一种混合物料在轨智能输送系统的制作方法
1.本实用新型涉及注塑供料的技术领域,特别涉及一种混合物料在轨智能输送系统。
背景技术:
2.现有的供料系统采用大功率真空吸料机远程吸料,通过管道对有色粉体、颗粒原料进行输送供用,而管道式输送系统存在的缺陷:1,色粉容易残留于管道内壁上,使色粉在管道中难以清洗,不能频繁更换原料和颜色品种;2,不同的注塑机难以进行个性化配送料,难以实现精确配料,影响产品的品质;3,管道的输送量大需采用大功率风机,能耗高,效率低;4、黏稠的粉体或颗粒不易流动,无法通过管道进行输送,容易残留在管道内壁上,造成管路的堵塞。
技术实现要素:
3.本实用新型实施例所要解决的技术问题在于,提供一种混合物料在轨智能输送系统,自动化程度高、配料精确、便于清洗,实现点对点个性化配送以及自动化无缝输配送,有效降低能耗,提高工作效率。
4.为达到上述目的,本实用新型公开了一种混合物料在轨智能输送系统,包括运输轨道、承接轨道、供料智能车,所述供料智能车运行于所述运输轨道上,所述承接轨道上设置有承接智能车,所述承接轨道的一侧设置有若干配料站,用于对储料斗进行精确配料,所述承接智能车承接所述储料斗,所述运输轨道与所述承接轨道之间设置有抬升机构,通过所述抬升机构将所述承接智能车上的储料斗抬升至所述运输轨道的下方,使所述供料智能车抓取所述抬升机构上的储料斗,并将所述储料斗输送至对应的注塑设备上。
5.优选的,所述供料智能车包括运行机构、抓取机构、升降机构、卸料机构,所述抓取机构设置于所述运行机构的下方,用于抓取所述储料斗,所述升降机构设置于所述运行机构上,通过所述升降机构驱动所述抓取机构带动所述储料斗升降,所述卸料机构设置于所述运行机构上,通过所述卸料机构控制所述储料斗卸料。
6.优选的,所述运行机构包括车体、四组横向轮、传送驱动装置,所述横向轮之间分别设置有传送轴,所述传送轴的两端分别转动设置于所述车体的底部,通过所述驱动装置驱动所述传送轴旋转,使所述车体沿运输轨道移动。
7.优选的,所述储料斗内设置有密封机构,所述密封机构包括滑杆、密封头,所述储料斗的中部固定设置有滑套,所述滑杆滑动设置于所述滑套上,且所述密封头设置于所述滑杆的下部,通过所述卸料机构驱动所述密封头竖直运动。
8.优选的,所述卸料机构包括拉杆、拉杆驱动装置,所述拉杆驱动装置设置于所述车体上,所述拉杆的底部设置有连接部,所述拉杆驱动装置驱动所述拉杆下降并使所述连接部与所述滑杆的上部接触配合,使其所述密封头控制所述储料斗的出料口开闭配合。
9.优选的,升降机构包括升降平台、升降驱动装置,所述抓取机构设置于所述升降平
台上,所述升降平台的中部具有套孔,所述升降平台的对角处分别转动设置有丝杠,所述车体的对角处分别转动设置有若干螺母副,并与所述丝杠螺纹配合,所述螺母副之间传动设置有皮带,通过所述升降驱动装置驱动所述螺母副同步运动,使其联动升降平台带动所述抓取机构上下移动。
10.优选的,所述抓取机构包括若干夹爪、驱动装置,所述若干夹爪沿所述套孔的内径等距设置,通过所述驱动装置分别驱动所述夹爪夹紧所述储料斗。
11.优选的,所述配料站包括真空料斗、中间料斗、计量料斗,所述真空料斗设置于所述中间料斗上,所述中间料斗设置于所述计量料斗上,所述真空料斗上连接有吸料枪,所述吸料枪在所述真空料斗的负压作用下将原料吸入所述中间料斗,通过所述计量料斗对所述中间料斗上的原料进行计量。
12.优选的,所述若干配料站的下方设置有滑轨,所述滑轨上滑动设置有若干干燥混料机,所述干燥混料机的出料口下方设置有承接板,所述干燥混料机上固定安装有放置驱动装置,所述放置驱动装置上固定安装有推斗驱动装置,通过所述推斗驱动装置驱动所述承接板将料斗移动至所述承接智能车的上方,并通过所述放置驱动装置联动所述承接板将所述储料斗放置于所述承接智能车上。
13.优选的,所述运输轨道上间隔设置有若干与所述注塑设备相应的到位检测装置,用于检查所述供料智能车的到位信息。
14.相比于现有技术,本实用新型的有益效果在于:
15.1、本技术中若干配料系统可根据各个注塑设备所需的原料进行配比,并通过储料斗对不同配比的原料进行出料,从而实现对各个注塑设备所需原料的精确配料,同时储料斗便于清洗,输送多种原料不易混料,使投料更加精准有效提高产品的品质、质量,有效提高工作效率,降低能耗。
16.2、注塑设备将缺料指令发生至承接智能车上,使承接智能车承接相应的储料斗,并将储料斗运输至升降臂的位置,通过升降臂将储料斗转移至运输轨道上的供料智能车上,使供料智能车根据储料斗内的原料输送至对应的注塑设备上,实现点对点个性化配种,对不同原料达到精准输送,无需人工进行投料,大大提高工作效率。
17.3、若干夹爪沿套空等距设置,使储料斗能够固定于供料智能车上,保证储料斗在输送过程中保持稳定,不易发生晃动、偏移,避免影响下料的精准性。
18.4、升降机构能够联动抓取机构带动储料斗向下移动,使储料斗伸入注塑设备的下料口内,避免储料斗内的物料掉出注塑设备外,影响工作环境。
19.5、储料斗内滑动设置有拉杆,且拉杆的下部与储料斗的阀门密封的密封头,而运输智能车上设置有卸料机构,通过卸料机构控制拉杆打开储料斗的阀门或者关闭阀门,从而实现自动卸料。
附图说明
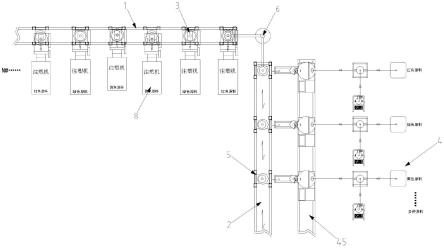
20.图1为本实用新型的整体结构俯视图;
21.图2为本实用新型的整体结构主视图;
22.图3为供料智能车的整体结构主视图;
23.图4为供料智能车的整体结构侧视图;
24.图5为储料斗的整体结构示意图。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
26.参照图1、图2所示,一种混合物料在轨智能输送系统,包括并列设置的运输轨道1、并列设置于运输轨道1下方的承接轨道2以及运行于运输轨道1上的供料智能车3,承接轨道2的一侧设置有若干配料站4,承接轨道2上设置有承接智能车5,承接智能车5用于承载配料站4上输出的储料斗,运输轨道1与承接轨道2之间设置有抬升机构6,通过抬升机构6将承接智能车5上的储料斗7 移动至供料智能车3的下方,且运输轨道1的下方沿轴向设置有若干注塑设备8,通过供料智能车3抓取抬升机构6上的储料斗7,并将储料斗7输送至对应的注塑设备8上进行投料,本实施例中运输轨道可采用若干成对的运输轨道1,可实现更多有色原料的运输,能够有效提高生产效率。
27.配料站4包括真空料斗41、中间料斗42、计量料斗43,真空料斗41设置于中间料斗42上,中间料斗42设置于计量料斗43上,若干配料站4的下方设置有滑轨45,滑轨45上滑动设置有若干干燥混料机44,真空料斗41上连接有吸料枪411,吸料枪411在真空料斗41的负压作用下将原料吸入中间料斗42,中间料斗42内的原料落入计量料斗43内,并通过计量料斗43对原料进行计量,计量料斗43将计量后的原料送入干燥混料机44内进行搅拌,并通过干燥混料机 44将混合的原料送入储料斗7内,本实施例中若干配料站4分别用于输送不同颜色的原料,如黄色原料、绿色原料、红色原料等,因此,相应的干燥混料机 44能够沿滑轨45移动至对应颜色原料的计量料斗43下方,使干燥混料机44承接多种颜色原料,同时根据计量料斗43保证不同颜色原料之间配比精准性,再由干燥混料机对不同颜色原料进行搅拌混合。
28.干燥混料机44的出料口下方设置有承接板,干燥混料机44的下方设置有放置驱动装置,放置驱动装置上固定设置有推斗驱动装置,本实施例中放置驱动装置、推斗驱动装置优选采用气缸,储料斗7放置于承接板上,通过推斗驱动装置驱动储料斗移动至承接智能车5的上方,在通过放置驱动装置驱动推斗驱动装置向下移动,使储料斗7放置于承接智能车5上,通过承接智能车5将储料斗7输送至抬升机构6上,抬升机构6包括旋转平台、立柱62、升降臂63,立柱62转动设置于旋转平台上,升降臂63滑动设置于立柱62上,通过抬升驱动装置驱动升降臂63带动承接智能车5上的储料斗7向上移动,接着通过旋转驱动装置驱动升降臂63将储料斗7转移至供料智能车3的下方。
29.参照图3、图4所示,供料智能车3包括运行机构31、抓取机构32、升降机构33、卸料机构,抓取机构32设置于运行机构31的下方,通过升降机构33 驱动抓取机构32带动储料斗7升降,并通过卸料机构控制储料斗7进行投料。
