一种钢管加热炉以及钢管加热装置的制作方法
1.本实用新型涉及氧气瓶加工设备技术领域,尤其涉及一种钢管加热炉以及钢管加热装置。
背景技术:
2.随着氧气瓶的需求日益增大,氧气瓶的制作效率亟待提高。在制作氧气瓶时需要对原材料钢管进行加热,现有技术中的加热方式通常为人工手持加热枪对钢管进行加热,效率较低。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术的不足,提供一种钢管加热炉以及钢管加热装置。
4.本实用新型解决上述技术问题的技术方案如下:一种钢管加热炉,其包括:用于对钢管加热的加热本体、加热管路以及散热管路,所述加热本体的中部设置有用于环套钢管的腔体,所述加热管路设置在所述加热本体中且盘绕设置在所述腔体的外侧,所述散热管路设置在所述加热本体中。
5.本实用新型的有益效果是:通过设计带有加热本体、加热管路以及散热管路的钢管加热炉,对钢管进行加热,使得钢管周侧壁均匀受热,并且腔体的设置,防止热量迅速流失,对热量进行合理利用,提高加热效率,降低用户劳动强度。散热管路的设置,便于对加热本体快速降温,便于用户根据实际需要对加热炉进行温度调节,防止加热炉过热损坏,提高加热炉的稳定性以及可靠性,延长钢管加热炉的使用寿命。
6.进一步地,所述加热管路螺旋盘绕在所述腔体的外侧,所述加热管路的两端裸露在所述加热本体的外部。
7.采用上述进一步方案的有益效果是:加热管路螺旋盘绕在腔体的外侧,使得钢管的待加热区域同时受热,提高加热效率。加热管路的两端裸露在加热本体的外部,便于加热管路的接线,便于加热管路的安装以及维护。
8.进一步地,所述散热管路与所述加热管路相互间隔螺旋盘绕在所述腔体的外侧,或,所述散热管路螺旋盘绕在所述加热本体中且位于所述加热管路的外侧。
9.采用上述进一步方案的有益效果是:散热管路的结构设计,便于对加热本体快速降温,便于用户根据实际需要对加热炉进行温度调节,防止加热炉过热损坏,提高加热炉的稳定性以及可靠性,延长钢管加热炉的使用寿命。
10.进一步地,所述加热本体的制作材料为水泥,所述腔体为圆筒形,所述加热本体为正方形或长方形结构。
11.采用上述进一步方案的有益效果是:加热本体的制作材料为水泥,提高加热本体的耐热程度,加热本体为正方形或长方形结构,便于加热本体的安装与拆卸,防止加热本体晃动,提高加热本体的稳定性以及可靠性。
12.进一步地,所述加热管路包括:加热丝以及铜管,所述铜管套设在加热丝的外侧。
13.采用上述进一步方案的有益效果是:加热丝外部套铜管,在保证热传递效率的情况下,铜管对加热丝起到保护作用,便于加热丝的安装以及维护。
14.此外,本实用新型还提供了一种钢管加热装置,其包括上述任意一项所述的一种钢管加热炉,还包括:底座、用于输送钢管的送料小车、用于带动钢管转动的转动机构,钢管加热炉设置在所述底座上,送料小车可滑动地设置在所述底座上,所述转动机构可转动地设置在所述送料小车上,钢管加热炉位于所述送料小车的运动轨迹上且与所述转动机构同轴设置。
15.本实用新型的有益效果是:通过设计带有钢管加热炉、底座、送料小车、转动机构的钢管加热装置,通过转动机构带动钢管转动,对钢管实现转动加热,使得钢管周侧壁均匀受热,提高加热效率,降低用户劳动强度。送料小车的设置,自动将钢管送入加热炉或者从加热炉取出,提高自动化,降低用户劳动强度,提高用户体验。
16.进一步地,所述转动机构包括:一对架料旋转轴以及电机,一对架料旋转轴可转动地设置在所述送料小车上,一对所述架料旋转轴之间设置有用于放置钢管的间隙,一对所述架料旋转轴与钢管的侧壁抵接,所述电机设置在所述送料小车上,所述电机与一对所述架料旋转轴连接。
17.采用上述进一步方案的有益效果是:一对架料旋转轴以及电机的设置,使得一对架料旋转轴能够带动位于一对架料旋转轴之间的钢管进行转动,从而使得钢管转动加热,使得钢管周侧壁均匀受热,提高加热效率,降低用户劳动强度。
18.进一步地,所述底座上设置有小车导轨以及油缸,所述送料小车通过所述小车导轨可滑动地安装在所述底座上,所述油缸设置在所述底座上,所述油缸与所述送料小车连接。
19.采用上述进一步方案的有益效果是:小车导轨以及油缸的设置,便于送料小车滑动安装在底座上,自动推动送料小车滑动,提高自动化,降低用户劳动强度,提高用户体验。
