一种排水盲管生产线的制作方法
1.本发明涉及排水盲管生产制造领域,特别涉及一种排水盲管生产线。
背景技术:
2.聚乙烯螺旋打孔波纹管由于耐腐蚀、环刚度高、重量轻等优点,广泛应用于土木工程排水管中。人们追求聚乙烯螺旋波纹管采用承插连接的方法,因为承插连接具有诸多优点,比如施工方便、甚至可以带水施工,管网抗震性较好等,聚乙烯螺旋波纹管承插连接是分别通过在聚乙烯螺旋波纹管端头上设置承口、在另一个端头设置插口,实现两个聚乙烯螺旋波纹管的连接。制造聚乙烯螺旋波纹管承插口时,为方便安装,须先将聚乙烯螺旋波纹管两端头表面填充平整后再安装锥形承口和密封,目前填平方法大多是将管道切断后再行填平。这种填平方法工艺复杂、设备昂贵、效率低、成本较高,填平质量过滤效果也不太理想,内壁特别容易产生结晶造成管体堵塞使得整个排水系统失效。
3.目前,授权公告号为cn103072297a的中国专利公开了一种螺旋波纹管制造方法和设备,其螺旋波纹管制造方法包括如下步骤:卷制螺旋波纹管;在螺旋波纹管生产线上,分割螺旋波纹管前,将分割区域的螺旋波纹管外壁填平;在填平的区域内选取分割点将螺旋波纹管分为两段。其中在分割后的所述螺旋波纹管一个端头部分安装好锥形承口,所述锥形承口开口大端朝向连接方向,所述螺旋波纹管另一个端头外表面安装副密封圈成为插口。螺旋波纹管制造设备包括卷制设备、机架、平移装置以及高度调节装置,其中机架上安装有挤胶嘴、压胶轮、冷却风喷口,可以完成螺旋波纹管分割区域的填平。
4.上述现有技术方案存在以下缺陷:整个制造装置部分分工步骤不明确,生产波纹管效率低,不便于维修。
技术实现要素:
5.本发明的目的是提供一种排水盲管生产线,以解决上述现有技术存在的问题。
6.本发明的上述技术目的是通过以下技术方案得以实现的:一种排水盲管生产线,包括依次序连接的上料系统、热塑成型系统、打孔系统、滤布包覆系统、烘干系统、牵引系统、切断系统、内壁喷涂系统和监控系统,所述监控系统通过多种摄像头和传感器记录生产过程的所有信息并形成信息二维码,所述上料系统运用控制上料使所述热塑成型系统稳定制造排水盲管,所述打孔系统用于为排水盲管管壁均匀打孔,所述滤布包覆系统用于为排水盲管外壁包覆过滤材料,所述切断系统用于定长度切断排水盲管,所述内壁喷涂系统用于为排水盲管内壁喷涂纳米材料,所述切断系统通过堆放架和所述内壁喷涂系统。
7.通过采用上述技术方案,采用上料系统、热塑成型系统、打孔系统、滤布包覆系统、切断系统和内壁喷涂系统联合生产排水盲管的方式,使得排水盲管制造步骤明确清晰,不需要一个工位完成多个动作,增加了排水盲管的生产速度。
8.在进一步的实施例中,所述上料系统用于存储塑料颗粒和添加剂,且上料系统用
于把存储的塑料颗粒和添加剂运输至热塑成型系统,所述热塑成型系统包括加热装置和成型模具,所述加热装置用于加热塑料颗粒和添加剂使熟料颗粒从固态变为熔融态,且加热装置用于为熔融态的塑料颗粒和添加剂施加压力,使塑料颗粒和添加剂在高压下挤入成型模具,所述成型模具内设置有温度控制系统,所述温度控制系统用于控制成型模具的整体温度。
9.在进一步的实施例中,所述打孔系统包括第一工作台、安装架、驱动模块、第一辊式刀具、第二辊式刀具和第三辊式刀具,所述安装架设置在第一工作台上,且第一工作台设置在所述热塑成型系统的出料侧,所述驱动模块、第一辊式刀具、第二辊式刀具和第三辊式刀具均转动安装在所述安装架内,且第一辊式刀具、第二辊式刀具和第三辊式刀具呈品字型分布在所述安装架内,所述驱动模块用于使所述第一辊式刀具、第二辊式刀具和第三辊式刀具轴向转动,所述第一辊式刀具、第二辊式刀具和第三辊式刀具的结构一致,所述第一辊式刀具由压辊和多个三角形刀片组成,所述多个三角形刀片均部在所述压辊的外壁上。
