一种风电叶片模具铺布卷装夹机构的制作方法
1.本实用新型涉及风电叶片模具领域,具体是一种风电叶片模具铺布卷装夹机构。
背景技术:
2.随着国家对清洁能源的大力发展,风电行业也随之迅速发展,风电的开发利用逐步替代火力发电,成为新能源领域商业规模最大的产业之一。风能作为一种清洁的可再生能源,越来越受到世界各国的重视。其蕴量巨大,全球的风能约为2.74
×
109mw,其中可利用的风能为2
×
107mw,比地球上可开发利用的水能总量还要大10倍。风很早就被人们利用,主要是通过风车来抽水、磨面等,而现在,人们感兴趣的是如何利用风来发电,风力发电的原理是利用风力带动风车叶片旋转,再通过增速机将旋转的速度提升,来促使发电机发电。依据目前的风力发电的技术,大约是每秒三公尺的微风速度,便可以开始发电。风力发电正在世界上形成一股热潮,因为风力发电没有燃料问题,也不会产生辐射或空气污染。近年来,国内外风力发电发展迅速,叶片作为核心组件,其产能决定着新增风电发电量的重要因素。
3.风电叶片制作过程中最为耗时耗力的是模具上叶片的成型过程,其中包括铺布、涂胶、保温等过程;其中铺布过程目仍处于人工作业模式,铺布的过程中需要人为的将铺布卷沿着叶片轴线紧贴叶片表面进行铺设,全过程均有人工作业,铺布卷的搬运、开箱、铺布、调整等均由人工完成。近年来国内外产生过一些主梁、模具的半自动铺布设备,更多的是一些辅助设备,没有很好的结合现场实际,针对叶片多型号的切换,叶片模具曲面的贴合,叶片轴线方向上型面的逐步变化等问题均没有很好的解决,导致实际的玻璃纤维布铺设过程仍无法很好的解放人工,导致生产效率低下。
技术实现要素:
4.实用新型目的:本实用新型的目的是为了解决现有技术的不足,提供一种风电叶片模具铺布卷装夹机构,该装置针对不同叶片的型号进行切换,使铺布与叶片模具曲面贴合,解决叶片轴线方向上型面的逐步变化等问题,该装置的应用解决了现有的铺布卷快速切换和型面不贴合问题,实际生产过程中有效的与人工相结合,分担人工铺布过程中的重复性劳动,极大程度的解放生产力,提高工作效率。
5.技术方案:为了实现以上目的,本实用新型所述的一种风电叶片模具铺布卷装夹机构,它包括:多轴移动平台、铺布夹具支撑调整机构和玻璃纤维布卷夹具,所述的铺布夹具支撑调整机构的一端与玻璃纤维布卷夹具相连,铺布夹具支撑调整机构的另一端与多轴移动平台紧固;
6.位于模具上方的多轴移动平台包括x轴移动机构,y轴移动机构和z轴移动机构,所述的x轴移动机构带动y轴移动机构在z轴移动机构上移动,从而实现带动铺布夹具支撑调整机构和玻璃纤维布卷夹具在x轴、y轴和z轴方向的移动,从而调整玻璃纤维布卷夹具运送至布卷所需的位置。
7.通过铺布夹具支撑调整机构上的伸缩杆调整机构的工作,实现带动与其相连的玻
璃纤维布卷夹具进行角度位置的调节;
8.所述的布卷安装在玻璃纤维布卷夹具内。
9.作为本实用新型的进一步优选,所述的x轴移动机构包括:直线滑块、x轴移动平台、x轴驱动电机、x轴减速器和x轴传动机构,x轴驱动电机、x轴减速器和x轴传动机构安装在x轴移动平台上,x轴驱动电机的输出端和x轴减速器的输入端相连,x轴减速器的输出端与x轴传动机构连接后由x轴传动机构驱动直线滑块在x轴移动平台上移动;
10.所述的y轴移动机构包括:滑轨滚轮、y轴移动平台、y轴驱动电机、y轴减速器和y轴传动机构,所述的滑轨滚轮的一端与x轴移动平台连接,滑轨滚轮的另一端位于y轴移动平台上,y轴驱动电机、y轴减速器和y轴传动机构安装在y轴移动平台上,y轴驱动电机的输出端和y轴减速器的输入端相连,y轴减速器的输出端与y轴传动机构连接后由y轴传动机构驱动滑轨滚轮在y轴移动平台上移动;
11.所述的z轴移动机构包括:z轴支撑块、z轴载板、z轴驱动电机、z轴减速器和z轴传动机构,所述的z轴驱动电机、z轴减速器和z轴传动机构安装在z轴支撑块上,z轴驱动电机的输出端和z轴减速器的输入端相连,z轴减速器的输出端与z轴传动机构连接后驱动z轴支撑块在z轴载板上移动。
12.作为本实用新型的进一步优选,所述的x轴传动机构和z轴传动机构分别为齿轮齿条副,所述的y轴传动机构为滚轮导轨机构,滚轮导轨机构为现有技术,此处不作重复说明;
