一种陶瓷膜膜元件的浇铸方法与流程
1.本发明属于膜元件处理技术领域,具体涉及一种陶瓷膜膜元件的浇铸方法。
背景技术:
2.陶瓷膜与有机膜相比,具有强渗透性、机械强度高、耐酸碱、耐有机溶剂等优势,因而在清洁生产及水处理领域,陶瓷膜占据了重要的一席之地。根据支撑体的不同,陶瓷膜的构型可分为管式、平板、盘式、多通道四种。根据运行方式的不同,陶瓷膜组件可分为外置式和浸没式,目前外置式膜组件可分为管型管式陶瓷膜、管型平板陶瓷膜和管型多孔陶瓷膜,通常是将陶瓷膜膜元件通过密封圈与不锈钢花板和不锈钢膜壳集成膜组件,可更换单根膜元件、维护简便,但存在安装复杂、成本高、耐氯离子点蚀性能差等问题。另一种为浇铸方式,用环氧树脂或者聚氨脂树脂将陶瓷膜膜元件与塑料膜壳浇铸粘结在一起,膜壳成本低、膜面积大,适合水处理,但由于环氧树脂或聚氨酯在浇铸过程中会透过陶瓷膜纵向通道渗入进去,导致堵塞膜孔,使得组件的膜元件过滤有效孔降低。
3.目前常规操作为浇铸前对陶瓷膜膜元件进行封端处理,采用硅胶或透明胶带进行,封端后的陶瓷膜进行浇铸,浇铸完成后再将封端切除,使陶瓷膜纵向通道露出。但是,该技术方案存在如下问题:封端效率低,操作时间长。浇铸完成后的壳面需要机械切割处理,由于陶瓷膜膜元件硬度高,切割困难、工序复杂。机械切割处理不仅浪费陶瓷膜膜元件有效面积和浇铸材料,同时产生胶体与陶瓷膜的固废,此固废处理难度大、成本高、污染环境。另外,浇铸完成后,陶瓷膜膜元件与胶体为刚性连接,机械切割处理时产生较强的机械震动,会引起陶瓷膜膜元件与胶体的结合力减弱,从而增加陶瓷膜膜元件从胶体中脱落的风险。
技术实现要素:
4.本发明的目的在于克服现有技术缺陷,提供一种陶瓷膜膜元件的浇铸方法。
5.本发明的技术方案如下:
6.一种陶瓷膜膜元件的浇铸方法,包括如下步骤:
7.(1)将陶瓷膜膜元件的端部插入温度为150-200℃的呈液态的热熔胶中进行封端处理,再将上述端部取出以接触常温的空气,以自然降温至热熔胶固化,获得封端后的陶瓷膜膜元件;该热熔胶为在170℃时的熔融粘度为1000-15000cps的热熔胶;
8.(2)用粘结剂将上述陶瓷膜膜元件的端部与外结构件浇铸在一起;
9.(3)待上述粘结剂凝固后,再加热至上述热熔胶呈液态,使热熔胶液化后流走,即浇铸完成。
10.在本发明的一个优选实施方案中,所述热熔胶为在170℃时的熔融粘度为3000-8000cps的热熔胶。
11.在本发明的一个优选实施方案中,所述封端处理的时间为0.005-0.2h。
12.进一步优选的,所述封端处理的时间为0.1h。
13.在本发明的一个优选实施方案中,所述自然降温的时间为0.05-0.2h。
14.进一步优选的,所述自然降温的时间为0.2h。
15.在本发明的一个优选实施方案中,所述呈液态的热熔胶的温度为170℃,所述封端处理的时间为0.1h,所述自然降温的时间为0.2h。
16.在本发明的一个优选实施方案中,所述粘结剂为环氧树脂或聚氨酯树脂。
