帽檐芯成型剪裁生产线烘干剪切装置的制作方法
1.本发明提供一种帽檐芯成型剪裁生产线烘干剪切装置,属于自动化生产装备领域,主要用于帽檐芯的板材烘干剪切成型。
背景技术:
2.目前,帽檐芯的加工工艺采用的是人工操作方式,挤塑之后,从板材的冷却、成型剪切以及帽檐芯的折弯成型和剪裁等,全程由人工来完成,不仅劳动强度大、占用劳动力多,而且制作过程中产生的气味对工人和环境造成严重污染。
3.综观板材成型、剪切及帽檐芯折弯和剪裁成型行业现状,急需一种板材烘干剪切成型效率高、无污染,且占用劳动力少的帽檐芯成型剪裁生产线烘干剪切装置。
技术实现要素:
4.本发明的目的是提供一种能够克服现有板材冷却成型、帽檐芯折弯和剪裁成型行业所存在的问题,不仅烘干成型速度快、效率高、无污染,且能减轻工人劳动强度的帽檐芯成型剪裁生产线烘干剪切装置。
5.其技术方案为:包括烘干装置和剪切推送装置,其中烘干装置包括烘干箱和烘箱支臂,呈矩形6面箱体形状的烘干箱相互平行的2个箱体平面上设有进口和出口,烘干箱通过2个面积最大的箱体平面安装在烘箱支臂上、且设有进口和出口的箱体平面与支承臂垂直;剪切推送装置包括板材剪切架、牵引装置、剪切装置、翻转装置和推送装置,其中板材剪切架包括剪切立板、“井”字架、剪切台板、牵引凸耳、剪切滑道、烘干凸耳、支座ⅲ、推送驱动板、导流槽、导流板和滚轮ⅱ,2件剪切立板的一侧短边两端通过“井”字架固定连接,2件剪切立板平行、且相互对齐,2件剪切立板的另一侧短边中部通过剪切台板固定连接,2件剪切立板的通过剪切台板连接的短边一端朝着远离“井”字架的方向均伸出有牵引凸耳、且牵引凸耳末端设有长度垂直于剪切立板短边的开口槽,2件剪切立板的通过剪切台板连接的短边另一端均设有长度垂直于剪切立板短边的剪切滑道,2件剪切立板靠近牵引凸耳一侧的长边靠近剪切台板处各固定1件烘干凸耳,安装在“井”字架中部的2件支座ⅲ的圆孔轴线同轴、且垂直于剪切立板,2件剪切立板靠近剪切滑道一侧的长边中部之间固定有推送驱动板、且推送驱动板板面垂直于剪切台板,导流槽由平板折弯而成,垂直于板面方向的横截面包括j形段和斜线段,且斜线段末端朝着远离j形段的弯钩末端方向倾斜,导流槽通过横截面为j形段的直线段远离j形段弯钩末端一侧的板面安装在推送驱动板远离烘干凸耳一侧的板面上、且j形弯钩朝着“井”字架,导流板安装在2件剪切立板之间远离烘干凸耳一侧的长边中部,且导流板板面靠近剪切滑道的一侧边缘至剪切立板固定有烘干凸耳的一侧边缘之间的距离小于远离剪切滑道的一侧边缘至剪切立板固定有烘干凸耳的一侧边缘之间的距离,2件剪切立板与“井”字架固定连接的一侧短边两端各装有1件滚轮ⅱ,板材剪切架通过4件滚轮ⅱ安装在前序挤出冷却装置的板材冷却装置的冷却架的导轨上(附图中未画出)、且2件剪切立板固定有烘干凸耳的一侧朝着挤出冷却装置的方向,烘干装置的2件烘箱
