一种PE木塑高速挤出模具的制作方法
一种pe木塑高速挤出模具
技术领域
1.本实用新型属于模具设备的技术领域,具体涉及一种pe木塑高速挤出模具。
背景技术:
2.木塑是国内外近年蓬勃兴起的一类新型复合材料,指利用聚乙烯、聚丙烯和聚录乙烯等,代替通常的树脂胶粘剂,与超过35%-70%以上的木粉、稻壳等废植物纤维混合成新的木质材料,再经挤压、模压、注塑成型等塑料加工工艺,生产出的板材或型材,主要用于建材、家具、物流包装等行业。
3.木塑材料在生产过程需要将原材料在模具中进行挤压定型,当需要生产不同尺寸的产品时,需要准备多种尺寸的挤压模具,增加了企业生产成本;为此,我们提供了一种pe木塑高速挤出模具解决以上问题。
技术实现要素:
4.本实用新型的目的就是为了弥补现有技术的不足,提供了pe木塑高速挤出模具。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种pe木塑高速挤出模具,包括模具本体,所述模具本体,所述模具本体的左侧面安装有一组第一卡接组件,所述模具本体的右侧面设置有一组第二卡接组件,所述模具本体的左右两侧面均卡接有侧板,每个所述侧板与模具本体之间均设置有固定组件。
7.进一步的,所述第一卡接组件包括插条,所述插条的右端与模具本体的左侧面固定连接,所述插条的左端固定连接有固定块。
8.进一步的,所述第二卡接组件包括插槽和滑孔,所述插槽开设于模具本体的右侧面,所述滑孔开设于模具本体的外表面,且滑孔与插槽相连通,所述插槽的内壁滑动连接有滑管,所述滑管远离插槽的一端固定连接有挡板,所述滑管的外部套设有第一弹簧,且第一弹簧的两端分别与模具本体和挡板固定连接。
9.进一步的,所述滑管的内部转动连接有螺纹筒,所述螺纹筒的内部螺纹连接有螺纹杆,所述螺纹杆靠近插槽的一端固定连接有连接杆,所述滑管的内壁滑动连接有顶块,所述顶块的右侧面与连接杆的靠近插槽内部的一端滑动连接,所述顶块的左端贯穿滑管并延伸至滑管的外部。
10.进一步的,所述顶块靠近模具本体内部的一端固定连接有导向块,所述滑管的内壁开设有导向槽,且导向块滑动连接于导向槽的内部。
11.进一步的,所述固定组件包括卡槽、连动槽和滑杆,所述卡槽开设于模具本体的外表面,所述连动槽开设于侧板的内部,所述侧板远离模具本体的一侧面滑动连接有滑杆,所述滑杆远离侧板的一端固定连接有压板,所述滑杆的外部套设有第二弹簧,所述第二弹簧的左右两端分别与侧板和压板固定连接,所述滑杆靠近侧板的一端固定连接有连动板。
12.进一步的,所述连动板的顶端和底端均滑动连接有楔形块,两个所述楔形块相互远离的一侧面均固定连接有l型卡条,且l型卡条与侧板滑动连接,每个所述l型卡条靠近模
具本体的一端均与卡槽的内壁相卡接。
13.与现有技术相比,该pe木塑高速挤出模具的装置具备如下有益效果:
14.一、本实用新型通过插槽、挡板、顶块、插条以及固定块的配合设置,拉动原模具的挡板,挡板移动能够带动使滑管脱离插槽的内部,接着将另一模具的插条插入原模具插槽的内部,松开挡板就能够使滑管与固定块进行卡接,然后转动转盘使顶块向左移动,顶块移动能够推动固定块、插条以及另一模具向左移动,就能够使另一模具与原模具紧密固定,从而能够使在生产不同尺寸的产品时,无需要准备多种尺寸的挤压模具,降低了企业的生产成本。
15.二、本实用新型通过压板、滑杆、连动板、楔形块、模具本体、l型卡条、卡槽以及侧板的配合设置,按动压板能够带动滑杆以及连动板向靠近模具本体内部的方向移动,连动板移动能够推动两个楔形块相互远离,两个楔形块移动能够带动两个l型卡条相互远离,就能够使l型卡条解除与卡槽的卡接,然后向外拔出侧板就能够将侧板取下,从而能够便于将侧板从模具本体上拆下。
