一种玻璃纤维制品的脱模方法与流程
1.本发明涉及玻璃纤维制品生产技术领域,尤其涉及一种玻璃纤维制品的脱模方法。
背景技术:
2.目前,拉挤制品通常采用在制品表面涂覆脱模剂的方法辅助脱模,脱模剂在拉挤过程中会固化产生粉料附着在制品表面,不仅影响制品的脱模、还会磨损制品,严重者造成制品断裂,影响了产品的生产效率,尤其是对于结构复杂、边角较多的结构,粉料对产品质量的影响更大。而且,在拉挤制品的生产过程中,拉挤模具的合模处无任何保护性措施,制品在模具合模处容易产生裂痕。
技术实现要素:
3.针对现有技术的不足,本发明的目的在于提供一种玻璃纤维制品的脱模方法。
4.根据本发明的一个方面,提供一种玻璃纤维制品的脱模方法,所述脱模方法包括以下步骤:
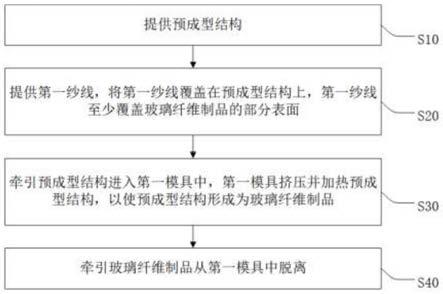
5.提供预成型结构;
6.提供第一纱线,将所述第一纱线覆盖在所述预成型结构上,所述第一纱线至少覆盖所述玻璃纤维制品的部分表面;
7.牵引所述预成型结构进入第一模具中,所述第一模具挤压并加热所述预成型结构,以使所述预成型结构形成为玻璃纤维制品;
8.牵引所述玻璃纤维制品从所述第一模具中脱离。
9.可选择地,所述第一纱线包括线芯和线圈,所述线圈螺旋式环绕在所述线芯的外周。
10.可选择地,所述线芯为玻璃纤维膨体纱,所述线圈为中碱或无碱玻璃纤维纱。
11.可选择地,所述第一纱线的密度为2g/
㎝3~3g/
㎝3。
12.可选择地,所述第一模具包括上模具和下模具,所述上模具和所述下模具合模形成第一模腔,所述脱模方法,包括:
13.将所述第一纱线覆盖在所述上模具和所述下模具的合模处。
14.可选择地,将所述第一纱线覆盖在所述第一模腔的倒角处。
15.可选择地,所述提供预成型结构,包括:
16.提供玻璃纤维和树脂溶液;
17.将所述玻璃纤维浸润在所述树脂溶液中;
18.牵引浸润了所述树脂溶液的多根所述玻璃纤维进入第二模具,所述第二模具挤压多根所述玻璃纤维,以使多根所述玻璃纤维粘结在一起形成所述预成型结构。
19.可选择地,所述第二模具包括第二模腔,所述第二模腔和所述第一模腔的形状相同,所述第二模腔的尺寸大于所述第一模腔的尺寸。
20.可选择地,所述将所述第一纱线覆盖在所述预成型结构上之前,还包括:
21.提供脱模剂,将所述脱模剂涂覆在所述预成型制品的表面,形成脱模剂层;
22.其中,所述第一纱线覆盖的所述脱模剂层的表面积小于所述脱模剂层的表面积的30%。
23.可选择地,所述牵引所述玻璃纤维制品从所述第一模具中脱离之前,还包括:
24.向所述第一模具中通入部分压缩气体。
25.本发明的玻璃纤维制品的脱模方法,通过第一纱线增加玻璃纤维制品与第一模具之间的摩擦力,第一纱线具有高蓬松性,能够降低玻璃纤维制品的脱模难度,避免玻璃纤维制品在脱模的过程中分层开裂。
附图说明
26.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
27.图1是根据一示例性实施例示出的玻璃纤维制品的脱模方法的流程图;
28.图2是根据一示例性实施例示出的提供预成型结构的流程图;
29.图3是根据一示例性实施例示出的提供第一纱线的流程图;
30.图4是根据一示例性实施例示出的玻璃纤维制品的脱模方法的流程图。