支臂一端安装在设置于板材剪切架的剪切立板上的烘干凸耳上,另一端安装在设置于挤出冷却装置的板材冷却装置的冷却架上的烘干凸耳上、且烘干箱朝上;牵引装置包括压板滚、压滚缸、牵引滚、牵引驱动和链传动,压板滚两端的轴支承在板材剪切架设置在2件剪切立板上的牵引凸耳的长槽内,2件压滚缸分别安装在2件牵引凸耳末端、且2件压滚缸的伸缩杆末端分别将压板滚两端的轴压紧在牵引凸耳的长槽内,牵引滚两端的轴分别支承在2件剪切立板的靠近牵引凸耳处,牵引驱动安装在剪切立板外侧、且输出轴通过链传动与牵引滚一端的轴穿过切立板后的伸出端连接,剪切装置包括剪切轴、长摇臂、短摇臂、剪切缸、剪刀和连刀杆,中部装有长摇臂、两端各装有1件短摇臂的剪切轴两端支承在板材剪切架的2件剪切立板的靠近剪切滑道处,长摇臂、2件短摇臂和剪切轴位于同一平面内、且长摇臂和2件短摇臂分别位于剪切轴两侧,剪切缸两侧分别铰接在板材剪切架的安装于“井”字架中部的2件支座ⅲ上、且剪切缸的伸缩杆末端铰接在长摇臂末端,呈矩形平板形状的剪刀的1条长边切角后构成剪切刃,剪刀安装在板材剪切架设置于2件剪切立板上的剪切滑道内、且剪切刃朝下,2件连刀杆一端分别铰接在剪刀的剪切刃两端,另一端分别铰接在安装于剪切轴两端的短摇臂末端,翻转装置包括翻转板、翻转轴、翻转摇臂和翻转缸,呈矩形平板形状的翻转板固定在翻转轴上、且翻转板长边与翻转轴平行,翻转轴两端分别支承在板材剪切架的2件剪切立板靠近剪切滑道一侧的长边的靠近剪切滑道一端,翻转轴一端穿过剪切立板后的伸出端装有翻转摇臂,1件翻转缸背离伸缩杆伸出方向的一端铰接在靠近翻转摇臂一侧的剪切立板外侧,翻转缸的伸缩杆末端铰接在翻转摇臂末端,推送装置包括推送缸和推送杆,2件推送缸安装在板材剪切架的推送驱动板的朝向剪切缸一侧的板面上,2件推送缸的伸缩杆朝着背离剪切缸方向的伸出端装有同1件推送杆、且推送杆平行于牵引装置的牵引滚轴线。
6.本发明在现有技术基础上,烘干装置的烘干箱呈矩形6面箱体形状,烘干箱相互平行的2个箱体平面上设有进口和出口,烘干箱通过2个面积最大的箱体平面安装在烘箱支臂上、且设有进口和出口的箱体平面与支承臂垂直。剪切推送装置的板材剪切架的2件剪切立板的一侧短边两端通过“井”字架固定连接,2件剪切立板平行、且相互对齐,2件剪切立板的另一侧短边中部通过剪切台板固定连接;2件剪切立板的通过剪切台板连接的短边一端朝着远离“井”字架的方向均伸出有牵引凸耳、且牵引凸耳末端设有长度垂直于剪切立板短边的开口槽,2件剪切立板的通过剪切台板连接的短边另一端均设有长度垂直于剪切立板短边的剪切滑道;2件剪切立板靠近牵引凸耳一侧的长边靠近剪切台板处各固定1件烘干凸耳,安装在“井”字架中部的2件支座ⅲ的圆孔轴线同轴、且垂直于剪切立板,2件剪切立板靠近剪切滑道一侧的长边中部之间固定有推送驱动板、且推送驱动板板面垂直于剪切台板板面;导流槽由平板折弯而成,垂直于板面方向的横截面由j形段和斜线段构成,且斜线段末端朝着远离j形段的弯钩末端方向倾斜,导流槽通过横截面为j形段的直线段远离j形段弯钩末端一侧的板面安装在推送驱动板远离烘干凸耳一侧的板面上、且j形弯钩朝着“井”字架方向;导流板安装在2件剪切立板之间远离烘干凸耳一侧的长边中部,且导流板板面靠近剪切滑道的一侧边缘至剪切立板固定有烘干凸耳的一侧边缘之间的距离小于远离剪切滑道的一侧边缘至剪切立板固定有烘干凸耳的一侧边缘之间的距离,2件剪切立板与“井”字架固定连接的一侧短边两端各装有1件滚轮ⅱ;板材剪切架通过4件滚轮ⅱ安装在前序挤出冷却装置的板材冷却装置的冷却架的导轨上(附图中未画出)、且2件剪切立板固定有烘干
