无注料管的均温板的制备方法及其成品与流程
[0001]
本发明与一种均温板的制备制备有关,尤指一种在制造过程中完全不需要注料管的均温板制备方法、以及在制备制备完成后也没有注料管的均温板成品。
背景技术:
[0002]
众所周知的,现在的均温板(vapor chamber)在制备上,如第 103125191号专利申请等,皆需要设置注料管(亦或称除气管等)来完成如注入工作流体、除气或抽真空,进而得以封焊来封边及封口,以构成均温板。
[0003]
然而,由于在制备上因已设置上述注料管,因此完成后通常也会将所述注料管维持于均温板上,故在其外观造型即突出一根管状物,容易影响均温板在装配于薄化等3c产品上。因此,现有的均温板制备中,如第104129879号专利申请等,会进一步将注料管突出于外的部位予以截断,来维持均温板周缘的外观一致性,从而解决装配在空间受限的场合所衍生的问题。
[0004]
注料管对均温板的影响不仅仅于此。在现今3c产品要求薄化的需求下,均温板也被要求应所述要采更薄的设计,如第104118900号专利申请等。但若在制备上需要通过注料管进行上述制备,则因注料管本身须具有一定的外径,而使均温板的厚度也至少应相当于注料管的外径,以致难以达到更加薄化的需求。同时,也由于在制备上也必须先设置注料管,且在制备结束后再进行加工来消除,因此在均温板壳体边缘也必然会残留有设置注料管的痕迹,如残留注料管局部的部位、供注料管设置的凹痕或焊料等,使其壳体边缘无法构成真正连续而完整的封合边。
[0005]
而目前的技术中,大多仍在制备上将均温板的壳体延伸出作为注入工作流体、除气或抽真空的注料管,管径可以大于均温板的厚度,待制备完成后将口隙作第二次压合封口,再截去注料管即可。但如是的制造过程中,仍然须要注料管的设置,才可以进行所谓注入工作流体、除气或抽真空等制备,故注料管对均温板的制备仍存在一定的影响性,并非真正的不需要注料管。
[0006]
有鉴于此,本发明人为改善并解决上述技术问题,乃特潜心研究并配合学理运用,终于提出一种设计合理且有效改善上述技术问题的技术方案。
技术实现要素:
[0007]
本发明的主要目的,在于可提供一种无注料管的均温板的制备方法及其成品,其可在均温板的制备中,完全不需设置注料管等构件,以真正达到无注料管的均温板的制备技术,从而使均温板在制备上不再受注料管的任何影响。
[0008]
为了达成上述目的,本发明提供一种无注料管的均温板的制备方法,其步骤包括:
[0009]
a)准备用于相互盖合成均温板壳体的二板体,并于二板体内注入工作流体;
[0010]
b)准备密封空间,且密封空间内具有冰冻装置,并将注入有工作流体的二板体置放于冰冻装置上,以使工作流体的温度维持在真空状态的沸点以下;以及
[0011]
c)对密封空间进行真空化后,将二板体周缘进行密封。
[0012]
优选地,所述步骤a)先将任一所述板体平置于一加工台上,并经由填装有工作流体的注入器将所述工作流体予以注入,再将另一所述板体盖合于所述板体上。
[0013]
优选地,所述二板体内设有支撑结构。
[0014]
优选地,所述步骤a)还准备设于所述二板体内的支撑结构,且经由填装有工作流体的注入器所述工作流体予以填注予所述支撑结构表面,再将所述支撑结构设于所述二板体内。
[0015]
优选地,所述步骤a)通过加压模具施压于另一所述板体上。
[0016]
优选地,所述步骤a)以扣具夹固所述二板体。
[0017]
优选地,所述步骤b)于一真空箱内进行。
[0018]
优选地,所述冰冻装置为冷冻盘或冰冻盘。
[0019]
优选地,所述步骤c)通过焊枪对所述二板体进行密封。
[0020]
为了达成上述目的,本发明提供一种无注料管的均温板,包括壳体与毛细组织,壳体由相互盖合的二板体构成,且二板体中至少一个具有突出的容置部、以及沿其容置部周缘连续围绕而形成的封合缘,而毛细组织则设于二板体的容置部内壁;其中,二板体的封合缘相互贴接而被连续围绕着二板体外缘并封边封合构成,以于容置部内密封工作流体。
[0021]