20.进一步地,还包括:料架、用于将钢管的一端进行对齐的定位板以及用于将料架上的钢管输送至转动机构的拨料器,所述料架与所述转动机构对应,所述定位板设置在所述料架的一侧,所述拨料器与所述料架的一端铰接。
21.采用上述进一步方案的有益效果是:料架、定位板以及拨料器的设置,用于自动将料架上的钢管输送至转动机构,提高自动化,降低用户劳动强度,提高用户体验。
22.进一步地,所述拨料器包括:横杆以及一对勾体,所述横杆可转动地设置在所述料架上,一对勾体对应设置在所述横杆的两端,勾体的弯弧曲线与钢管的弯弧曲线适配。
23.采用上述进一步方案的有益效果是:一对勾体的设置,用于在料架上取放以及阻挡单个钢管,一对勾体沿着横杆转动,使得单个钢管可以通过勾体滚动至转动机构上,自动实现上料以及卸料,提高自动化,降低用户劳动强度,提高用户体验。
24.本实用新型附加的方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型实践了解到。
附图说明
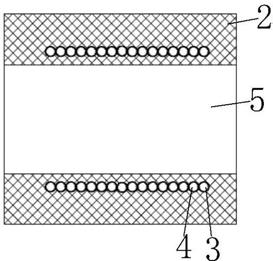
25.图1为本实用新型实施例提供的钢管加热炉的结构示意图之一。
26.图2为本实用新型实施例提供的钢管加热炉的结构示意图之二。
27.图3为本实用新型实施例提供的钢管加热装置的结构示意图。
28.图4为本实用新型实施例提供的拨料器的结构示意图之一。
29.图5为本实用新型实施例提供的拨料器的结构示意图之二。
30.附图标号说明:1
‑
钢管;2
‑
加热本体;3
‑
加热管路;4
‑
散热管路;5
‑
腔体;6
‑
底座;7
‑
送料小车;8
‑
转动机构;9
‑
架料旋转轴;10
‑
电机;11
‑
小车导轨;12
‑
油缸;13
‑
料架;14
‑
定位板;15
‑
拨料器;16
‑
横杆;17
‑
勾体;18
‑
第一限位器;19
‑
第二限位器;20
‑
齿轮。
具体实施方式
31.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
32.如图1至图2所示,本实用新型实施例提供了一种钢管加热炉,其包括:用于对钢管1加热的加热本体2、加热管路3以及散热管路4,所述加热本体2的中部设置有用于环套钢管1的腔体5,所述加热管路3设置在所述加热本体2中且盘绕设置在所述腔体5的外侧,所述散热管路4设置在所述加热本体2中。
33.本实用新型的有益效果是:通过设计带有加热本体、加热管路以及散热管路的钢管加热炉,对钢管进行加热,使得钢管周侧壁均匀受热,并且腔体的设置,防止热量迅速流失,对热量进行合理利用,提高加热效率,降低用户劳动强度。散热管路的设置,便于对加热本体快速降温,便于用户根据实际需要对加热炉进行温度调节,防止加热炉过热损坏,提高加热炉的稳定性以及可靠性,延长钢管加热炉的使用寿命。
34.其中,加热本体可以为正方形,加热本体的端面边长为450毫米,加热本体的长度可以为500毫米。腔体的直径可以为245毫米,铜管可以为紫铜管,铜管的直径可以为20毫米,加热丝以及铜管可以用高标号的水泥和细沙浇筑形成加热本体结构,腔体的内壁为耐火水泥材料。用户可以根据实际需要设计加热炉的尺寸。
35.如图1至图2所示,进一步地,所述加热管路3螺旋盘绕在所述腔体5的外侧,所述加热管路3的两端裸露在所述加热本体2的外部。
36.采用上述进一步方案的有益效果是:加热管路螺旋盘绕在腔体的外侧,使得钢管的待加热区域同时受热,提高加热效率。加热管路的两端裸露在加热本体的外部,便于加热管路的接线,便于加热管路的安装以及维护。
37.其中,所述加热管路3的盘绕圈数可以为16圈。
38.如图1至图2所示,进一步地,所述散热管路4与所述加热管路3相互间隔螺旋盘绕在所述腔体5的外侧,或,所述散热管路螺旋盘绕在所述加热本体中且位于所述加热管路的外侧。
39.采用上述进一步方案的有益效果是:散热管路的结构设计,便于对加热本体快速降温,便于用户根据实际需要对加热炉进行温度调节,防止加热炉过热损坏,提高加热炉的稳定性以及可靠性,延长钢管加热炉的使用寿命。
40.如图1至图2所示,进一步地,所述加热本体2的制作材料为水泥,所述腔体5为圆筒形,所述加热本体2为正方形或长方形结构。
41.采用上述进一步方案的有益效果是:加热本体的制作材料为水泥,提高加热本体
