一种带束层供料架的制作方法
1.本发明属于轮胎供料装置技术领域,特别涉及一种带束层供料架。
背景技术:
2.成型机带束层供料架是将用于形成轮胎胎坯的其中一个部件——带束层物料从储料车上导开后经过定中、裁切、纠偏等工序后贴合到带束层鼓上的机械装置。
3.目前市场上轮胎厂家需求不同,通常使用三号带束层、三号加零号带束层或三号加四号带束层生产轮胎胎坯,为适不同工艺下胎坯物料,通常带束层配备一号、二号、三号、四号和零号共五条带束层供料系统和导开系统,根据厂家需求调整供料系统。但因四号带束层与零号带束层在工艺上不同时使用,依旧配备两套供料系统和导开系统会造成生产厂家生产成本增加,空间使用率减少。
技术实现要素:
4.本发明为解决公知技术中存在的技术问题提供一种带束层供料架,能够满足四号带束层和零号带束层共用同一供料架,具有互换性强、效率高等优点,同时减少生产成本,提高设备空间利用率。
5.本发明包括如下技术方案:一种带束层供料架,包括后供料架架体、前供料架架体、零号裁切机构和带束层裁切装置;所述后供料架架体和零号裁切机构为固定架体;物料从后供料架架体向前供料架架体输送;所述前供料架架体上安装带束层裁切装置、前供料架第一对中分合机构和前供料架第二对中分合机构;前供料架第二对中分合机构位于前供料架第一对中分合机构内侧;所述后供料架架体上安装零号裁切机构、后供料架第一对中分合机构和后供料架第二对中分合机构;后供料架第一对中分合机构位于后供料架第二对中分合机构内侧;前供料架第一对中分合机构、前供料架第二对中分合机构、后供料架第一对中分合机构和后供料架第二对中分合机构均由两列间距可调整的若干对中分合机构固定杆组成;前供料架第一对中分合机构和后供料架第二对中分合机构可拆卸。
6.进一步的,通过后供料架对中分合机构第一手轮调整后供料架第一对中分合机构在后供料架架体上的位置,通过后供料架对中分合机构第二手轮调整后供料架第二对中分合机构在后供料架架体上的位置;通过前供料架对中分合机构第一手轮调整前供料架第一对中分合机构在前供料架架体上的位置,通过前供料架对中分合机构第二手轮调整前供料架第二对中分合机构在前供料架架体上的位置。
7.进一步的,所述后供料架架体上还安装有一个四号防退料压辊和两个零号防退料压辊;所述零号防退料压辊位于零号裁切机构前端并设置在后供料架第一对中分合机构和后供料架第二对中分合机构之间;所述四号防退料压辊通过安装架安装在后供料架架体中部,以确保送料时压在四号带束层上从而起到防退料作用。
8.进一步的,所述后供料架第一对中分合机构和后供料架第二对中分合机构通过若
干换型螺栓机构安装在后供料架架体上;所述前供料架第一对中分合机构和前供料架第二对中分合机构通过若干换型螺栓机构安装在前供料架架体上。
9.进一步的,所述换型螺栓机构包括轴头、固定轴和固定块;所述固定轴通过轴孔配合螺纹固定在固定块上,通过卡簧和轴套固定对中分合机构固定杆;所述轴套下方安装轴承,所述卡簧上方通过圆柱销将轴头安装在固定轴上。
10.进一步的,所述轴头位于对中分合机构固定杆上方;所述固定块位于前供料架架体或后供料架架体的传送轴下方。
11.进一步的,所述零号裁切机构包括裁切刀片、凸轮传动机构、零号裁切驱动电机;所述零号裁切驱动电机驱动凸轮传动机构带动裁切刀片上下移动进行裁切;所述裁切刀片后方安装有裁切压板,裁切时通过裁切压板固定物料。
12.进一步的,所述带束层裁切装置通过裁切固定架固装在前供料架架体上,所述裁切固定架中心安装角度盘;所述角度盘带动下方的活动梁进行转动,活动梁上安装四号裁切驱动电机,所述四号裁切驱动电机带动裁切勾刀组件沿活动梁上的轨道移动从而进行裁切。
13.进一步的,所述裁切勾刀组件包括裁刀固定架、加热装置以及裁切勾刀;所述加热装置和裁切勾刀安装在裁刀固定架上,加热装置对裁切勾刀进行加热。
14.进一步的,所述带束层裁切装置还包括裁切角度调节丝杠,通过所述裁切角度调节丝杠在角度盘上找到工艺角度,所述角度盘的角度调节范围为-55
°‑
55
°
。
15.工作流程:根据客户轮胎工艺选择适用于四号带束层或零号带束层;物料从后供料架架体向前供料架架体运输,运输过程中根据定长位置进行裁切纠偏,然后将物料传送到贴合供料架进行成型。