13.所述的x轴传动机构上的齿轮与x轴减速器相连,x轴传动机构上的齿条安装在x轴移动平台上;
14.所述的y轴传动机构上的滚轮与y轴减速器相连,y轴传动机构上的导轨安装在y轴移动平台上;
15.所述的z轴传动机构上的齿轮与z轴减速器相连,z轴传动机构上的齿条与z轴载板相连。
16.作为本实用新型的进一步优选,所述的铺布夹具支撑调整机构包括:多轴移动平台端安装法兰、支撑机构、直线模组、连接平台、升缩杆调整机构和玻璃纤维布卷夹具端法兰;
17.多轴移动平台端安装法兰的顶部通过法兰接口与多轴移动平台上的z轴的底部紧固,多轴移动平台端安装法兰的底部与支撑机构的一端相连接,支撑机构的另一端通过玻璃纤维布卷夹具端法兰与玻璃纤维布卷夹具连接,作为导轨的直线模组固定在支撑机构的轴向表面,作为滑块且与直线模组配合工作的连接平台套设在直线模组上,升缩杆调整机构的一端与连接平台连接,升缩杆调整机构的另一端与玻璃纤维布卷夹具相连;连接平台和升缩杆调整机构的工作原理是滑块导轨机构,该原理属于现有技术,此处不做重复描述,当连接平台做上下运动时,与连接平台连接的伸缩杆调整机构跟随其移动,从而使升缩杆调整机构做伸缩运动,进一步带动玻璃纤维布卷夹具偏转运动,实现角度调节。
18.作为本实用新型的进一步优选,所述的升缩杆调整机构在连接平台的带动下作伸缩运动;
19.作为本实用新型的进一步优选,所述的升缩杆调整机构和玻璃纤维布卷夹具端法兰分别通过铰接的方式与玻璃纤维布卷夹具连接。
20.作为本实用新型的进一步优选,所述的玻璃纤维布卷夹具包括:连接块a、直线滑
轨、滑块、连接块b、气缸、支撑框架、两侧支撑轴承和l形夹紧板;
21.连接块a和连接块b安装在支撑框架的顶部外侧且分别与玻璃纤维布卷夹具端法兰和升缩杆调整机构相连,直线滑轨和气缸分别固定在支撑框架的内部,滑块的一端与滑轨配合连接且在滑轨上做直线移动,滑块的另一端与l形夹紧板固定连接,所述的l形夹紧板与气缸连接,支撑框架和l形夹紧板上分别设有支撑轴承b和支撑轴承a,支撑轴承b和支撑轴承a用于承载玻璃纤维布布卷的两端并带动其转动,支撑轴承b和支撑轴承a通过两顶尖装夹的方式对玻璃纤维布布卷进行限位。
22.作为本实用新型的进一步优选,所述的连接平台、气缸分别与plc电路相连,plc电路与终控端连接,该连接技术属于现有技术,此处不做重复描述。
23.有益效果:本实用新型所述的一种风电叶片模具铺布卷装夹机构,与现有技术相比,具有以下优点:
24.(1):该装置实现在不同型号的叶片上进行切换工作,使铺布与叶片模具曲面贴合,解决叶片轴线方向上型面的逐步变化等问题;
25.(2):实现玻璃纤维布布卷的自适应装夹,在夹具尺寸范围和载重范围内均可实现自动装夹,装夹过程与人工可实现协同作业;
26.(3):铺设过程,布卷夹具可以实现角度调节,玻璃纤维布卷与叶片模具曲面可以高效率的贴合;
27.(4):每一个区域面积在叶片轴线方向上型面是不断变化的,铺设过程可以实现实时调整角度,铺设过程中玻璃纤维布与型面贴合更好,设备操作协调;
28.(5):装夹机构的装夹过程和铺布的铺设过程均可以与人工协调参与,操作便捷;
29.(6):铺布过程分担人工铺布过程中的重复性劳动,极大程度的解放生产力;
30.(7):该装置改变了行业以人工为主的传统生产格局,明显改善了叶片模具的作业环境,提升生产效率。
附图说明
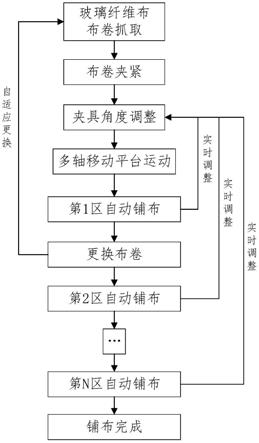
31.图1为本实用新型的工作流程示意图;
32.图2为本实用新型的安装示意图;
33.图3为x轴运动平台主视图;
34.图4为x轴运动平台局部视图;
35.图5为多轴移动平台的极限位置示意图;
36.图6为y轴运动平台左视图;
37.图7为y轴运动平台局部视图;
38.图8为z轴运动平台结构示意图;
39.图9为z轴运动平台局部视图;
40.图10为铺布夹具支撑调整机构的结构示意图;
41.图11为铺布夹具支撑调整机构的极限位置结构示意图;
42.图12为玻璃纤维布卷夹具的示意图;
43.图13为玻璃纤维布卷夹具被打开后的结构示意图。
具体实施方式
44.下面结合附图和实施例,进一步阐明本实用新型。
