PE管用挤出机的制作方法
pe管用挤出机
技术领域
1.本发明属于挤出机技术领域,具体涉及一种pe管用挤出机。
背景技术:
2.对于pe管的生产制作,通常需要挤出机,挤出机是依靠螺旋产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型。挤出机主要包括:传动、加料、料筒、螺杆、机头和口模等六个部分。挤出机的出料口通常直接对接冷却设备,以保证挤出的物料能够直接被冷却设备冷却成型。
3.现有技术中,因为冷却设备通常为水冷,并且通过真空负压的方式使pe管成型,但是在pe管负压冷却的过程中,冷却设备仅能够保证其外表面的光洁平整度,而对于pe管的内壁面,通过挤出机的挤出过程及最终的冷却成型过程,该过程因牵引作用及出料的速率,会使内壁面变得不平整,进而导致最终的pe管质量变差。另外,如果对料筒的进料速度进行控制,其料筒内部的保温效果将会变差。
技术实现要素:
4.本发明实施例提供一种pe管用挤出机,旨在能够解决现有的pe管挤出机因挤出的物料最终成型质量差而导致的实用性差的问题。
5.为实现上述目的,本发明采用的技术方案是:提供一种pe管用挤出机,包括:
6.机座,内设有容置腔,且在所述机座的一端设有与所述容置腔连通的环形出料口;所述机座的一端还固设有与所述环形出料口连通的辅助圆筒;
7.进料组件,设置在所述机座上方,且与所述容置腔相连通,用于物料进入所述容置腔,且对所述容置腔进行密封保温;
8.加热组件,设置在所述容置腔中,所述加热组件具有与所述进料组件连通的加热通道,所述加热通道的一端还与所述环形出料口连通;所述加热组件用于对由所述进料组件进入至所述加热通道内的物料进行加热,以使物料变为熔融状态;
9.传料组件,设置在所述机座上,所述传料组件的一端位于所述辅助圆筒中,所述传料组件用于转动,以将所述加热通道内的熔融物料通过所述环形出料口挤入至所述辅助圆筒中;以及
10.抹料组件,设置在所述辅助圆筒中,且与所述传料组件的一端相连,用于随着所述传料组件转动,以对由所述环形出料口挤出的筒状物内壁进行抹平。
11.在一种可能的实现方式中,所述传料组件包括:
12.转轴,水平转动设置在所述机座上,且一端穿过的所述机座并伸入至所述辅助圆筒中;
13.螺旋叶片,位于所述加热通道中,且呈螺旋型绕设在所述转轴的外周,以随着所述转轴转动,搅动所述加热通道内的熔融物料,并将加热通道内的熔融物料向所述环形出料口一侧推进;以及
14.驱动器,设置在所述机座上,动力输出端与所述转轴的另一端同轴连接,以驱动所述转轴转动。
15.一些实施例中/示例性的/举例说明,所述转轴、所述辅助圆筒以及所述环形出料口均为同轴设置。
16.在一种可能的实现方式中,所述抹料组件包括:
17.安装座,设置在所述辅助圆筒中,且与所述转轴的一端同轴连接,以随着所述转轴同步转动;以及
18.抹平辊,转动设置在所述安装座上,且轴线沿着所述转轴的轴线方向设置,用于随着所述安装座转动,以对由所述环形出料口挤出的筒状物内壁进行压平。
19.一些实施例中/示例性的/举例说明,所述抹平辊与所述环形出料口的内缘面相切设置;所述环形出料口的外径与所述辅助圆筒的内径相等。
20.在一种可能的实现方式中,所述加热组件包括:
21.导热载体,设置在所述容置腔中,所述导热载体内具有所述加热通道,且在所述导热载体上设有连通所述加热通道与所述进料组件的走料通道;以及
22.加热片,设置在所述导热载体中,且位于所述加热通道的外侧,用于对进入所述加热通道内的物料进行加热。
23.一些实施例中/示例性的/举例说明,所述加热通道为圆柱型腔;所述加热通道的直径大于所述环形出料口的外径。
24.在一种可能的实现方式中,所述进料组件包括:
25.下料斗,沿着竖直方向固设在所述机座的上方,所述下料斗具有进料腔,所述下料斗的顶端设有与所述进料腔连通的进料口,底端设有分别与所述加热通道和所述进料腔连通的圆锥型过料腔;
26.密封盖,设置在所述过料腔中,且与所述过料腔适配设置;以及
27.伸缩结构,具有固定端和伸缩端,所述固定端固设在所述下料斗上,所述伸缩端穿过所述料腔并与所述密封盖相连接,用于带动所述密封盖升降移动,以打开或者密封所述过料腔。