16.当物料选择为零号带束层时,通过前供料架对中分合机构第二手轮、后供料架对中分合机构第一手轮调整前供料架第二对中分合机构、后供料架第一对中分合机构,使其适合两条零号带束层之间的间距;通过后供料架对中分合机构第二手轮、前供料架对中分合机构第一手轮调整后供料架第二对中分合机构、前供料架第一对中分合机构的位置,使后供料架第一对中分合机构和后供料架第二对中分合机构之间的间距以及前供料架第一对中分合机构和前供料架第二对中分合机构之间的间距均达到适合零号带束层通过的宽度,零号带束层经零号防退料压辊进入到零号裁切机构中,进行裁切并传送。
17.当物料选择为四号带束层,为了不干扰带束层裁切装置工作,按裁刀角度需求,将前供料架架体两端的前供料架第一对中分合机构和前供料架第二对中分合机构以及安装该部分的换型螺栓机构进行拆除;完成拆除工作后可确保带束层裁切装置裁切时裁切勾刀不受干扰,然后调整后供料架第一对中分合机构、前供料架第二对中分合机构达到四号带束层适宜宽度,物料经四号带束层防退料压辊进入到带束层裁切装置中进行裁切,通过前供料架架体进行纠偏并传送。
18.本发明具有的优点和积极效果:1、根据生产工艺,四号带束层需要单料输送,零号带束层需要双料输送;本发明通过在后供料架架体和前供料架架体上均设置两套可调节的对中分合机构来满足四号带束层和零号带束层共用同一供料架的生产需求,减少了供料系统和导开系统,使设备更为精小,占地面积减少,同时减少生产成本,提高设备空间利用率。
19.2、本发明采用的对中分合机构通过换型螺栓机构可拆卸安装在后供料架架体和前供料架架体上,为了不干扰带束层裁切装置工作,需要按裁刀角度需求将前供料架架体两端的前供料架第一对中分合机构和前供料架第二对中分合机构以及安装该部分的换型螺栓机构拆掉,拆除后本发明即可仅做四号带束层供料架,具有互换性强、操作效率高等优点。
20.3、本发明采用零号裁切机构和带束层裁切装置分别对零号带束层和四号带束层进行裁切,方便控制。
附图说明
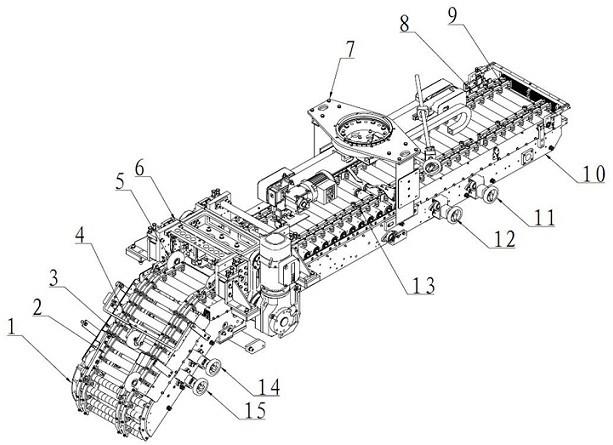
21.图1是本发明的整体结构示意图。
22.图2是零号裁切机构立体结构示意图,(a)中安装有裁切刀片,(b)中将裁切刀片拆下。
23.图3是带束层裁切装置立体结构示意图,(a)为裁切状态,(b)为待机状态。
24.图4是裁切勾刀组件立体结构示意图。
25.图5是换型螺栓机构结构示意图。
26.图6是前供料架第一对中分合机构和前供料架第二对中分合机构俯视立体结构示意图。
27.图7是前供料架第一对中分合机构和前供料架第二对中分合机构仰视立体结构示意图。
28.图8是四号防退料压辊的立体结构示意图。
29.图9是带束层裁切装置的a-a剖面结构示意图。
30.图中,1-后供料架架体;2-后供料架第一对中分合机构;3-后供料架第二对中分合机构;4-四号防退料压辊;5-零号防退料压辊;6-零号裁切机构;601-零号裁切驱动电机;602-裁切压板;603-裁切刀片;604-凸轮传动机构;605-导轨滑块组;606-安装支架;7-带束层裁切装置;701-四号裁切驱动电机;702-裁切固定架;703-裁切角度调节丝杠;704-角度盘;705-裁切勾刀组件;7051-裁刀固定架;7052-加热装置;7053-裁切勾刀;706-活动梁;707-转盘轴承;708-同步带;8-前供料架第一对中分合机构;801-第一安装板;802-第一安装座;803-第一驱动轴;9-前供料架第二对中分合机构;901-第二安装板;902-第二安装座;903-第二驱动轴;10-前供料架架体;11-前供料架对中分合机构第一手轮;12-前供料架对中分合机构第二手轮;13-换型螺栓机构;131-圆柱销;132-轴头;133-对中分合机构固定杆;134-卡簧;135-轴套;136-轴承;137-固定轴;138-固定块;14-后供料架对中分合机构第一手轮;15-后供料架对中分合机构第二手轮。
具体实施方式
31.为能进一步公开本发明的发明内容、特点及功效,特例举以下实例并结合附图详细说明如下。
