一种伺服电动针阀冷流道装置的制作方法
1.本实用新型涉及的是热固性成型模具方面的冷流道技术领域,具体涉及一种伺服电动针阀冷流道装置。
背景技术:
2.随着注塑工业的不断发展,市场对硅胶产品的质量要求逐步提高,冷流道系统得到了更加广泛的应用,其中尤其以针阀式冷流道系统使用最多。针阀式冷流道系统由于注塑的产品浇口痕迹小、外观漂亮,系统压力损失小等优点被广泛应用于热固型材料的注塑制品的硅胶模具。通常通过气压、驱使气缸、中的活塞上、下往复运动,从而带动阀针运动,控制相应注射口的断开与闭合。但气压驱动存在易漏气、速度及位置不可调节、稳定性较差、时间滞后、多路运动时出现延迟等缺点,该系列问题对高精密、多腔注塑的塑胶产品质量有极大的影响。而伺服电动针阀冷流道具有操作简便,响应速度快,可靠性强,同步性好的优点。且每一阀口的开启及关闭速度、位置可以根据不同产品不同工艺要求进行调整,可分多段控制,维护方便,显著提升硅胶产品外观质量,特别是用于多点位型腔模具中实现每腔产品重量及质量达到一致。
3.综上所述,本实用新型设计了一种伺服电动针阀冷流道装置。
技术实现要素:
4.针对现有技术上存在的不足,本实用新型目的是在于提供一种伺服电动针阀冷流道装置,以满足不同场合的要求,同时可简化成型工艺,提高硅胶产品外观质量和稳定性。
5.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种伺服电动针阀冷流道装置,包括伺服电动装置、小螺杆、滑动螺母、阀针固定块、支撑板、流道板和冷咀。各零件沿着z轴方向进行组装,其中冷咀与流道板呈90
°
沿z轴方向连接;所述的伺服电动装置通过紧固螺丝及定位销将电机轴与小螺杆连接;所述的小螺杆通过小螺杆外侧的螺牙与滑动螺母上端内侧的螺纹配合,且滑动螺母通过销钉与导向套连接;所述的阀针固定块通过阀针固定块外侧的螺牙与滑动螺母下端内侧的螺牙相配合连接;所述的导向套通过紧固螺丝与伺服电机连接;所述的模板底座通过紧固螺丝与支撑板反面连接定位;阀针套安装在小流道板中;所述的冷咀包括阀针和浇口丝,冷咀以紧固螺丝方式与流道板相连接,且冷咀本体与流道板配合处必须装有密封圈,阀针与驱动部件中的阀针固定块相连接并通过阀针套导向,浇口丝通过螺牙与冷咀旋接。
6.作为优选,所述的伺服电动装置包括伺服马达、和驱动部件。伺服马达通过线缆与外部控制设备连接;所述的驱动部件包括小螺杆、滑动螺母、阀针固定块和导向套,安装方式自上而下沿着z轴线竖直方向进行组装;导向套中装有导向钉与滑动螺母配合起导向作用。
7.作为优选,所述的驱动部件中伺服电机轴前端内部加工螺纹,使其与小螺杆中的紧固螺丝相互配合,紧固螺丝与小螺杆相互配合处装有弹簧垫片。电机轴表面与小螺杆内
壁分别加工有键槽,通过键连接电机轴和小螺杆,使其在工作中转向与转速一致。小螺杆与滑动螺母通过螺牙连接,小螺杆外端面加工有螺牙,滑动螺母内壁加工有螺纹。两者通过旋接方式连接。滑动螺母另一端与阀针固定块相连接,阀针固定块外侧面加工有螺牙,滑动螺母内壁加工有螺纹,两者通过旋接方式连接。滑动螺母与导向套相连接,滑动螺母外侧面加工有有键槽,导向套内侧面加工有导向块,通过导向块将两者连接起来,导向块起防止滑动螺母转动作用。从而使滑动螺母只能上下做往复运动,从而带动阀针做上下往复运动。
8.本实用新型的有益效果:本实用新型的一种伺服电动针阀冷流道装置可控性强、运行平稳、重复精度高,适用性广泛,阀口开启和关闭速度及位置可控,便于安装及维护,同时具有良好的使用性能,可简化成型工艺,提高制品的稳定性。
附图说明
9.下面结合附图和具体实施方式来详细说明本实用新型;
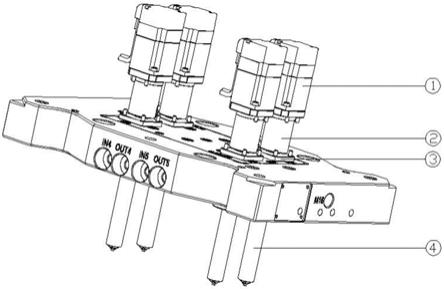
10.图1为本实用新型的整体结构示意图;
11.图2为本实用新型的伺服电动机结构示意图;
12.图3为本实用新型的整体结构剖视图;
13.图4为本实用新型的导向套示意图图;
14.图5为本实用新型的小螺杆示意图;
15.图6为本实用新型的滑动螺母示意图;
16.图7为本实用新型的阀针固定块的结构示意图;
具体实施方式
17.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
18.参照图1-7,本具体实施方式采用以下技术方案:一种伺服电动针阀冷流道装置,其特征在于,包括伺服电动装置(1)、小螺杆(8)、滑动螺母(11)、阀针固定块(13)、导向套(19)、支撑板(18)、流道板(15)、小流道板(16)和模板底座(17)。伺服电动装置(1)、小螺杆(8)、滑动螺母(11)、阀针固定块(13)、导向套(19)、沿着z轴方向进行组装;冷咀(14)与流道板(15)沿z轴呈90