具体实施方式
31.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征向量可以相互任意组合。
32.根据一个示例性实施例,本示例性实施例提供了一种玻璃纤维制品的脱模方法,如图1所示,本示例性实施例的玻璃纤维制品的脱模方法包括以下步骤:
33.步骤s10:提供预成型结构。
34.预成型结构包括玻璃纤维和树脂,多根玻璃纤维通过树脂粘结在一起形成预成型结构,预成型结构结构具有预定形状。
35.步骤s20:提供第一纱线,将第一纱线覆盖在预成型结构上,第一纱线至少覆盖玻璃纤维制品的部分表面。
36.第一纱线具有高蓬松性的纱线,本实施例中将膨体纱覆盖在预成型结构的局部表面,例如,将第一纱线覆盖在预成型结构的边角、倒角、顶角处等。
37.步骤s30:牵引预成型结构进入第一模具中,第一模具挤压并加热预成型结构,以使预成型结构形成为玻璃纤维制品。
38.第一模具包括上模具和下模具,上模具和下模具合模形成第一模腔,实施例中,牵引预成型结构进入第一模具的第一模腔中,第一模具加热并挤压预成型结构,预成型结构被挤压成与第一模腔相同的形状,形成玻璃纤维制品。
39.步骤s40:牵引玻璃纤维制品从第一模具中脱离。
40.牵引玻璃纤维制品,以将玻璃纤维制品从第一模具中牵引出。由于玻璃纤维制品和第一模腔之间存在第一纱线,第一纱线在玻璃纤维制品和第一模腔之间产生较大的摩擦力,以使玻璃纤维制品能够顺利从第一模具脱膜。
41.本实施例中,在预成型结构表面覆盖第一纱线,第一纱线在预成型结构和第一模腔之间,以使预成型结构形成为玻璃纤维制品后,从第一模具中向外牵引玻璃纤维制品时,第一纱线摩擦玻璃纤维制品和第一模具产生较大的摩擦力,玻璃纤维制品能够从第一模具中顺利脱模。
42.根据一个示例性实施例,本实施例是对上述实施例的实现方式的说明,在实施过程中,如图2所示,提供预成型结构,包括以下步骤:
43.步骤s11:提供玻璃纤维和树脂溶液。
44.提供玻璃纤维,将玻璃纤维置于纱架,示例性的,本实施例中提供的玻璃纤维可以为玻璃纤维卷料。
45.树脂溶液包括树脂、表面活性剂、成膜剂等成分,其中,树脂溶液包括为环氧树脂、不饱和树脂、酚醛树脂等可适用于拉挤工艺的树脂,树脂溶液的温度为常温下即可。在本实施例中,树脂溶液中的树脂为热固性树脂。
46.步骤s12:将玻璃纤维浸润在树脂溶液中。
47.牵引多根玻璃纤维按照预定的排列规则穿过穿纱板,然后牵引玻璃纤维进入树脂溶液,玻璃纤维浸润在溶液中,以使玻璃纤维的表面能够充分浸润树脂。
48.步骤s13:牵引浸润了树脂溶液的多根玻璃纤维进入第二模具,第二模具挤压多根玻璃纤维,以使多根玻璃纤维粘结在一起形成预成型结构。
49.继续牵引多根玻璃纤维进入第二模具,第二模具包括第二模腔,多根玻璃纤维进入第二模腔中,第二模腔的挤压多根玻璃纤维将部分树脂溶液挤出,剩余的树脂溶液将多根玻璃纤维粘结在一起,形成预成型结构,预成型结构的形状、尺寸与第二模腔的形状、尺寸相同。
50.在本实施例中,第二模腔和第一模腔的形状相同,第二模腔的尺寸大于第一模腔的尺寸。也即,预成型结构的形状和第一模腔的形状相同,预成型结构的尺寸大于第一模腔的尺寸,预成型结构的形状和第一模腔的形状相同能够保证预成型结构在第一模腔中,预成型结构被第一模腔挤压时,各处受力均匀,保证预成型结构被第一模具中挤压成玻璃纤维制品的成型效果。