凸耳的一侧朝着挤出冷却装置的方向,烘干装置的2件烘箱支臂一端安装在设置于板材剪切架的剪切立板上的烘干凸耳上,另一端安装在设置于挤出冷却装置的板材冷却装置的冷却架上的烘干凸耳上、且烘干箱朝上;牵引装置的压板滚两端的轴支承在板材剪切架设置在2件剪切立板上的牵引凸耳的长槽内,2件压滚缸分别安装在2件牵引凸耳末端、且2件压滚缸的伸缩杆末端分别将压板滚两端的轴压紧在牵引凸耳的长槽内;牵引滚两端的轴分别支承在2件剪切立板的靠近牵引凸耳处,牵引驱动安装在剪切立板外侧、且输出轴通过链传动与牵引滚一端的轴穿过切立板后的伸出端连接;剪切装置的剪切轴中部装有长摇臂、两端各装有1件短摇臂,剪切轴两端支承在板材剪切架的2件剪切立板的靠近剪切滑道处,长摇臂、2件短摇臂和剪切轴位于同一平面内、且长摇臂和2件短摇臂分别位于剪切轴两侧;剪切缸两侧分别铰接在板材剪切架的安装于“井”字架中部的2件支座ⅲ上、且剪切缸的伸缩杆末端铰接在长摇臂末端;呈矩形平板形状的剪刀的1条长边切角后构成剪切刃,剪刀安装在板材剪切架设置于2件剪切立板上的剪切滑道内、且剪切刃朝下,2件连刀杆一端分别铰接在剪刀的剪切刃两端,另一端分别铰接在安装于剪切轴两端的短摇臂末端;翻转装置的翻转板呈矩形平板形状,翻转板固定在翻转轴上、且翻转板长边与翻转轴平行,翻转轴两端分别支承在板材剪切架的2件剪切立板靠近剪切滑道一侧的长边的靠近剪切滑道一端,翻转轴一端穿过剪切立板后的伸出端装有翻转摇臂;1件翻转缸背离伸缩杆伸出方向的一端铰接在靠近翻转摇臂一侧的剪切立板外侧,翻转缸的伸缩杆末端铰接在翻转摇臂末端;推送装置的2件推送缸安装在板材剪切架的推送驱动板的朝向剪切缸一侧的板面上,2件推送缸的伸缩杆朝着背离剪切缸方向的伸出端装有同1件推送杆、且推送杆平行于牵引装置的牵引滚轴线。
7.其工作原理为:烘干剪切装置的剪切推送装置的牵引装置的压滚缸的伸缩杆缩回,并带动压板滚离开牵引滚;剪切装置的剪切缸的伸缩杆缩回,并通过长摇臂、剪切轴、短摇臂和连刀杆带动剪刀抬起至剪切等待状态;翻转装置的翻转缸的伸缩杆缩回,并通过翻转摇臂和翻转轴带动翻转板退回至水平位置的等待翻转状态;推送装置的推送缸的伸缩杆缩回,并带动推送杆缩回至导流槽内的等待推送状态。
8.烘干剪切装置的烘干装置的烘干箱启动预热;待达到设定温度后,将板料从烘干装置的烘干箱远离剪切推送装置一侧的进口引入烘干箱内,经干燥、固化后硬度得到显著改善;从烘干箱的出口引出后,再从剪切推送装置的牵引装置的压板滚与牵引滚之间引入至板材剪切架的剪切台板上方;牵引装置的压滚缸启动,并推动压滚缸靠近牵引滚,当压板滚与牵引滚之间的间隙达到设定值时压滚缸停止;牵引装置的牵引驱动启动,并通过链传动驱动牵引滚运转,进而牵引着板料朝着剪切推送装置的剪切装置方向、并从剪切装置的剪刀下方越过后向前运行至翻转装置的翻转板上方。当越过剪刀后的板料达到设定值时,剪切装置的剪切缸启动,剪切缸的伸缩杆伸出,并通过长摇臂、剪切轴、短摇臂和连刀杆带动剪刀落下,从而将板料剪断;然后,剪切缸的伸缩杆迅速缩回,并带动剪刀迅速抬起,再次进入剪切等待状态。与此同时,翻转装置的翻转缸启动,翻转缸的伸缩杆伸出,并通过翻转摇臂和翻转轴带动翻转板翻转至翻转板板面靠近牵引滚一侧低、远离牵引滚一侧高的倾斜状态,从而使得被剪断的板料从板材剪切架的导流槽的倾斜线与导流板之间下落至导流槽的j形段弯钩内;然后,翻转缸的伸缩杆缩回,并带动翻转板再次退回至水平位置的等待翻转状态。与此同时,推送装置的推送缸启动,推送缸的伸缩杆伸出,并带动推送杆将剪断的
