一种双色灯罩模具快速冷却成型装置的制作方法
1.本实用新型涉及模具成型技术领域,具体为一种双色灯罩模具快速冷却成型装置。
背景技术:
2.随着模具技术的进一步发展,注塑件的外观、质量及成本越来越受到关注,因此对应的注塑模具的要求也越来越高,从单色到双色,从双色覆盖到双色结合。双色结合产品简而言之就是一色成型后产品跟随动模运动,然后再次合模由第二色与一色成型出的产品相拼接结合而成,这样的模具能够降低成本,减轻重量,带来更加美观的产品,满足更高的要求。
3.市场上的双色灯罩模具成型装置存在冷却效果不佳,不能在灯罩成型后快速冷却及快速脱模,影响加工效率的问题,为此,我们提出一种双色灯罩模具快速冷却成型装置。
技术实现要素:
4.本实用新型的目的在于提供一种双色灯罩模具快速冷却成型装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种双色灯罩模具快速冷却成型装置,包括下模具座、冷却组件和上密封组件,所述下模具座内部开设有内腔,且内腔中部安装有模芯,用于快速水冷的所述冷却组件设置于模芯的外侧,且冷却组件包括导热块、支撑片、通口、隔板和冷却腔,所述导热块外侧固定连接有支撑片,且支撑片下侧中部开设有通口,所述导热块外侧表面安装有隔板,且隔板外侧设置有冷却腔,所述下模具座右侧下端安装有注水管,且下模具座左侧上端设置有出水管,所述下模具座四端中部开设有安装腔,所述上密封组件连接于下模具座的上端。
6.进一步的,所述导热块内壁与模芯外壁连接面相互贴合,且导热块呈环状。
7.进一步的,所述支撑片关于导热块外侧呈等距离分布,且支撑片贯穿于隔板内部。
8.进一步的,所述支撑片贯穿于隔板内部,且支撑片与冷却腔呈卡合连接。
9.进一步的,所述上密封组件包括上模具座和固定块,且上模具座左下侧固定连接有固定块。
10.进一步的,所述固定块外口结构尺寸与安装腔开口结构尺寸相吻合,且安装腔设置有四个。
11.进一步的,所述下模具座下侧连接有模具底板,且模具底板中部上端连接有顶针板。
12.本实用新型提供了一种双色灯罩模具快速冷却成型装置,具备以下有益效果:该双色灯罩模具快速冷却成型装置,通过设置热传导模块对成型模具进行快速导热,并通过水冷的方式进行快速冷却,提高整个模具成型装置的冷却效果,以便于后续脱模以及下一步加工成型的效率;
13.该双色灯罩模具快速冷却成型装置设置有导热块,在模芯的外侧连接有一块环状相贴合的导热块,该导热块高效导热的金属合金支撑,在模具成型后,通过该导热块对模芯内部成型的模具进行高效的热传导,以达到快速散热的目的;
14.该双色灯罩模具快速冷却成型装置设置有支撑片,导热块的顶端设置有材质相一致的一体化支撑片,其贯穿于隔板进入连接面相互贴合的冷却腔内部进行卡合,将环状的冷却腔划分为多个等距离分布的小区间,进而当导热块进行热传导时,热量均匀分布在导热块以及支撑片表面,使得冷却液充分对支撑片进行热量中和,以实现成型的模具进行快速散热冷却;
15.该双色灯罩模具快速冷却成型装置设置有下模具座,在上模具座与下模具座相贴合时,使得上模具座下端的四块固定块与下模具座上表面四端中部开设的结构尺寸相吻合的安装腔相卡合进行定位,而下模具座左侧下端设置有注水管,下模具座右侧上端设置有出水管,便于在模具成型后冷却时通过注水管注入,直至充满冷却腔从出水管后排出,以源源不断注入冷却液,提高整体的冷却效率以及冷却效果。
附图说明
16.图1为本实用新型整体正面结构示意图;
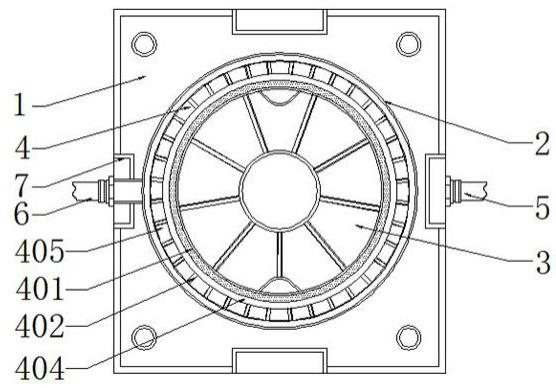
17.图2为本实用新型下模具座俯视结构示意图;
18.图3为本实用新型导热块与支撑片仰视连接结构示意图。