45.如附图所示,本实用新型所述的一种风电叶片模具铺布卷装夹机构,它包括:多轴移动平台1、铺布夹具支撑调整机构2和玻璃纤维布卷夹具3,所述的铺布夹具支撑调整机构2的一端与玻璃纤维布卷夹具3相连,铺布夹具支撑调整机构2的另一端与多轴移动平台1紧固;
46.多轴移动平台1放置在模具100的上方,多轴移动平台1带动铺布夹具支撑调整机构2和玻璃纤维布卷夹具3在x轴、y轴和z轴方向向移动并调整至布卷所需位置;
47.通过铺布夹具支撑调整机构2上的伸缩杆调整机构205的工作,实现带动与其相连的玻璃纤维布卷夹具3进行角度位置的调节,所述的布卷安装在玻璃纤维布卷夹具3内。
48.实施例
49.步骤一:将多轴移动平台1放置在模具100上,将一个叶片的玻璃纤维布布卷人工运送到模具100周边的指定地点,中控端开启换装布卷的开关后,玻璃纤维布卷夹具3中的气缸305在收到plc电路发出通电工作按钮后,与l形夹紧板308连接的气缸305上的活塞杆推动l形夹紧板308从支撑框架306上撑开,此时的支撑轴承a309在l形夹紧板308的带动下移动,直至支撑框架306上的位置传感器将l形夹紧板308的极限位置发送至plc电路后,plc电路向气缸305发出断电停止工作的信号,通过人工或机械手将玻璃纤维布卷的一端固定在支撑轴承b307上,玻璃纤维布卷的另一端通过人工或机械手支撑玻璃纤维布卷;
50.步骤二:当玻璃纤维布卷的一端安装在支撑轴承b307上后,支撑轴承b307上的位置传感器将信号发送至plc电路,plc电路收到信号后向玻璃纤维布卷夹具3中的气缸305发出通电信号使气缸305复位,l形夹紧板308在气缸305的带动下也复位,最终,支撑轴承a309在l形夹紧板308的带动下移动并对玻璃纤维布布卷的另一端进行限位,完成对玻璃纤维布布卷的夹紧动作;
51.步骤三;当夹紧动作完成后,l形夹紧板308上的位置传感器将信号发送至plc电路,plc电路向和连接平台204连接的驱动装置发出通电信号,连接平台204在其驱动装置的驱动下在直线模组203上做上下移动,从而带动升缩杆调整机构205做伸缩运动,此时,以玻璃纤维布卷夹具端法兰206为支点,升缩杆调整机构205做伸缩运动带动玻璃纤维布卷夹具3旋转角度的调节;
52.步骤四:玻璃纤维布卷夹具3与模具100第1区型面完成初步角度调节后,多轴移动平台1开始按照该型号叶片的预设plc轨迹规划铺布程序限定轨迹进行运动,运动过程中,x轴传动机构1033上的齿轮与x轴减速器1032相连,x轴传动机构1033上的齿条安装在x轴移动平台104上,x轴驱动电机1031的正转和反转实现铺布夹具支撑调整机构2和玻璃纤维布卷夹具3在x轴的前后移动;y轴传动机构1053上的滚轮与y轴减速器1052相连,y轴传动机构1053上的导轨安装在y轴移动平台106上,y轴驱动电机1051的正转和反转实现铺布夹具支撑调整机构2和玻璃纤维布卷夹具3在y轴的前后移动;z轴传动机构1013上的齿轮与z轴减速器1012相连,z轴传动机构1013上的齿条与z轴载板102相连,z轴驱动电机1011的正转和反转实现铺布夹具支撑调整机构2和玻璃纤维布卷夹具3在z轴的上下移动,铺布夹具支撑调整机构2按照设定的程序控制连接平台204在直线模组203上的上下移动实现玻璃纤维布卷夹具3铺设角度的调节;
53.步骤五:第1区型面完成玻璃纤维布铺设后,移动多轴移动平台1至玻璃纤维布布卷放置区,中控端开启换装布卷的开关,更换玻璃纤维布布卷,重复步骤1~4,开始第2区的玻璃纤维布布卷;
54.步骤六,重复步骤5,直到完成第n区域的玻璃纤维布布卷铺设后,由中控端按钮控制复位按钮,plc电路控制多轴移动平台1、铺布夹具支撑调整机构2和玻璃纤维布卷夹具3复位回归至原点。
55.上述实施方式只为说明本实用新型的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本实用新型的内容并据以实施,并不能以此来限制本实用新型的保护范围。凡根据本实用新型精神实质所做出的等同变换或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1