板料推出;然后,推送缸的伸缩杆迅速缩回,并带动推送杆再次缩回至导流槽内的等待推送状态。至此,即可连续推送出剪断成片状的板料。
9.本发明与现有本领域现状相比,由于设置了烘干装置,进一步加快了板材的固化速度和硬度;由于设置了剪切推送装置,可以牵引着板材匀速向前运行,以保证后续作业的顺利实施;由于设置了剪切装置、翻转装置和推送装置,既能保证板材剪切尺寸准确,并且剪切后的板材得以顺利下落、推送位置准确。
附图说明
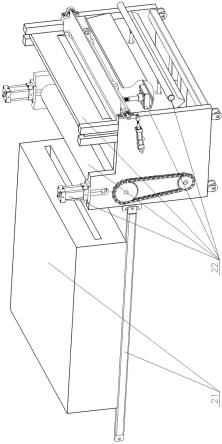
10.图1是本发明实施例的轴测图;图2是本发明图1所示实施例烘干装置的轴测图;图3是本发明图1所示实施例剪切推送装置的轴测图;图4是本发明图3所示实施例板材剪切架的轴测图;图5是本发明图4所示实施例导流槽的轴测图;图6是本发明图3所示实施例牵引装置的轴测图;图7是本发明图3所示实施例剪切装置的轴测图;图8是本发明图3所示实施例翻转装置的轴测图;图9是本发明图3所示实施例推送装置的轴测图。
具体实施方式
11.21、烘干装置210、烘干箱211、烘箱支臂22、剪切推送装置220、板材剪切架2200、剪切立板2201、“井”字架2202、剪切台板2203、牵引凸耳2204、剪切滑道2205、支座ⅲ2206、推送驱动板2207、导流槽2208、导流板2209、滚轮ⅱ221、牵引装置2210、压板滚2211、压滚缸2212、牵引滚2213、牵引驱动2214、链传动222、剪切装置2220、剪切轴2221、长摇臂2222、短摇臂2223、剪切缸2224、剪刀2225、连刀杆223、翻转装置2230、翻转板2231、翻转轴2232、翻转摇臂2233、翻转缸224、推送装置2240、推送缸2241、推送杆。
12.在图1-图9所示的实施例中:烘干装置21的烘干箱210呈矩形6面箱体形状,烘干箱210相互平行的2个箱体平面上设有进口和出口,烘干箱210通过2个面积最大的箱体平面安装在烘箱支臂211上、且设有进口和出口的箱体平面与支承臂211垂直。剪切推送装置22的板材剪切架220的2件剪切立板2200的一侧短边两端通过“井”字架2201固定连接,2件剪切立板2200平行、且相互对齐,2件剪切立板2200的另一侧短边中部通过剪切台板2202固定连接;2件剪切立板2200的通过剪切台板2202连接的短边一端朝着远离“井”字架2201的方向均伸出有牵引凸耳2203、且牵引凸耳2203末端设有长度垂直于剪切立板2200短边的开口槽,2件剪切立板2200的通过剪切台板2202连接的短边另一端均设有长度垂直于剪切立板2200短边的剪切滑道2204;2件剪切立板2200靠近牵引凸耳2203一侧的长边靠近剪切台板2202处各固定1件烘干凸耳1207,安装在“井”字架2201中部的2件支座ⅲ2205的圆孔轴线同轴、且垂直于剪切立板2200,2件剪切立板2200靠近剪切滑道2204一侧的长边中部之间固定有推送驱动板2206、且推送驱动板2206板面垂直于剪切台板2202板面;导流槽2207由平板折弯而成,垂直于板面方向的横截面由j形段和斜线段构成,且斜线段末端朝着远离j形段