附图说明
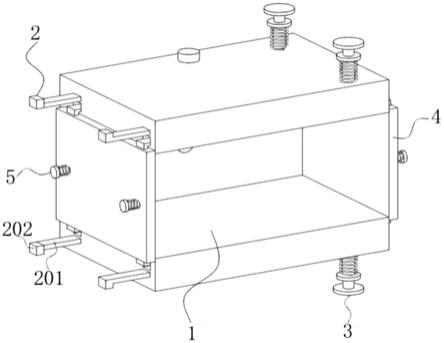
16.图1为本实用新型的立体结构示意图;
17.图2为本实用新型正视图的剖视图;
18.图3为本实用新型正视图的局部剖视图;
19.图4为本实用新型图2中a处结构放大示意图;
20.图5为本实用新型图3中b处结构放大示意图。
21.图中:1模具本体、2第一卡接组件、201插条、202固定块、3第二卡接组件、301插槽、302滑孔、303滑管、304挡板、305第一弹簧、306螺纹筒、307螺纹杆、308连接杆、309顶块、310导向块、311导向槽、4侧板、5固定组件、501卡槽、502连动槽、503滑杆、504压板、505第二弹簧、506连动板、507楔形块、508l型卡条。
具体实施方式
22.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
23.针对现有技术中存在的问题,本实用新型提出一种pe木塑高速挤出模具,通过设置的卡接组件可将多个模具进行卡接,能够改变模具的尺寸。
24.参见图1、图2、图3,本实用新型的pe木塑高速挤出模具包括模具本体1,模具本体1的左侧面安装有一组第一卡接组件2,第一卡接组件2应在模具本体1左侧面的上部和下部均匀分布;
25.模具本体1的右侧面设置有一组第二卡接组件3,第一卡接组件2应在模具本体1左侧面的上部和下部均匀分布,且第二卡接组件3的位置应与第一卡接组件2相对应。
26.其中,第一卡接组件2包括插条201,插条201的右端与模具本体1的左侧面固定连接,插条201的左端固定连接有固定块202。
27.第二卡接组件3包括插槽301和滑孔302,在模具本体1的右侧面开设有插槽301,在模具本体1的外表面开设有滑孔302;滑孔302靠近模具本体1内部的一端与插槽301相连通,
同时设置插槽301的大小与固定块202的尺寸相适配;在插槽301的内壁滑动连接有滑管303,滑管303远离插槽301的一端固定连接有挡板304,滑管303的外部套设有第一弹簧305。
28.当第一弹簧305处于自然状态时,滑管303靠近插槽301内部的一端应延伸至插槽301的内部,当插条201插入插槽301的内部时,利用插槽301可以对固定块202起到限位作用。
29.第一弹簧305的安装方式采用第一弹簧305靠近模具本体1的一端与模具本体1的外表面固定连接,第一弹簧305远离模具本体1的一端与挡板304靠近滑管303的一侧面固定连接。
30.滑管303的内部转动连接有螺纹筒306,螺纹筒306远离插槽301的一端安装有转盘,螺纹筒306的内部螺纹连接有螺纹杆307,通过转动转盘可带动螺纹筒306进行转动,螺纹筒306转动能够带动螺纹杆307上下移动。
31.参见图5,螺纹杆307靠近插槽301的一端固定连接有连接杆308,滑管303的内壁滑动连接有顶块309,顶块309的右侧面与连接杆308的靠近插槽301内部的一端滑动连接,顶块309的左端贯穿滑管303并延伸至滑管303的外部;连接杆308与顶块309的滑动连接方式有多种,可在顶块309的右端设置滑槽,然后将连接杆308远离螺纹杆307一端在滑槽的内部进行滑动,也可在连接杆308远离螺纹杆307的一端开设滑槽,然后在顶块309的右端固定连接滑条,使滑条在滑槽的内部滑动。
32.当螺纹杆307上下移动时,螺纹杆307能够带动连接杆308一起上下移动,连接杆308移动能够带动顶块309左右移动,当另一模具的插条201插入插槽301的内部时,利用顶块309可以推动固定块202向左移动,固定块202能够带动插条201以及另模具向左移动,就能够使两个模具固定的更加紧密。