优选地,所述二板体的封合缘彼此完全为平整状而相贴接着。
[0022]
优选地,所述二板体上分别设有彼此相对应的二穿孔,且所述二穿孔外各形成有孔缘而彼此相互贴接。
[0023]
优选地,任一所述板体的容置部向内凹入一外孔壁,且所述外孔壁一体连接至其孔缘上。
[0024]
优选地,任一所述板体的容置部上向内凹入一盲孔,所述盲孔由一底缘与连接于所述底缘外的环壁所构成,且通过所述底缘与另一所述板体相贴接。
附图说明
[0025]
图1为本发明制备方法的步骤流程图。
[0026]
图2为本发明成品的立体分解示意图。
[0027]
图3为本发明注入工作流体的制备示意图。
[0028]
图4为本发明盖合二板体的制备示意图。
[0029]
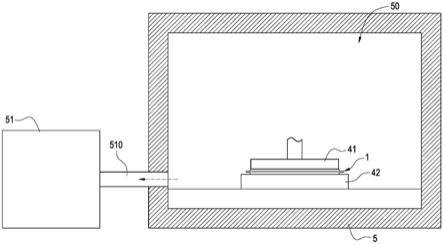
图5为本发明以真空箱进行除气的制备示意图。
[0030]
图6为本发明于真空箱内进行封边的制备示意图。
[0031]
图7为本发明成品的立体外观示意图。
[0032]
图8为本发明成品的剖面示意图。
[0033]
图9为本发明注入工作流体的另一制备实施方式示意图。
[0034]
图10为本发明成品另一实施例的局部剖示图。
[0035]
其中,壳体1、板体10、容置部100、封合缘101、穿孔102、孔缘102a、板体11、容置部110、封合缘111、穿孔112、孔缘112a、外孔壁112b、盲孔113、底缘113a、环壁113b、毛细组织2、工作流体20、支撑结构3、加工台 4、注入器40、加压模具41、冰冻装置42、焊枪43、真空箱5、密封空间50、真空装置51、真空管510、步骤s1~s3。
具体实施方式
[0036]
为了使本领域技术人员能更进一步了解本发明的特征及技术内容,请参阅以下有关本发明之详细说明与附图,然而所附图式仅提供参考与说明用,并非用来对本发明加以限制。
[0037]
请参阅图1,为本发明制备方法的步骤流程图。本发明提供一种无注料管的均温板的制备方法及其成品,其可在均温板的制备中,完全不需要以现有技术中的采用的注料管来达到如注入工作流体、除气或抽真空等制备,即可完成均温板。
[0038]
请一并参阅图2所示,并配合图1的步骤s1所述:准备用于相互盖合成均温板壳体1的二板体10、11,所述二板体10、11为上、下相盖合而可具有相互对称的形状,即所述二板体10、11中至少一个具有大面积平面而突出的容置部100、110、以及沿容置部100、110 周缘连续围绕而形成的封合缘101、111,且所述二板体10、11的容置部100、110内壁设有毛细组织2,所述毛细组织2可为烧结粉末或编织网等可提供毛细力的物质所构成。此外,所述二板体10、11 于容置部100、110内亦可进一步设有支撑结构3,以抵顶于二容置所述二板体10、11的容置部100、110内壁的毛细组织2上。
[0039]
承上所述,于上述二板体10、11内注入工作流体20。其中,如图3所示,在本发明所举的一实施例中,可先将任一板体10平置于加工台4上,即其容置部100外表面平躺于加工台4上,以使其容置部100内壁朝向上方,再经由填装有工作流体20的注入器40,将适量的工作流体20予以注入。接着,如图4所示,即可将另一板体11 盖合于所述板体10上,并可通过加压模具41施压于另一板体11上、或以其它扣具(图略)夹固二板体10、11,以使注入的工作流体20 维持于二板体10、11内。此时,若欲于均温板内设置上述支撑结构 3,亦应于二板体10、11盖合前即装配于其内部。
[0040]
再请一并参阅图5所示,并配合图1的步骤s2所述:准备密封空间50,且所述密封空间50内具有冰冻装置42,并将注入有所述工作流体20的所述二板体10、11置放于所述冰冻装置42上,以使所述工作流体20的温度维持在真空状态的沸点以下。其中,所述密封空间50可以通过真空箱5达成,所述真空箱5设有一对其密封空间 50进行抽真空或真空化的真空装置51,所述真空装置51可为真空帮浦,并以真空管510连接至密封空间50内,以对所述密封空间50进行抽真空或真空化。而所述冰冻装置42则用以对二板体10、11内的工作流体20提供低温,所述冰冻装置42可为冷冻盘或冰冻盘,通过与任一板体10的接触而能将低温传递至工作流体20,使工作流体20 保持在所需的低温下,其低温即指所述工作流体20在真空状态的沸点以下,以避免工作流体20完全汽化。