28.一些实施例中/示例性的/举例说明,所述密封盖的外表面覆设有保温隔热层。
29.本实现方式/申请实施例中,,通过设置在基座上方的进料组件,能够将物料导入至加热通道中,且能够实现对加热通道的保温效果。通过设置在机座一端的辅助圆筒和抹料组件,能够对由传料组件驱动并在环形出料口导出的筒状物的内壁进行抹平,进而保证pe管最终的成型质量,其结构简单,实用性强。
附图说明
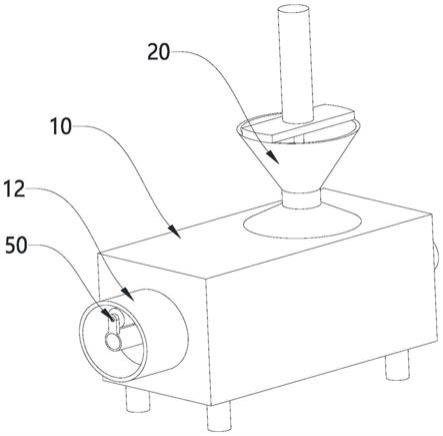
30.图1为本发明实施例提供的pe管用挤出机的结构示意图;
31.图2为本发明实施例提供的pe管用挤出机的侧视结构示意图(环形出料口一侧);
32.图3为本发明实施例提供的pe管用挤出机的剖视结构示意图;
33.附图标记说明:
34.10、机座;11、环形出料口;12、辅助圆筒;20、进料组件;21、下料斗;22、密封盖;23、伸缩结构;24、进料腔;25、过料腔;30、加热组件;31、导热载体;32、加热片;33、加热通道;
40、传料组件;41、转轴;42、螺旋叶片;43、驱动器;50、抹料组件;51、安装座;52、抹平辊。
具体实施方式
35.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
36.请一并参阅图1至图3,现对本发明提供的pe管用挤出机进行说明。所述pe管用挤出机,包括机座10、进料组件20、加热组件30、传料组件40以及抹料组件50。其中,机座10内设有容置腔,且在机座10的一端设有与容置腔连通的环形出料口11;机座10的一端还固设有与环形出料口11连通的辅助圆筒12。进料组件20设置在机座10上方,且与容置腔相连通,用于物料进入容置腔,且对容置腔进行密封保温。加热组件30设置在容置腔中,加热组件30具有与进料组件20连通的加热通道33,加热通道33的一端还与环形出料口11连通;加热组件30用于对由进料组件20进入至加热通道33内的物料进行加热,以使物料变为熔融状态。传料组件40设置在机座10上,传料组件40的一端位于辅助圆筒12中,传料组件40用于转动,以将加热通道33内的熔融物料通过环形出料口11挤入至辅助圆筒12中。抹料组件50设置在辅助圆筒12中,且与传料组件40的一端相连,用于随着传料组件40转动,以对由环形出料口11挤出的筒状物内壁进行抹平。
37.在本实施例中提到的筒状物,实际是由环形出料口11挤出的软质的pe管,其可塑性较强。
38.本实施例提供的pe管用挤出机,与现有技术相比,通过设置在基座上方的进料组件20,能够将物料导入至加热通道33中,且能够实现对加热通道33的保温效果。通过设置在机座10一端的辅助圆筒12和抹料组件50,能够对由传料组件40驱动并在环形出料口11导出的筒状物的内壁进行抹平,进而保证pe管最终的成型质量,其结构简单,实用性强。
39.在一些实施例中,上述传料组件40可以采用如图3所示结构。参见图3,传料组件40包括转轴41、螺旋叶片42以及驱动器43。其中,转轴41水平转动设置在机座10上,且一端穿过的机座10并伸入至辅助圆筒12中。螺旋叶片42位于加热通道33中,且呈螺旋型绕设在转轴41的外周,以随着转轴41转动,搅动加热通道33内的熔融物料,并将加热通道33内的熔融物料向环形出料口11一侧推进。驱动器43设置在机座10上,动力输出端与转轴41的另一端同轴连接,以驱动转轴41转动。转轴41与螺旋叶片42共同形成绞龙,能够对熔融的物料进行搅动,同时能够将物料传输至加热通道33的一侧,便于物料在环形出料口11的挤出工作,结构简单,实用性强。
40.在一些实施例中,上述转轴41、辅助圆筒12以及环形出料口11可以采用如图2所示结构。参见图2,转轴41、辅助圆筒12以及环形出料口11均为同轴设置,该种结构可保证pe管的成型质量。
