精密塑胶模具内行位内抽芯结构的制作方法
1.本实用新型涉及塑胶模具的技术领域,特别涉及一种精密塑胶模具内行位内抽芯结构。
背景技术:
2.产品的内壁上常常有不规则方向扣位,需要设计朝不同方向抽芯的行位结构。比如,如图1所示,产品18的内壁上具有需要沿产品18的右下方向抽芯的扣位和需要沿产品18的右上方向抽芯的扣位,且这两个扣位之间的位置很近,结构复杂,现有对于这种产品18的行位抽芯结构一般是使用弹板结构,但这样的常规做法常常因为空间限制,无法顺利脱模,容易出现粘模情况。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种精密塑胶模具内行位内抽芯结构。
4.为实现上述目的,本实用新型提出的精密塑胶模具内行位内抽芯结构,包括:滑动设在模具的后模仁内的第一型芯、第二型芯及第三型芯,第一型芯、第二型芯、第三型芯及后模仁共同成型产品的内壁。后模仁内设有可驱动第一型芯沿产品的右下方滑动的第一行位,后模仁内设有可驱动第二型芯沿产品的右下方滑动的第二行位,第二型芯沿产品的右下方滑动带动第三型芯沿产品的右上方滑动。第一行位内插设有斜导柱,斜导柱固定在模具的前模上,第二行位内插设有铲机,铲机固定在模具的前模上。
5.优选地,第一行位沿产品的前后方向滑动在后模仁内,第一型芯上设有第一斜面,第一斜面上设有倾斜的第一t型槽,第一行位的侧壁上设有与第一斜面滑动配合的第二斜面,且第二斜面上设有与t型槽滑动配合的第一t型块。
6.优选地,第二型芯直接固定在第二行位上,第二行位与第二型芯的滑动方向一致。第二型芯的顶部设有导向条,第一型芯滑动设在导向条上。
7.优选地,第二型芯朝向产品的一侧设有容置槽,第三型芯设在容置槽内。容置槽的顶部内壁设有第三斜面,第三斜面上设有第二t型块,第三型芯的顶壁设有与第三斜面滑动配合的第四斜面,第四斜面上设有与第二t型块滑动配合的第二t型槽。
8.优选地,后模仁固定有导向块,导向块内设有沿产品的右上方倾斜的导向通孔,第三型芯的底部设有插入导向通孔内的导向柱。
9.优选地,铲机设有第五斜面,第二行位设有与第五斜面配合的第六斜面,且第五斜面与第六斜面之间设有延迟间隙。
10.与现有技术相比,本实用新型的有益效果在于:该行位抽芯结构整体结构紧凑,能满足小空间朝不同方向抽芯脱模的要求,且各型芯受力平衡,脱模顺畅。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
12.图1为被成型的产品的立体结构图;
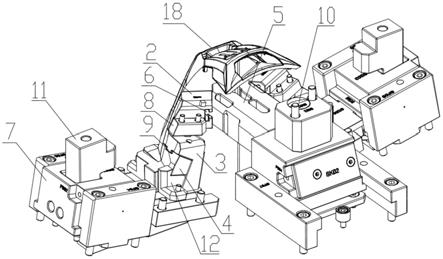
13.图2为本实用新型一实施例的立体结构;
14.图3为本实用新型一实施例去掉后模仁后的立体结构图;
15.图4为本实用新型一实施例去掉后模仁后的截面结构图;
16.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
17.本实用新型提出一种精密塑胶模具内行位内抽芯结构。
18.参照图1-4,图1为被成型的产品的立体结构图,图2为本实用新型一实施例的立体结构,图3为本实用新型一实施例去掉后模仁后的立体结构图,图4为本实用新型一实施例去掉后模仁后的截面结构图。
19.如图1-4所示,在本实用新型实施例中,该精密塑胶模具内行位内抽芯结构,包括:滑动设在模具的后模仁1内的第一型芯2、第二型芯3及第三型芯4,第一型芯2、第二型芯3、第三型芯4及后模仁1共同成型产品18的内壁。
20.后模仁1内设有第一行位5,第一行位5沿产品18的前后方向滑动在后模仁1内,第一型芯2上设有第一斜面,第一斜面上设有倾斜的第一t型槽6,第一行位5的侧壁上设有与第一斜面滑动配合的第二斜面,且第二斜面上设有与t型槽滑动配合的第一t型块。从而,第一行位5可实现驱动第一型芯2沿产品18的右下方滑动,实现沿产品18的右下方抽芯。而且,第一行位5的运动方向与第一型芯2的运动方向不在一个方向上,可省去第一行位5运动时占用产品18成型位置的空间。
21.后模仁1内设有第二行位7,第二型芯3直接固定在第二行位7上,第二行位7与第二型芯3的滑动方向一致。第二型芯3的顶部设有导向条8,第一型芯2滑动设在导向条8上,从而,第二行位7可实现驱动第二型芯3沿产品18的右下方滑动。由于第二行位7与第一行位5的运动方向错开,使得后模仁1内有足够的空间供第一行位5和第二行位7运动,满足两个行位在小空间内运动。