的弯钩末端方向倾斜,导流槽2207通过横截面为j形段的直线段远离j形段弯钩末端一侧的板面安装在推送驱动板2206远离烘干凸耳1207一侧的板面上、且j形弯钩朝着“井”字架2201方向;导流板2208安装在2件剪切立板2200之间远离烘干凸耳1207一侧的长边中部,且导流板2208板面靠近剪切滑道2204的一侧边缘至剪切立板2200固定有烘干凸耳1207的一侧边缘之间的距离小于远离剪切滑道2204的一侧边缘至剪切立板2200固定有烘干凸耳1207的一侧边缘之间的距离,2件剪切立板2200与“井”字架2201固定连接的一侧短边两端各装有1件滚轮ⅱ2209;板材剪切架220通过4件滚轮ⅱ2209安装在前序挤出冷却装置的板材冷却装置的冷却架的导轨上(附图中未画出)、且2件剪切立板2200固定有烘干凸耳1207的一侧朝着挤出冷却装置的方向,烘干装置21的2件烘箱支臂211一端安装在设置于板材剪切架220的剪切立板2200上的烘干凸耳1207上,另一端安装在设置于挤出冷却装置的板材冷却装置的冷却架上的烘干凸耳上、且烘干箱210朝上;牵引装置221的压板滚2210两端的轴支承在板材剪切架220设置在2件剪切立板2200上的牵引凸耳2203的长槽内,2件压滚缸2211分别安装在2件牵引凸耳2203末端、且2件压滚缸2211的伸缩杆末端分别将压板滚2210两端的轴压紧在牵引凸耳2203的长槽内;牵引滚2212两端的轴分别支承在2件剪切立板2200的靠近牵引凸耳2203处,牵引驱动2213安装在剪切立板2200外侧、且输出轴通过链传动2214与牵引滚2212一端的轴穿过切立板2200后的伸出端连接;剪切装置222的剪切轴2220中部装有长摇臂2221、两端各装有1件短摇臂2222,剪切轴2220两端支承在板材剪切架220的2件剪切立板2200的靠近剪切滑道2204处,长摇臂2221、2件短摇臂2222和剪切轴2220位于同一平面内、且长摇臂2221和2件短摇臂2222分别位于剪切轴2220两侧;剪切缸2223两侧分别铰接在板材剪切架220的安装于“井”字架2201中部的2件支座ⅲ2205上、且剪切缸2223的伸缩杆末端铰接在长摇臂2221末端;呈矩形平板形状的剪刀2224的1条长边切角后构成剪切刃,剪刀2224安装在板材剪切架220设置于2件剪切立板2200上的剪切滑道2204内、且剪切刃朝下,2件连刀杆2225一端分别铰接在剪刀2224的剪切刃两端,另一端分别铰接在安装于剪切轴2220两端的短摇臂2222末端;翻转装置223的翻转板2230呈矩形平板形状,翻转板2230固定在翻转轴2231上、且翻转板2230长边与翻转轴2231平行,翻转轴2231两端分别支承在板材剪切架220的2件剪切立板2200靠近剪切滑道2204一侧的长边的靠近剪切滑道2204一端,翻转轴2231一端穿过剪切立板2200后的伸出端装有翻转摇臂2232;1件翻转缸2233背离伸缩杆伸出方向的一端铰接在靠近翻转摇臂2232一侧的剪切立板2200外侧,翻转缸2233的伸缩杆末端铰接在翻转摇臂2232末端;推送装置224的2件推送缸2240安装在板材剪切架220的推送驱动板2206的朝向剪切缸2223一侧的板面上,2件推送缸2240的伸缩杆朝着背离剪切缸2223方向的伸出端装有同1件推送杆2241、且推送杆2241平行于牵引装置221的牵引滚2212轴线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1