51.根据一个示例性实施例,本实施例是对上述实施例的实现方式的说明,在实施过程中,第一纱线包括线芯和线圈,线圈螺旋式环绕在线芯的外周。线芯为玻璃纤维膨体纱,线圈为中碱或无碱玻璃纤维纱。第一纱线的密度为2g/
㎝3~3g/
㎝3。
52.本实施例中,第一纱线由膨体纱和中碱或无碱玻璃纤维纱组成,中碱或无碱玻璃纤维纱形成螺旋式环绕在膨体纱外周的线圈,第一纱线兼有连续长纤维的高强度和短纤维的蓬松性,覆盖能力强、具有耐高温、耐摩擦、耐腐蚀的特点,本实施例中,将第一纱线覆盖在预成型制品的表面,有助于将形成的玻璃纤维制品从第一模具中脱模,玻璃纤维制品从第一模具中脱出的速度更快、更顺利,第一纱线还有保护玻璃纤维制品的效果,能够避免玻璃纤维制品在脱模过程中被第一模具的摩擦造成损伤,玻璃纤维制品在的成型度更高。
53.根据一个示例性实施例,本实施例是对上述实施例的实现方式步骤s20的说明,在实施过程中,如图3所示,提供第一纱线,包括:
54.步骤s21:提供膨体纱和中碱或无碱玻璃纤维纱。
55.膨体纱也为玻璃纤维纱。
56.步骤s22:通过第一工艺处理膨体纱和中碱或无碱玻璃纤维纱,以使中碱或无碱玻璃纤维纱缠绕在膨体纱的外周,形成初始纱线。
57.将膨体纱和中碱或无碱玻璃纤维纱喂入捻纱机中,在捻纱机的驱动作用下,中碱或无碱玻璃纤维纱以膨体纱为轴转动,以使中碱或无碱玻璃纤维纱缠绕在无捻纱的外周,形成初始纱线。
58.步骤s23:通过第二工艺处理初始纱线,初始纱线膨化形成第一纱线,第一纱线包括线芯以及环绕线芯的线圈。
59.本实施例中,以预定压力向初始纱线喷射气流,气流扰动中碱或无碱玻璃纤维纱以使中碱或无碱玻璃纤维纱与膨体纱分离,中碱或无碱玻璃纤维纱形成螺旋式环绕在膨体纱外周的线圈,形成第一纱线,第一纱线包括密集蓬松的线圈以及连续的线芯,本实施例形成的第一纱线形成具有高蓬松性,将第一纱线覆盖在预成型结构表面,第一纱线提供的摩擦力更大,后续将玻璃纤维制品从第一模具中脱模难度更小。
60.在本实施例中,预定压力为0.5mp~1.2mpa,气流的喷射速度为15m/s~30m/s,气流的喷射角度为30
°
~90
°
,例如可以为30
°
、40
°
、45
°
、55
°
、60
°
、75
°
、85
°
或90
°
。优选地,本实施例,以1mpa~1.2mpa的压力向初始纱线喷射气流,气流的喷射角度为45
°
~60
°
,气流的喷射速度为25m/s~30m/s。本实施例形成的第一纱线的密度为为2.6g/
㎝3。
61.本实施例中,无碱或中碱玻璃纤维纱膨化成的第一纱线更适用于玻璃纤维制品脱模,玻璃纤维制品从第一模具内取出过程更快、更顺利、取出的玻璃纤维制品更加完整。同时,牵引玻璃纤维制品从第一模具中脱模的过程中,部分第一纱线会黏附在玻璃纤维制品的表面作为玻璃纤维制品的一部分从第一模具中脱离,本实施例中,第一纱线的线圈和线芯都是玻璃纤维,第一纱线黏附在玻璃纤维制品上不会降低玻璃纤维的含量,确保玻璃纤维制品的玻璃纤维含量在预期范围。
62.根据一个示例性实施例,本示例性实施例提供了一种玻璃纤维制品的脱模方法,如图4所示,本示例性实施例的玻璃纤维制品的脱模方法包括以下步骤:
63.步骤s100:提供预成型结构。
64.本实施例中提供预成型结构的步骤和上述实施例步骤s10的实现方式相同,在此,不再赘述。
65.步骤s200:提供脱模剂,将脱模剂涂覆在预成型制品的表面,形成脱模剂层。
66.脱模剂可以为喷雾状、溶液状、糊状或蜡质,不同状态的脱模剂采用不同的涂布方式,根据选用的脱模剂的状态对应采用喷雾、涂覆或抛光的方式涂布。
67.本实施例中,涂覆脱模剂后向预成型制品吹气,以将涂覆的脱模剂层吹至半干状态,以便后续在脱模剂层表面表面覆盖第一纱线,第一纱线能够粘附在脱模剂层上。
68.步骤s300:提供第一纱线,将第一纱线覆盖在预成型结构上,第一纱线至少覆盖玻璃纤维制品的部分表面。
69.在本实施例中,第一纱线覆盖的脱模剂层的表面积小于脱模剂层的表面积的
30%。示例性的,仅将第一纱线覆盖在预成型结构表面的倒角处和边角处,以尽量减小第一纱线的覆盖面积,避免第一纱线覆盖面积过大降低脱模剂的效果。优选地,第一纱线覆盖的脱模剂层的表面积小于脱模剂层的表面积的15%。
70.步骤s400:提供第一模具,第一模具包括上模具和下模具,上模具和下模具形成第一模腔,将第一纱线覆盖在上模具和下模具的合模处以及第一模腔的倒角处。
71.本实施例中,不仅在预成型结构的表面覆盖第一纱线,还在第一模具的合模处以及第一模腔的倒角处处覆盖第一纱线,能够有效避免玻璃纤维制品脱模的过程中分层开裂。
72.步骤s500:牵引预成型结构进入第一模具中,第一模具挤压并加热预成型结构,以使预成型结构形成为玻璃纤维制品。
73.本实施例中的步骤和上述实施例步骤s30的实现方式相同,在此,不再赘述。
74.步骤s600:向第一模具中通入部分压缩气体。
75.在本实施例中,第一模具的上模具或下模具上还设置有进气孔,在第一模具挤压预成型结构的过程中,通过插塞或螺栓等结构封闭进气孔,在预成型结构被挤压形成为玻璃纤维制品后,打开进气孔并通过进气孔向第一模腔中通入少量压缩气体,压缩气体的压力为0.3mpa~0.6mpa,压缩气体包括氮气或氩气等惰性气体,压缩气体通入到第一模腔中,第一模腔的内部压力改变,压缩气体在玻璃纤维制品和第一模腔之间形成气体空间,以便后续牵引玻璃纤维制品将玻璃纤维制品从第一模具中脱模。
76.步骤s700:牵引玻璃纤维制品从第一模具中脱离。
77.本实施例中,在第一模具的合模处和第一模腔倒角处等脱模剂容易产生粉料的位置覆盖第一纱线,第一纱线具有高蓬松度,能够增大玻璃纤维制品与第一模具之间的摩擦力,让附着在第一模腔以及第一模具的合模处的粉料被摩擦掉,避免粉料滞留在玻璃纤维制品的表面,确保玻璃纤维制品的表面平滑,提高了玻璃纤维制品的品质,并且,第一纱线的覆盖能力强,能覆盖玻璃纤维制品中的多根玻璃纤维,增加玻璃纤维制品中玻璃纤维之间的粘合力,避免玻璃纤维制品在第一模具的合模处分层开裂。
78.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括所述要素的物品或者设备中还存在另外的相同要素。
79.以上实施例仅用以说明本发明的技术方案而非限制,仅仅参照较佳实施例对本发明进行了详细说明。本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1