19.图中:1、下模具座;2、内腔;3、模芯;4、冷却组件;401、导热块;402、支撑片;403、通口;404、隔板;405、冷却腔;5、注水管;6、出水管;7、安装腔;8、上密封组件;801、上模具座;802、固定块;9、模具底板;10、顶针板。
具体实施方式
20.如图2和图3所示,一种双色灯罩模具快速冷却成型装置,包括下模具座1、冷却组件4和上密封组件8,下模具座1内部开设有内腔2,且内腔2中部安装有模芯3,用于快速水冷的冷却组件4设置于模芯3的外侧,且冷却组件4包括导热块401、支撑片402、通口403、隔板404和冷却腔405,导热块401外侧固定连接有支撑片402,且支撑片402下侧中部开设有通口403,导热块401内壁与模芯3外壁连接面相互贴合,且导热块401呈环状,在模芯3的外侧连接有一块环状相贴合的导热块401,该导热块401高效导热的金属合金支撑,在模具成型后,通过该导热块401对模芯3内部成型的模具进行高效的热传导,以达到快速散热的目的。
21.如图2所示,导热块401外侧表面安装有隔板404,且隔板404外侧设置有冷却腔405,支撑片402贯穿于隔板404内部,且支撑片402与冷却腔405呈卡合连接,支撑片402关于导热块401外侧呈等距离分布,且支撑片402贯穿于隔板404内部,导热块401的顶端设置有材质相一致的一体化支撑片402,其贯穿于隔板404进入连接面相互贴合的冷却腔405内部进行卡合,将环状的冷却腔405划分为多个等距离分布的小区间,进而当导热块401进行热传导时,热量均匀分布在导热块401以及支撑片402表面,使得冷却液充分对支撑片402进行热量中和,以实现成型的模具进行快速散热冷却。
22.如图1和图2所示,下模具座1右侧下端安装有注水管5,且下模具座1左侧上端设置有出水管6,下模具座1四端中部开设有安装腔7,上密封组件8连接于下模具座1的上端。上
密封组件8包括上模具座801和固定块802,且上模具座801左下侧固定连接有固定块802,固定块802外口结构尺寸与安装腔7开口结构尺寸相吻合,且安装腔7设置有四个,在上模具座801与下模具座1相贴合时,使得上模具座801下端的四块固定块802与下模具座1上表面四端中部开设的结构尺寸相吻合的安装腔7相卡合进行定位,便于整个模具成型装置的定位安装,保证整体的稳定性。下模具座1下侧连接有模具底板9,且模具底板9中部上端连接有顶针板10。
23.综上,该双色灯罩模具快速冷却成型装置,使用时,首先在模具成型后,通过左端的注水管5通入冷却液进入冷却腔405内部,通过支撑片402底端中部开设的通口403使得冷却液均匀流通装个冷却腔405,而模芯3的外侧连接有一块环状相贴合的导热块401,该导热块401高效导热的金属合金支撑,在模具成型后,通过该导热块401对模芯3内部成型的模具进行高效的热传导,而导热块401的顶端设置有多块等距离分布且材质相一致的一体化支撑片402,支撑片402均贯穿隔板404进入连接面相互贴合的冷却腔405内部进行卡合,将环状的冷却腔405划分为多个等距离分布的小区间,进而当导热块401进行热传导时,热量均匀分布在导热块401以及支撑片402表面,使得冷却液充分对支撑片402进行热量中和,以实现成型的模具进行快速散热冷却,并且在冷却液充满冷却腔405后从右端上侧的出水管6排出,源源不断流入冷却液,提高整个模具成型装置的冷却效率以及冷却效果,通过该种间接式水冷散热一方面保证快速冷却散热的效果,另一方面避免对成型模具的破坏,这样就完成了整个双色灯罩模具快速冷却成型装置的使用过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1