[0041]
最后,请一并参阅图6所示,并配合图1的步骤s3所述:对上述密封空间50进行真空化后,将所述二板体10、11周缘进行密封,即可完成所述无注料管的均温板。其中,即通过上述真空装置51对密封空间50进行抽真空或真空化,从而使处于所述密封空间50中的二板体10、11内部的工作流体20汽化,待完成后即可以焊枪43对所述二板体10、11的封合缘101、111进行焊接并予以封合,进而可在上述完全没有借由现有技术中的注料管等构件,即可制造完成所述均温板(即如图7所示)。
[0042]
如图8所示,所述均温板即以其二板体10、11的封合缘101、 111相互贴接,而被杆枪43以连续封边封合形成,且因二板体10、 11在真空状态下进行封边封合而无须设置注料管,所以焊枪43在焊接的过程中不需要中断或跨过注料管,以致形成的封合缘101、111 在
彼此相互封合上是连续围绕着二板体10、11外缘形成没有任何中断部位的循环(如以电弧焊留在封合缘101、111上的焊印构成所述循环),意即二板体10、11的封合缘101、111没有任何设置过注料管的痕迹,如供注料管设置的凹槽、或为焊接注料管的焊料或残料,二封合缘101、111是连续围绕着二板体10、11且彼此完全为平整状而相贴接着,所述平整状即指没有上述的任何痕迹,借以将工作流体 20密封于二板体10、11的容置部100、110内。
[0043]
此外,如图9所示,上述注入工作流体20的制备中,若欲增设所述支撑结构3时,也可以通过支撑结构3本身来承载工作流体20;意即所述注入器40亦可将适量的工作流体20填注于支撑结构3表面,再将支撑结构3摆置于板体10上后,盖合另一板体11而进入后续于密封空间50内的加工制备。
[0044]
再者,如图10所示,在本发明均温板的其它实施例中,亦可进一步于所述二板体10、11之容置部100、110上分别设有彼此相对应的二穿孔102、112,以供均温板可对应安装的部位供如螺栓等锁固元件穿设并固定。所述二穿孔102、112的数量可视二板体10、11的面积来成对增设,且所述二穿孔102、112外各形成有一孔缘102a、 112a而彼此相互贴接,进而可过如焊接等方式密封孔缘102a、112a;更详细地,可由任一板体11的容置部110向内凹入一外孔壁112b,外孔壁112b一体连接至其孔缘112a上。此外,也可以于任一板体 11的容置部110上向内凹入一盲孔113,所述盲孔113由一底缘113a 与连接于所述底缘113a外的环壁113b所构成,并通过底缘113a与另一板体10相贴接,其数量亦可视二板体10、11的面积来增设,如此可作为二板体10、11间相互支撑可省体上述支撑结构3,同时也能维持二板体10、11表面的平整度及其结构强度。
[0045]
是以,借由上述构造组成,即可得到本发明无注料管的均温板的制备方法及其成品。
[0046]
因此,借由本发明无注料管的均温板的制备方法及其成品,由于在制备中可做到真正完全没有现有技术的注料管等构件,因此整个制备中即不受注料管的影响而能容易达到自动化及大量生产的目的,进而可提高产品良率、降低成本,尤其适合应用于要求厚度薄化(如适用厚度在0.4mm等场合)、或面积极小化的均温板,且在外观造型上也不受注料管的限制或设置上种种困扰,因而在外观造型上也较有变化及设计上较为弹性。
[0047]
综上所述,本发明确可达到预期之使用目的,而解决现有技术中存在的问题。而以上所述仅为本发明的较佳可行实施例,非因此即拘限本发明的保护范围,故举凡运用本发明说明书及图式内容所作出的等效技术、手段等变化,均同理皆包含于本发明的范围内,合予陈明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1