的耐热程度,加热本体为正方形或长方形结构,便于加热本体的安装与拆卸,防止加热本体晃动,提高加热本体的稳定性以及可靠性。
42.其中,所述腔体5的直径可以为245毫米。
43.如图1至图2所示,进一步地,所述加热管路3包括:加热丝以及铜管,所述铜管套设在加热丝的外侧。
44.采用上述进一步方案的有益效果是:加热丝外部套铜管,在保证热传递效率的情况下,铜管对加热丝起到保护作用,便于加热丝的安装以及维护。
45.如图3至图5所示,此外,本实用新型还提供了一种钢管加热装置,其包括上述任意一项所述的一种钢管加热炉,还包括:底座6、用于输送钢管1的送料小车7、用于带动钢管1转动的转动机构8,钢管加热炉设置在所述底座6上,送料小车7可滑动地设置在所述底座6上,所述转动机构8可转动地设置在所述送料小车7上,钢管加热炉位于所述送料小车的运动轨迹上且与所述转动机构同轴设置。
46.本实用新型的有益效果是:通过设计带有钢管加热炉、底座、送料小车、转动机构的钢管加热装置,通过转动机构带动钢管转动,对钢管实现转动加热,使得钢管周侧壁均匀受热,提高加热效率,降低用户劳动强度。送料小车的设置,自动将钢管送入加热炉或者从加热炉取出,提高自动化,降低用户劳动强度,提高用户体验。
47.如图3至图5所示,进一步地,所述转动机构8包括:一对架料旋转轴9以及电机10,一对架料旋转轴9可转动地设置在所述送料小车7上,所述电机10设置在所述送料小车7上,一对所述架料旋转轴之间设置有用于放置钢管的间隙,一对所述架料旋转轴与钢管的侧壁抵接,所述电机10与一对所述架料旋转轴9连接。
48.采用上述进一步方案的有益效果是:一对架料旋转轴以及电机的设置,使得一对架料旋转轴能够带动位于一对架料旋转轴之间的钢管进行转动,从而使得钢管转动加热,使得钢管周侧壁均匀受热,提高加热效率,降低用户劳动强度。
49.其中,电机10通过齿轮20与一对架料旋转轴9连接。
50.如图3至图5所示,进一步地,所述底座6上设置有小车导轨11以及油缸12,所述送料小车7通过所述小车导轨11可滑动地安装在所述底座6上,所述油缸12设置在所述底座6上,所述油缸12与所述送料小车7连接。
51.采用上述进一步方案的有益效果是:小车导轨以及油缸的设置,便于送料小车滑动安装在底座上,自动推动送料小车滑动,提高自动化,降低用户劳动强度,提高用户体验。
52.其中,还包括:第一限位器18和第二限位器19,第一限位器18设置在底座6的一侧,用于检测钢管1插入加热本体2的长度。第二限位器19设置在油缸12与送料小车7之间,用于检测送料小车7的位置。
53.如图3至图5所示,进一步地,还包括:料架13、用于将钢管1的一端进行对齐的定位板14以及用于将料架13上的钢管1输送至转动机构8的拨料器15,所述料架13与所述转动机构8对应,所述定位板14设置在所述料架13的一侧,所述拨料器15与所述料架13的一端铰接。
54.采用上述进一步方案的有益效果是:料架、定位板以及拨料器的设置,用于自动将料架上的钢管输送至转动机构,提高自动化,降低用户劳动强度,提高用户体验。
55.如图3至图5所示,进一步地,所述拨料器15包括:横杆16以及一对勾体17,所述横
杆16可转动地设置在所述料架13上,一对勾体17对应设置在所述横杆16的两端,勾体17的弯弧曲线与钢管1的弯弧曲线适配。
56.采用上述进一步方案的有益效果是:一对勾体的设置,用于在料架上取放以及阻挡单个钢管,一对勾体沿着横杆转动,使得单个钢管可以通过勾体滚动至转动机构上,自动实现上料以及卸料,提高自动化,降低用户劳动强度,提高用户体验。
57.其中,勾体的开口朝上设置。
58.具体工作过程为:将多个钢管放置在料架上,定位板将多个钢管的一端对齐,在上料时,勾体沿横杆转动,使得钢管在自身重力作用下滚入一对架料旋转轴之间;油缸推动送料小车沿小车导轨向加热本体滑动,第二限位器监测油缸推动送料小车的位移,第一限位器监测钢管进入加热本体的腔体中的距离,钢管进入加热本体后,加热本体的加热管路开始加热,电机通过齿轮带动一对架料旋转轴转动,一对架料旋转轴带动钢管转动,受到钢管转动加热,受热均匀,加热管路升温,散热管路用于根据实际需要对加热本体进行降温,以达到预设温度,并能够快速对加热本体进行降温。
59.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1