41.在一些实施例中,上述抹料组件50可以采用如图2至图3所示结构。参见图2至图3,抹料组件50包括安装座51以及抹平辊52。其中,安装座51设置在辅助圆筒12中,且与转轴41的一端同轴连接,以随着转轴41同步转动。抹平辊52转动设置在安装座51上,且轴线沿着转轴41的轴线方向设置,用于随着安装座51转动,以对由环形出料口11挤出的筒状物内壁进行压平。抹料组件50由转轴41带动,在一定程度上可保证能源的节约,而抹平辊52的环形转
动,可保证对筒状物的内壁进行压实且压平,保证最终的pe管的成型质量。
42.安装座51设有与转轴41套设的轴孔,并通过键连接以周向定位。
43.在一些实施例中,上述抹平辊52、环形出料口11以及辅助圆筒12可以采用如图2所示结构。参见图2,抹平辊52与环形出料口11的内缘面相切设置;环形出料口11的外径与辅助圆筒12的内径相等。该种结构可保证抹平辊52外缘与辅助圆筒12内壁的间距恰好等于环形出料口11的内外半径之差,进而与环形出料口11挤出的筒状物的厚度适配,可保证筒状物的顺利通过,并且对筒状物的内壁面进行压实且压平,保证最终的pe管的成型质量。
44.在一些实施例中,上述加热组件30可以采用如图2所示结构。参见图2,加热组件30包括导热载体31以及加热片32。其中,导热载体31设置在容置腔中,导热载体31内具有加热通道33,且在导热载体31上设有连通加热通道33与进料组件20的走料通道。加热片32设置在导热载体31中,且位于加热通道33的外侧,用于对进入加热通道33内的物料进行加热。加热片32为电加热片32,该种加热方式为现有技术,在此不再赘述,导热载体31可为陶瓷材质,另外走料通道可保证物料进入至加热通道33中,结构简单,实用性强。
45.在一些实施例中,上述加热通道33可以采用如图2所示结构。参见图2,加热通道33为圆柱型腔;加热通道33的直径大于环形出料口11的外径,该种结构可保证环形出料口11与加热通道33的连通。加热通道33的直径略大于螺旋叶片42的直径,该种结构可防止熔融的物料沾覆在加热通道33的内壁面上。
46.在一些实施例中,上述进料组件20可以采用如图2所示结构。参见图2,进料组件20包括下料斗21、密封盖22以及伸缩结构23。其中,下料斗21沿着竖直方向固设在机座10的上方,下料斗21具有进料腔24,下料斗21的顶端设有与进料腔24连通的进料口,底端设有分别与加热通道33和进料腔24连通的圆锥型过料腔25。密封盖22设置在过料腔25中,且与过料腔25适配设置。伸缩结构23具有固定端和伸缩端,固定端固设在下料斗21上,伸缩端穿过料腔25并与密封盖22相连接,用于带动密封盖22升降移动,以打开或者密封过料腔25。
47.通过设置的伸缩结构23带动密封盖22上下移动,当密封盖22下移,其密封盖22与过料腔25的内壁间出现可供物料进入加热通道33的过口,当密封盖22上移,可将该过口关闭,该种结构可通过调节过口的大小以对物料进入加热通道33的速率进行控制。另外,该种结构可对过料口进行封堵,防止加热通道33内的热量散发至外部,能够在一定程度上保证加热通道33的保温效果。
48.优选的,过料腔25为圆锥型腔,直径大的一端在下,直径小的一端在上。
49.需要进行说明的是,下料斗21的进料腔24也可为倒锥形结构,其与过料腔25可通过一个圆柱形通道连通,并且在伸缩结构23的伸缩杆上可设置一个拨料圆片,拨料圆片的直径与圆柱形通道的直径相等,且设置在密封盖22的上方,与密封盖22间隔设置,该种结构可防止密封盖22上移过程中,将物料夹持在密封盖22与过料腔25内壁之间,因为在密封盖22上升过程中,拨料圆片同步上升至圆柱形通道中,以防止物料继续进入过料腔25,保证密封盖22与过料腔25的内壁稳定契合。另外,拨料圆片与密封盖22及圆柱形通道形成一个空心腔体,可进一步提高保温效果。
50.在一些实施例中,上述密封盖22可以采用如图2所示结构。参见图2,密封盖22的外表面覆设有保温隔热层。保温隔热层为耐高温隔热材料,该种结构可保证密封盖22与过料腔25适配密封后,能够保证加热组件30的热量完全留在加热通道33中,进而保证物料的融
化。
51.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1