过温度计72观察冷却池4内温度,当温度计72指示温度到达40度时关闭加热管41。
24.冷却水池 5设置在冷却池4的侧壁旁,电控阀门42固定在冷却池4的底部侧壁上,每当模具进入冷却池4时都会带动温度平均上升2
‑
3度,当冷却池4经过长期冷却时,冷却池4内温度会超过限定值,这时控制电控阀门42开启,冷却池4侧壁上开设有与电控阀门42相通的贯穿孔73,循环管道71的一端固定在贯穿孔73内,冷却池4内水流经贯穿孔73进入循环管道71内,冷却水池 5内设置有常温水,通过常温水对冷却水进行降温处理,循环管道71的另一端穿过冷却水池 5与冷却池4设置在冷却池4内,降温后的水在重新排入冷却池4内,从而达到降温的效果。
25.冷却水池 5顶部固定有支撑板74,支撑板74顶部固定有电机一741,通过支撑板74起到支撑电机一741的作用,电机一741的输出轴贯穿支撑板74且固定有搅拌杆742,通过电机一741的输出轴带动搅拌杆742进行转动,通过搅拌杆742从而搅拌冷却水池 5内水流从而加快其冷却效果,防止冷却水池 5内的常温水在长期冷却过程汇中温度升高,冷却效果降低,搅拌杆742顶部固定有链轮一743,搅拌杆742带动链轮进行转动,支撑板74底部对称固定有支撑杆二744,支撑杆二744上转动设置有链轮二745,通过支撑杆二744从而起到支撑链轮的作用,链轮二745与链轮一743上啮合有链条746,链轮一743带动链条746进行传送,通过链条746带动链轮二745进行转动,所述支撑柱二的一端贯穿链轮二745且固定有散热风扇747,通过链轮二745从而带动散热风扇747进行转动,加快水流的散热效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1