°
方向连接;所述的伺服电动装置(1) 通过紧固螺丝与导向套(19)连接,所述的模板底座(17)通过紧固螺丝与支撑板(18)下端面连接定位;阀针套安装在小流道板(16)中;所述的冷咀(14)、阀针(12)和浇口丝,其中冷咀(14)通过紧固螺丝与流道板 (15)相连接,阀针(12)与传动部件中的阀针固定块(13)相连接并通过阀针套导向,浇口丝通过螺牙与冷咀(14)旋接。
19.值得注意的是,所述的伺服电动装置包括伺服马达和传动部件。
20.值得注意的是,所述的伺服电动装置包括伺服马达和传动部件,伺服马达通过线缆与外部控制设备连接;所述的驱动部件包括小螺杆(8)、滑动螺母(11)、阀针固定块(13)、导向套(19)、进行组装;导向套(19) 中装有导向块(20)与滑动螺母(11)配合起导向作用。
21.值得注意的是,所述的驱动部件(2)中,电机轴(7)通过轴端的螺纹孔与小螺杆(8)底部的螺丝相连接,且电机轴(7)轴端带有键槽与小螺杆(8)内壁上的键槽通过键连接,实现定位。
22.值得注意的是,所述的小螺杆(8)与滑动螺母(11)一端相连接;小螺杆(8)外壁加工有螺牙,滑动螺母(11)两端内壁加工有螺纹,小螺杆(8)通过外侧的螺牙与滑动螺母(11)内侧的螺纹相互配合
23.值得注意的是,所述的阀针固定块(13)与滑动螺母(11)另一端相连接;阀针固定块(13)外侧加工有螺牙,与另一端滑动螺母(11) 内壁的螺纹相连接。
24.值得注意的是,所述的导向套(19)上端面通过紧固螺丝与支撑板端面相连接;导向套(19)与滑动螺母(11)通过导向套内壁的导向块) (20)与滑动螺母(11)外壁键槽相配合,防止滑动螺母(11)转动。当电机轴(7)开始工作时,带动小螺杆(8)转动,小螺杆(8)与滑动螺母(11)是螺纹连接,导向块(20)的存在避免了滑动螺母(11)转动,从而使滑动螺母(11)带动阀针固定块(13)进行上下往复运动,实现导向作用。
25.此外,所述阀针固定块(13)与冷咀(14)中的阀针(12)通过拧紧阀针固定块(13),从而进行组装配合。
26.本具体实施方式工作过程:该装置在正常工作时,由注塑机提供输出信号到外部控制设备,外部控制设备通过线缆与伺服电动装置中的伺服马达对接,伺服电机执行动作并将驱动力通过电机轴(7)传经小螺杆 (8)、滑动螺母(11)、阀针固定块(13)。其中,小螺杆(8)与滑动螺母(11)相连接,滑动螺母(11)与阀针固定块(13)相连接。而滑动螺母(11)外壁与导向套(19)内壁通过导向块(20)固定连接。当驱动力从电机轴(7)传出时,驱动力带动小螺杆(8)转动,从而带动滑动螺母(11)进行上下的往复运动。继而带动阀针固定块(13)也进行上下往复运动,从而实现阀口开启和关闭的动作。如图2所示。
27.该装置中阀口开启和关闭动作过程:该装置外接控制设备,当外接控制设备接收信号发出正方向脉冲指令时,伺服电机轴(7)开始顺时针做竖直旋转运动,因电机轴(7)与小螺杆(8)有键进行定向连接,小螺杆(8)与滑动螺母(11)通过旋接方式连接,故动力经小螺杆(8) 传递至滑动螺母(11)。因此电机轴(7)转动时,小螺杆(8)只做旋转运动。而小螺杆(8)与滑动螺母(11)通过螺纹旋接,滑动螺母(11) 与导向套(19)通过导向块(20)固定连接。当电机轴(7)带动小螺杆(8) 转动时,传动系统将顺时针竖直旋转运动转化成竖直方向直线回退运动,使滑动螺母(11)也进行回退运动。从而使与滑动螺母(11)旋接的阀针固定块(13)也做竖直方向上的回退运动。继而带动阀针(12)做竖直方向上的回退运动,使阀口处于开启状态;外接控制设备接收信号发出负方向脉冲指令时,伺服电机轴(7)开始逆时针做竖直旋转运动,因电机轴(7) 与小螺杆(8)有键进行定向连接,小螺杆(8)与滑动螺母(11)通过旋接方式连接,故动力经小螺杆(7)传递至滑动螺母(11)。因此电机轴(7)转动时,故小螺杆(8)只做旋转运动。而小螺杆(8)与滑动螺母(11)通过螺纹旋接,滑动螺母(11)与导向套(19)通过导向块(20) 固定连接。当电机轴(7)带动小螺杆(8)转动时,传动系统将顺时针竖直旋转运动转化成竖直方向直线前进移运动,使滑动螺母(11)也进行前移运动。从而使与滑动螺母(11)旋接的阀针固定块(13)也做竖直方向上的前移运动。继而带动阀针(12)做竖直方向上的前移运动,使阀口处于开启状态。
28.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型
要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1