10.在进一步的实施例中,所述滤布包覆系统包括放线装置、蓄胶池、绕线圈和缠绕架,所述放线装置用于放线,所述绕线圈用于把放线装置放出的线缠绕在排水盲管上,所述蓄胶池设置在所述放线装置和所述绕线圈之间,所述绕线圈设置有两个,搜书两个绕线圈对称设置在所述缠绕架的两侧,所述蓄胶池用于为放线装置放出的线表面涂胶,所述缠绕架用于为排水盲管表面缠绕过滤布,所述缠绕架用于使过滤布层螺旋形缠绕在排水盲管上,所述烘干系统用于把排水盲管上缠绕的线绳上的胶液烘干,且所述烘干系统的出料侧设置有牵引系统。
11.在进一步的实施例中,所述切断系统包括第二工作台和闸刀,所述第二工作台设置在所述滤布包覆系统的出料侧,所述闸刀设置在所述第二工作台上。
12.在进一步的实施例中,所述内壁喷涂系统包括上料装置、固定装置、喷涂装置和存储装置,所述喷涂装置设置有两个、两个所述喷涂装置对称设置在所述上料装置的两侧,所述上料装置用于使排水盲管逐一滑落至固定装置上,所述固定装置用于固定排水盲管,所述喷涂装置用于为排水盲管内壁喷涂涂料,所述存储装置用于使排水盲管旋转晾干。
13.在进一步的实施例中,所述上料系统上设置有控制终端,所述控制终端用于控制上料系统、热塑成型系统、打孔系统、滤布包覆系统、烘干系统、牵引系统、切断系统和内壁喷涂系统。
14.综上所述,本发明具有以下有益效果:1.通过采用上料系统、热塑成型系统、打孔系统、滤布包覆系统、烘干系统、牵引系统、切断系统和内壁喷涂系统联合生产排水盲管的方式,使得排水盲管制造步骤明确清晰,不需要一个工位完成多个动作,增加了排水盲管的生产速度。
附图说明
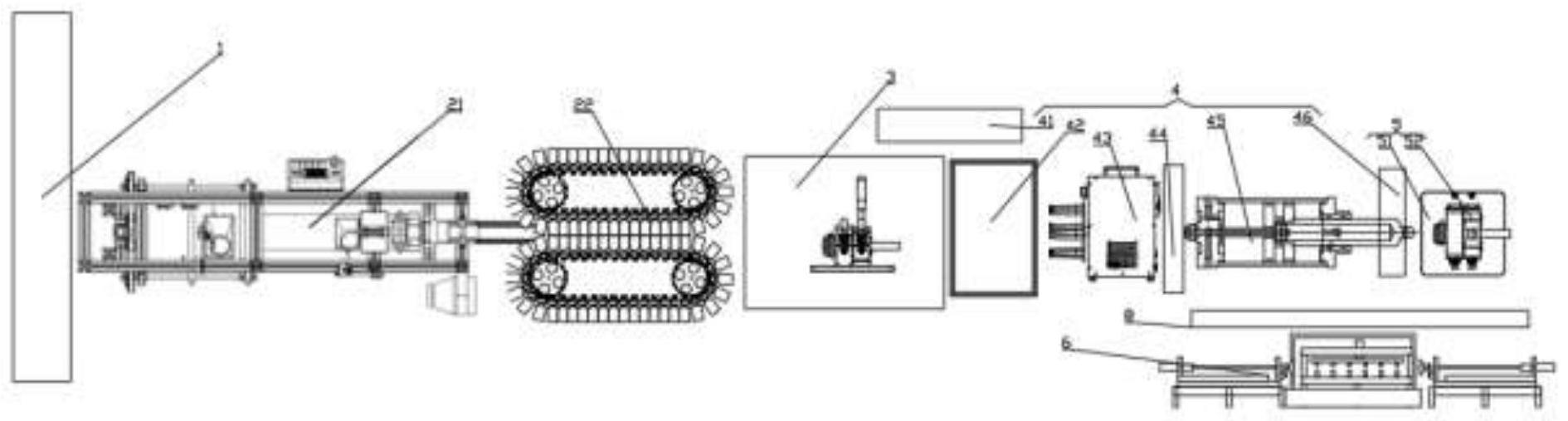
15.图1是本发明的整体结构示意图;图2是本发明的热塑成型系统的结构示意图;图3是本发明的打孔系统的结构示意图;图4是本发明的滤布包覆系统的结构示意图;图5是本发明的内壁喷涂系统的结构示意图。
16.图中,1、上料系统;2、热塑成型系统;21、加热装置;22、成型模具;3、打孔系统;31、第一工作台;32、安装架;33、驱动模块;34、第一辊式刀具;341、压辊;342、三角形刀片;35、第二辊式刀具;36、第三辊式刀具;4、滤布包覆系统;41、放线装置;42、蓄胶池;43、绕线圈;44、缠绕架;45、烘干系统;46、牵引系统;5、切断系统;51、第二工作台;52、闸刀;6、内壁喷涂系统;61、上料装置;62、固定装置;63、喷涂装置;64、存储装置;7、排水盲管;8、堆放架。
具体实施方式
17.以下结合附图对本发明作进一步详细说明。
18.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图1中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本说明书的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定中心的方向。