32.实施例:参阅附图1-图7,一种带束层供料架,包括后供料架架体1、前供料架架体10、零号裁切机构6和带束层裁切装置7;所述后供料架架体1和零号裁切机构6为固定架体;所述前供料架架体10为安装在纠偏机构上的可活动架体,前供料架架体10在纠偏机构带动下左右移动进行纠偏以确保向下一生产环节运送时位置对中;所述前供料架架体10上安装带束层裁切装置7、前供料架第一对中分合机构8和前供料架第二对中分合机构9;前供料架第二对中分合机构9位于前供料架第一对中分合机构8内侧;所述后供料架架体1上安装零号裁切机构6、后供料架第一对中分合机构2和后供料架第二对中分合机构3;后供料架第一对中分合机构2位于后供料架第二对中分合机构3内侧;前供料架第一对中分合机构8、前供料架第二对中分合机构9、后供料架第一对中分合机构2和后供料架第二对中分合机构3均由两列间距可调整的若干对中分合机构固定杆133组成;前供料架第一对中分合机构8和后供料架第二对中分合机构3可拆卸。所述后供料架架体1上还安装有一个四号防退料压辊4和两个零号防退料压辊5;所述零号防退料压辊5位于零号裁切机构6前端并设置在后供料架第一对中分合机构2和后供料架第二对中分合机构3之间;所述四号防退料压辊4通过u型的安装架安装在后供料架架体1中部,以确保送料时压在四号带束层上从而起到防退料作用。
33.如图1、图6、图7所示,前供料架第一对中分合机构8和前供料架第二对中分合机构9均分为三段安装在前供料架架体10上;前供料架第一对中分合机构8中的若干对中分合机构固定杆133分别通过换型螺栓机构13对称安装在两条第一安装板801上,所述第一安装板801底部固装在第一安装座802上;两个所述第一安装座802活动安装在第一驱动轴803上,通过转动前供料架对中分合机构第一手轮11使两个所述第一安装座802沿第一驱动轴803相向或相背移动,从而调整前供料架第一对中分合机构8在前供料架架体10上的位置;前供料架第二对中分合机构9中的若干对中分合机构固定杆133分别对称安装在两条第二安装板901上,所述第二安装板901底部固装在第二安装座902上;两个所述第二安装座902活动安装在第二驱动轴903上,通过转动前供料架对中分合机构第二手轮12使两个所述第二安装座902沿第二驱动轴903相向或相背移动,从而调整前供料架第二对中分合机构9在前供料架架体10上的位置;需要运送零号带束层时,本发明中的前供料架第一对中分合机构8和前供料架第二对中分合机构9处于图6中的状态,前供料架第一对中分合机构8和前供料架第二对中分合机构9靠近后供料架架体1的位置可加装零号防退料压辊5,两条零号带束层分别经过后供料架第一对中分合机构2和后供料架第二对中分合机构3的若干轴承136后进入零号防退料压辊5下方。
34.后供料架第一对中分合机构2和后供料架第二对中分合机构3的具体结构参照前供料架第一对中分合机构8和前供料架第二对中分合机构9,后供料架第一对中分合机构2和后供料架第二对中分合机构3整段安装在后供料架架体1上。通过前供料架对中分合机构第一手轮11调整前供料架第一对中分合机构8在前供料架架体10上的位置,通过前供料架对中分合机构第二手轮12调整前供料架第二对中分合机构9在前供料架架体10上的位置。通过后供料架对中分合机构第一手轮14调整后供料架第一对中分合机构2在后供料架架体1上的位置,通过后供料架对中分合机构第二手轮15调整后供料架第二对中分合机构3在前供料架架体10上的位置。
35.如图1、图5所示,所述后供料架第一对中分合机构2和后供料架第二对中分合机构3通过若干换型螺栓机构13安装在后供料架架体1上;所述前供料架第一对中分合机构8和前供料架第二对中分合机构9通过若干换型螺栓机构13安装在前供料架架体10上。所述换型螺栓机构13包括轴头132、固定轴137和固定块138;所述固定轴137通过轴孔配合螺纹固定在固定块138上,通过卡簧134和轴套135固定对中分合机构固定杆133;所述轴套135下方安装轴承136,所述卡簧134上方通过圆柱销131将轴头132安装在固定轴137上。所述轴头132位于对中分合机构固定杆133上方;所述固定块138位于前供料架架体10的运料滚轴或后供料架架体1的运料滚轴下方。