30.运行机构31包括车体311、四组横向轮312、传送驱动装置,横向轮312之间分别设置有传送轴313,传送轴313的两端分别转动设置于车体311的底部,传送驱动装置优选采用电机,传送驱动装置的输送轴与传送轴313之间为皮带的传动方式,通过传送驱动装置驱动传送轴313旋转,使车体311沿运输轨道1 水平移动。
31.升降机构33包括升降平台331、升降驱动装置,抓取机构32设置于升降平台331上,
升降平台331的中部具有套孔,可供储料斗7穿过,升降平台331的对角处分别转动设置有丝杠332,车体311的对角处分别转动设置有若干螺母副 333,并与丝杠332螺纹配合,升降驱动装置优选采用电机,其输出轴与螺母副 333之间采用皮带的传动方式,通过升降驱动装置驱动螺母副333同步运动,使其联动升降平台331带动抓取机构32升降,抓取机构32包括若干夹爪、若干驱动装置,若干夹爪沿套孔的内径等距设置,且本实施例中夹爪呈“l”型结构,夹爪上分别转动设置有联动轴,升降平台的底面沿周向设置有若干联动座,联动轴分别与联动座螺纹连接,驱动装置优选采用电机,其输出轴与联动轴之间通过皮带、带轮的连接方式,通过驱动装置驱动丝杆旋转,使其联动若干夹爪夹紧储料斗。
32.再结合图5所示,储料斗7内设置有密封机构71,密封机构71包括滑杆711、密封头712,储料斗7的中部固定设置有滑套713,滑杆711滑动设置于滑套713 上,且滑杆711的上端延伸至储料斗7的外部,密封头712设置于滑杆711的下部,卸料机构包括拉杆、拉杆驱动装置,拉杆驱动装置设置于车体311上,车体 311的中部转动设置有拉套,拉杆与拉套螺纹配合,本实施例优选采用电机,其输出轴与拉套之间采用皮带的传动方式,拉杆的底部设置有连接部,本实施例中连接部优选采用电磁铁,通过拉杆驱动装置驱动拉杆向下移动,使连接部与滑杆711的上部接触配合,使其联动密封头712竖直运动,从而控制储料斗7 的出料口开闭配合。
33.运输轨道1上间隔设置有若干与注塑设备8相应的到位检测装置,本实施例中到位检测装置优选采用红外线传感器,用于检查供料智能车的到位信息,保证供料智能车能够准确停留在对应的注塑设备上,实现点对点的个性化配送。
34.参照图1-图5所示,本实用新型具体的工作过程如下:
35.其中一注塑设备8发出缺料设备后,配料系统4则根据注塑设备8所需的原料进行配比,使干燥混料机44承接该原料并将原料进行搅拌混合,混合后的原料输入储料斗7内并将储料斗7移动至承接智能车5上,承接智能车5随之沿承接轨道2运行至升降臂63的下方,使抬升驱动装置驱动升降臂63将储料斗7 上升,并通过旋转驱动装置将储料斗7转移至运输轨道1的下方,供料智能车3 随之运行至储料斗7的上方,通过升降驱动装置驱动升降平台331,使抓取机构 32向下移动至储料斗7的上部,通过驱动装置驱动若干夹爪分别夹紧储料斗7,升降驱动装置随之驱动升降平台331复位,随后,供料智能车3沿运输轨道1 运行至注塑设备8的位置。
36.当对应注塑设备8的到位检测装置检测到供料智能车3时,供料智能车3 随之停止运行,使供料智能车3精准到达缺料的注塑设备8的上方,升降驱动装置随之驱动升降平台331下降,使储料斗7的出料口进入注塑设备8的进料口内,拉杆驱动装置则驱动拉杆向下移动,使拉杆上的连接部通电并与储料斗7 的滑杆711接触配合,拉杆驱动装置随之驱动拉杆向上移动,使密封头712远离储料斗7的出料口,储料斗7内的原料随之倾倒于注塑设备8内,升降驱动装置随之控制储料斗7复位,密封头712随之关闭储料斗7的出料口,使供料智能车 3将储料斗7运回原点并放置于升降臂63上,因此,本实施例可根据各个注塑设备8所需的原料进行配比,通过若干储料斗7储存不同原料供给相应的各个注塑设备8,并由供料智能车3对储料斗7进行在线轨道输送,从而提高生产效率及运输效率。
37.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范
围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1