19.实施例1:如图1-5所示,一种排水盲管生产线,包括依次序连接的上料系统1、热塑成型系统2、打孔系统3、滤布包覆系统4、烘干系统45、牵引系统46、切断系统5、内壁喷涂系统6和监控系统,所述监控系统通过多种摄像头和传感器记录生产过程的所有信息并形成信息二维码,上料系统1运用控制上料使热塑成型系统2稳定制造排水盲管7,上料系统1用于存储塑料颗粒和添加剂,且上料系统1用于把存储的塑料颗粒和添加剂运输至热塑成型系统2,热塑成型系统2包括加热装置21和成型模具22,加热装置21用于加热塑料颗粒和添加剂使熟料颗粒从固态变为熔融态,且加热装置21用于为熔融态的塑料颗粒和添加剂施加压力,使塑料颗粒和添加剂在高压下挤入成型模具22,成型模具22内设置有温度控制系统,温度控制系统用于控制成型模具22的整体温度,打孔系统3用于为排水盲管7管壁均匀打孔,滤布包覆系统4用于为排水盲管7外壁包覆过滤材料,切断系统5用于定长度切断排水盲管7,内壁喷涂系统6用于为排水盲管7内壁喷涂纳米材料,所述切断系统5通过堆放架8和所述内壁喷涂系统6。
20.如图3所示,打孔系统3包括第一工作台31、安装架32、驱动模块33、第一辊式刀具34、第二辊式刀具35和第三辊式刀具36,安装架32设置在第一工作台31上,且第一工作台31设置在热塑成型系统2的出料侧,驱动模块33、第一辊式刀具34、第二辊式刀具35和第三辊式刀具36均转动安装在安装架32内,且第一辊式刀具34、第二辊式刀具35和第三辊式刀具36呈品字型分布在安装架32内,驱动模块33用于使第一辊式刀具34、第二辊式刀具35和第三辊式刀具36轴向转动,第一辊式刀具34、第二辊式刀具35和第三辊式刀具36的结构一致,第一辊式刀具34由压辊341和多个三角形刀片342组成,多个三角形刀片342均部在压辊341的外壁上。
21.如图4所示,滤布包覆系统4包括放线装置41、蓄胶池42、绕线圈43、缠绕架44和烘干系统45,放线装置41用于放线,绕线圈43用于把放线装置41放出的线缠绕在排水盲管7上,蓄胶池42设置在放线装置41和绕线圈43之间,蓄胶池42用于为放线装置41放出的线表面涂胶,缠绕架44用于为排水盲管7表面缠绕过滤布,缠绕架44用于使过滤布层螺旋形缠绕
在排水盲管7上,烘干系统45用于把排水盲管7上缠绕的线绳上的胶液烘干,且烘干系统45的出料侧设置有牵引系统46。
22.如图1-5所示,切断系统5包括第二工作台51和闸刀52,第二工作台51设置在滤布包覆系统4的出料侧,闸刀52设置在第二工作台51上,内壁喷涂系统6包括上料装置61、固定装置62、喷涂装置63和存储装置64,喷涂装置63设置有两个、两个喷涂装置63对称设置在上料装置61的两侧,上料装置61用于使排水盲管7逐一滑落至固定装置62上,固定装置62用于固定排水盲管7,喷涂装置63用于为排水盲管7内壁喷涂涂料,存储装置64用于使排水盲管7旋转晾干,上料系统1上设置有控制终端,控制终端用于控制上料系统1、热塑成型系统2、打孔系统3、滤布包覆系统4、烘干系统45、牵引系统46切断系统5和内壁喷涂系统6。
23.具体实施过程:通过采用上料系统1、热塑成型系统2、打孔系统3、滤布包覆系统4、烘干系统45、牵引系统46、切断系统5和内壁喷涂系统6联合生产排水盲管的方式,使得排水盲管制造步骤明确清晰,不需要一个工位完成多个动作,增加了排水盲管的生产速度,打码装置也可以独立设置,喷涂装置也可以独立设置。
24.在本发明公开的实施例中,术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明公开的实施例中的具体含义。
25.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1