36.如图1、图2所示,所述零号裁切机构6包括裁切刀片603、凸轮传动机构604、零号裁切驱动电机601;所述零号裁切驱动电机601驱动凸轮传动机构604带动裁切刀片603上下移动进行裁切;零号裁切驱动电机601通过传动轴带动凸轮传动机构604转动从而使通过连接板与凸轮传动机构604两侧相连的安装支架606发生移动,安装支架606在导轨滑块组605约束下仅上下移动进而带动裁切刀片603上下移动实现裁切功能;所述裁切刀片603后方安装有裁切压板602,裁切时通过裁切压板602固定物料。
37.如图1、图3、图9所示,所述带束层裁切装置7通过裁切固定架702固装在前供料架架体10上,所述裁切固定架702中心安装角度盘704;所述角度盘704带动下方的活动梁706进行转动,活动梁706上安装四号裁切驱动电机701,所述四号裁切驱动电机701带动裁切勾刀组件705沿活动梁706上的轨道移动从而进行裁切。所述带束层裁切装置7还包括裁切角度调节丝杠703,通过所述裁切角度调节丝杠703在角度盘704上找到工艺角度,所述角度盘704的角度调节范围为-55
°‑
55
°
。四号裁切驱动电机701通过同步带708带动裁切勾刀组件705在导轨上进行往复运动;转盘轴承707为圆环状,转盘轴承707顶部连接裁切固定架702,转盘轴承707底部通过圆形底板连接活动梁706,转动裁切角度调节丝杠703时活动梁706发生旋转,通过角度盘704上的指针可以读出角度。
38.如图3、图4所示,所述裁切勾刀组件705包括裁刀固定架7051、加热装置7052以及裁切勾刀7053;所述加热装置7052和裁切勾刀7053安装在裁刀固定架7051上,加热装置7052对裁切勾刀7053进行加热。
39.工作流程:根据客户轮胎工艺选择适用于四号带束层或零号带束层;物料从后供料架架体1向前供料架架体10运输,运输过程中根据定长位置进行裁切纠偏,然后将物料传送到贴合供料架进行成型。
40.当物料选择为零号带束层时,通过前供料架对中分合机构第二手轮12、后供料架对中分合机构第一手轮14调整前供料架第二对中分合机构9、后供料架第一对中分合机构2,使其适合两条零号带束层之间的间距,通过后供料架对中分合机构第二手轮15、前供料架对中分合机构第一手轮11调整后供料架第二对中分合机构3、前供料架第一对中分合机构8的位置,使后供料架第一对中分合机构2和后供料架第二对中分合机构3之间的间距以及前供料架第一对中分合机构8和前供料架第二对中分合机构9之间的间距均达到适合零号带束层通过的宽度,零号带束层经零号防退料压辊5进入到零号裁切机构6中,进行裁切并传送。
41.当物料选择为四号带束层,为了不干扰带束层裁切装置工作,按裁刀角度需求,将前供料架架体10两端的前供料架第一对中分合机构8和前供料架第二对中分合机构9以及
安装该部分的换型螺栓机构13进行拆除;当该批次中需要裁切的角度均等于0
°
时不需进行拆除(但实际生产中一般不会出现此状况),当该批次中需要裁切的角度均大于0
°
时需拆除图6中左上角和右下角的前供料架第一对中分合机构8和前供料架第二对中分合机构9,当该批次中需要裁切的角度均小于0
°
时需拆除图6中左下角和右上角的前供料架第一对中分合机构8和前供料架第二对中分合机构9,当该批次中需要裁切的角度既有小于0
°
的也有大于0
°
时需拆除图6中左右两端的前供料架第一对中分合机构8和前供料架第二对中分合机构9(该状况在生产中最为常见);完成拆除工作后可确保带束层裁切装置7裁切时裁切勾刀7053不受干扰,然后调整后供料架第一对中分合机构2、前供料架第二对中分合机构9达到四号带束层适宜宽度,物料经四号防退料压辊4进入到带束层裁切装置7中进行裁切,通过前供料架架体10进行纠偏并传送。后供料架第二对中分合机构3在影响对后供料架第一对中分合机构2的调整时也可拆除,前供料架架体10上中部的前供料架第一对中分合机构8同理。
42.尽管上面对本发明的优选实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,并不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可以作出很多形式。这些均属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1