33.顶块309靠近模具本体1内部的一端固定连接有导向块310,滑管303的内壁开设有导向槽311,且导向块310滑动连接于导向槽311的内部,利用导向块310和导向槽311能够对顶块309的移动起导向作用。
34.参见图1和图2,模具本体1的左右两侧面均卡接有侧板4,每个侧板4与模具本体1之间均设置有固定组件5,利用固定组件5能够将侧板4固定在模具本体1的两侧。
35.参见图3和图4,固定组件5包括卡槽501、连动槽502和滑杆503,卡槽501开设于模具本体1的外表面,连动槽502开设于侧板4的内部,侧板4远离模具本体1的一侧面滑动连接有滑杆503,滑杆503远离侧板4的一端贯穿侧板4并延伸至侧板4的外部,滑杆503远离侧板4的一端固定连接有压板504。
36.参见图4,滑杆503的外部套设有第二弹簧505,第二弹簧505靠近侧板4的一端与侧板4的外表面固定连接,第二弹簧505远离侧板4的一端与压板504靠近侧板4的一面固定连接。
37.滑杆503靠近侧板4的一端安装有连动板506,连动板506与连动槽502的内壁滑动连接。
38.在此处,连动板506与连动槽502的内壁之间可设置导向结构,即在连动板506的外表面安装一组滑块,然后在连动槽502的内壁开设一组滑槽,使滑块在滑槽的内部滑动。
39.连动板506的顶端和底端均滑动连接有楔形块507,本实施例优选的,在两个楔形块507相互靠近的一侧面开设滑槽,然后使连动板506的两端分别滑动与两个滑槽之中。
40.此外,两个楔形块507相互远离的一侧面均固定连接有l型卡条508,且l型卡条508与侧板4滑动连接,每个l型卡条508靠近模具本体1的一端均与卡槽501的内壁相卡接。
41.当需要将侧板4进行拆卸时,按动压板504,压板504移动能够带动滑杆503以及连动板506向靠近模具本体1内部的方向移动,连动板506移动能够推动两个楔形块507相互远离,两个楔形块507移动能够带动两个l型卡条508相互远离,就能够使l型卡条508解除与卡槽501的卡接,然后向外拔出侧板4就能够使侧板4解除与模具本体1的卡接。
42.工作原理:
43.当需要生产不同尺寸的木塑产品时,首先按动压板504,压板504移动能够带动滑杆503以及连动板506向靠近模具本体1内部的方向移动,连动板506移动能够推动两个楔形块507相互远离,两个楔形块507移动能够带动两个l型卡条508相互远离,就能够使l型卡条508解除与卡槽501的卡接,然后向外拔出侧板4就能够将侧板4取下,接着,再取一个同样的该模具,然后拉动原模具的挡板304,挡板304移动能够带动使滑管303靠近插槽301内部的一端脱离插槽301的内部,接着将另一模具的插条201插入原模具插槽301的内部,松开挡板304就能够使滑管303与固定块202进行卡接,接着转动转盘,转盘转动能够带动螺纹筒306进行转动,螺纹筒306转动能够带动螺纹杆307向靠近插槽301内部的方向移动,螺纹杆307移动能够带动连接杆308进行移动,连接杆308移动能够带动顶块309向左移动,顶块309移动能够推动固定块202向左移动,固定块202移动能够带动插条201以及另一模具向左移动,就能够使另一模具与原模具紧密固定,从而能够使在生产不同尺寸的产品时,无需要准备多种尺寸的挤压模具,降低了企业的生产成本。
44.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1