22.第二型芯3朝向产品18的一侧设有容置槽,第三型芯4设在容置槽内。容置槽的顶部内壁设有第三斜面,第三斜面上设有第二t型块9,第三型芯4的顶壁设有与第三斜面滑动配合的第四斜面,第四斜面上设有与第二t型块9滑动配合的第二t型槽。从而,第二型芯3沿产品18的右下方滑动时,会带动第三型芯4沿产品18的右上方滑动,实现沿产品18的右上方向抽芯。第一行位5内插设有斜导柱10,斜导柱10固定在模具的前模上,第二行位7内插设有铲机11,铲机11固定在模具的前模上,从而实现模具前后模开模时驱动第一行位5和第二行位7运动。
23.进一步地,在本实施例中,如图4所示,后模仁1固定有导向块12,导向块12内设有沿产品18的右上方倾斜的导向通孔13,第三型芯4的底部设有插入导向通孔13内的导向柱
14,从而实现对第三型芯4沿产品18的右上方向抽芯时的导向。
24.进一步地,在本实施例中,如图4所示,铲机11设有第五斜面15,第二行位7设有与第五斜面15配合的第六斜面16,且第五斜面15与第六斜面16之间设有延迟间隙17,可实现第一行位5先带动第一型芯2对产品18抽芯,而第二行位7带动第二型芯3和第三型芯4延迟抽芯,使得产品18的内壁分次抽芯,产品18抽芯更加顺畅,不会粘模。
25.进一步地,在本实施例中,如图4所示,根据产品18内壁对称结构特征,第一型芯2、第二型芯3、第三型芯4及第二行位7均可以关于第一行位5对称设置有两个。
26.与现有技术相比,本实用新型的有益效果在于:该行位抽芯结构整体结构紧凑,能满足小空间朝不同方向抽芯脱模的要求,且各型芯受力平衡,脱模顺畅。
27.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
技术特征:
1.一种精密塑胶模具内行位内抽芯结构,其特征在于,包括:滑动设在模具的后模仁内的第一型芯、第二型芯及第三型芯,所述第一型芯、第二型芯、第三型芯及后模仁共同成型产品的内壁;所述后模仁内设有可驱动所述第一型芯沿产品的右下方滑动的第一行位,所述后模仁内设有可驱动所述第二型芯沿产品的右下方滑动的第二行位,所述第二型芯沿产品的右下方滑动带动所述第三型芯沿产品的右上方滑动;所述第一行位内插设有斜导柱,所述斜导柱固定在模具的前模上,所述第二行位内插设有铲机,所述铲机固定在模具的前模上。2.如权利要求1所述的精密塑胶模具内行位内抽芯结构,其特征在于,所述第一行位沿产品的前后方向滑动在所述后模仁内,所述第一型芯上设有第一斜面,所述第一斜面上设有倾斜的第一t型槽,所述第一行位的侧壁上设有与所述第一斜面滑动配合的第二斜面,且所述第二斜面上设有与所述t型槽滑动配合的第一t型块。3.如权利要求1所述的精密塑胶模具内行位内抽芯结构,其特征在于,所述第二型芯直接固定在所述第二行位上,所述第二行位与所述第二型芯的滑动方向一致;所述第二型芯的顶部设有导向条,所述第一型芯滑动设在所述导向条上。4.如权利要求1所述的精密塑胶模具内行位内抽芯结构,其特征在于,所述第二型芯朝向产品的一侧设有容置槽,所述第三型芯设在所述容置槽内;所述容置槽的顶部内壁设有第三斜面,所述第三斜面上设有第二t型块,所述第三型芯的顶壁设有与所述第三斜面滑动配合的第四斜面,所述第四斜面上设有与所述第二t型块滑动配合的第二t型槽。5.如权利要求1所述的精密塑胶模具内行位内抽芯结构,其特征在于,所述后模仁固定有导向块,所述导向块内设有沿产品的右上方倾斜的导向通孔,所述第三型芯的底部设有插入所述导向通孔内的导向柱。6.如权利要求1-5任一项所述的精密塑胶模具内行位内抽芯结构,其特征在于,所述铲机设有第五斜面,所述第二行位设有与所述第五斜面配合的第六斜面,且所述第五斜面与所述第六斜面之间设有延迟间隙。
技术总结
本实用新型公开了一种精密塑胶模具内行位内抽芯结构,包括:滑动设在模具的后模仁内的第一型芯、第二型芯及第三型芯,第一型芯、第二型芯、第三型芯及后模仁共同成型产品的内壁。后模仁内设有可驱动第一型芯沿产品的右下方滑动的第一行位,后模仁内设有可驱动第二型芯沿产品的右下方滑动的第二行位,第二型芯沿产品的右下方滑动带动第三型芯沿产品的右上方滑动。第一行位内插设有斜导柱,斜导柱固定在模具的前模上,第二行位内插设有铲机,铲机固定在模具的前模上。本实用新型的有益效果在于:该行位抽芯结构整体结构紧凑,能满足小空间朝不同方向抽芯脱模的要求,且各型芯受力平衡,脱模顺畅。脱模顺畅。脱模顺畅。
技术研发人员:黄强 关永桑
受保护的技术使用者:欧唐科技(深圳)有限公司
技术研发日:2022.05.05
技术公布日:2022/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1