17.在本发明的一个优选实施方案中,将所述封端后的陶瓷膜膜元件与外结构件离心或静止浇铸在一起。
18.在本发明的一个优选实施方案中,所述陶瓷膜膜元件包括管式陶瓷膜、平板陶瓷膜、盘式陶瓷膜和多孔陶瓷膜。
19.本发明的有益效果是:
20.1、本发明采用特定的热熔胶进行封端处理,该热熔胶常温时为固体,粘度随温度升高而逐渐降低,当温度高于熔点时,热熔胶为液态,粘度大幅下降并具有一定粘性,采用陶瓷膜膜元件的端部与之接触,热熔胶可快速黏附于陶瓷膜纵向通道,接着室温条件下,热熔胶温度逐渐降低,快速凝固成为固态,从而封住陶瓷膜纵向通道的端部。
21.2、本发明中的呈液态的热熔胶流动性好、粘度低、硬度低,能够在陶瓷膜膜元件之间的间隙顺利流通。待热熔胶固化后,陶瓷膜端面的纵向通道被整体封端。
22.3、本发明在粘结剂凝固以后,加热陶瓷膜膜元件的被热熔胶封住的端部,热熔胶受热熔化后流出,使陶瓷膜纵向通道恢复通畅,无需切割等机械处理,且热熔胶可重复多次使用。
23.4、本发明通过特定规格的热熔胶对陶瓷膜膜元件进行浇铸前封端处理,由于该热熔胶树脂粘度适合,不会渗入到陶瓷膜纵向通道中,能提高有效膜元件过滤通道,且该热熔胶固化时间快,能很大程度上提高生产效率。
24.5、本发明中的热熔胶能够保证在浇铸前所有陶瓷膜膜元件的纵向通道都能被完全封住。
25.6、本发明在浇铸完成后,采用加热端面的方式,使陶瓷膜纵向通道恢复通畅,无需切割等机械处理,工艺流程短。
26.7、本发明浇铸后的陶瓷膜膜元件的端头无需切割,不会损失膜元件的有效膜面积,也不会产生固废,对环境友好;同时,不会降低陶瓷膜膜元件与胶体的结合力。
27.8、本发明封端剩余的热熔胶可反复多次加热使用,不会造成浪费。
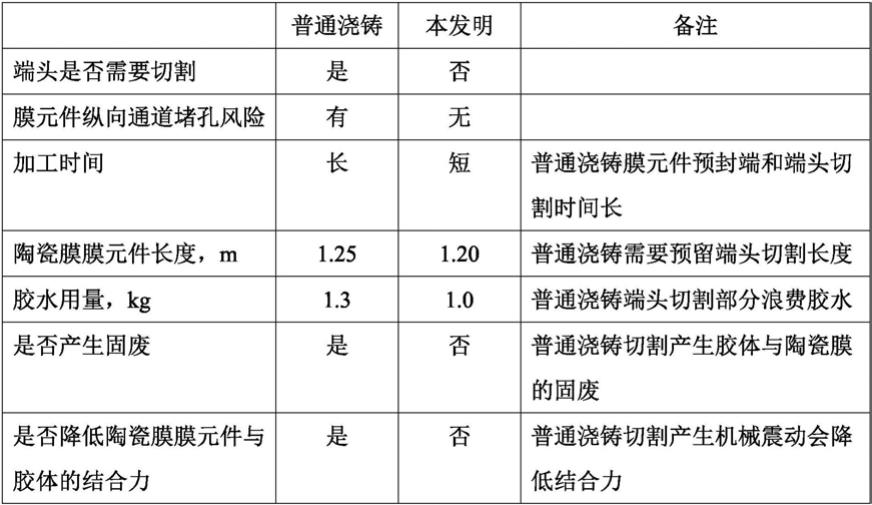
28.9、本发明与普通浇铸的具体对比效果如下表所示:
250℃的呈液态的热熔胶中进行封端处理0.1h,再将上述端部取出以接触常温的空气,以自然降温0.2h至热熔胶固化,获得封端后的陶瓷膜膜元件;该热熔胶为在170℃时的熔融粘度为5500cps的热熔胶;
42.(2)用环氧树脂作为粘结剂将上述陶瓷膜膜元件的端部与外结构件离心浇铸在一起;
43.(3)待上述粘结剂凝固后,再加热至上述热熔胶呈液态,使热熔胶液化后流走,即浇铸完成。
[0044][0045][0046]
实施例4-8
[0047]
(1)将陶瓷膜膜元件(某陶瓷膜厂家的氧化铝陶瓷膜组件)的端部插入温度为170℃的呈液态的热熔胶中进行封端处理0.1h,再将上述端部取出以接触常温的空气,以自然降温0.2h至热熔胶固化,获得封端后的陶瓷膜膜元件;该热熔胶为在170℃时的熔融粘度为500-25000cps的热熔胶;
[0048]
(2)用环氧树脂作为粘结剂将上述陶瓷膜膜元件的端部与外结构件离心浇铸在一起;
[0049]
(3)待上述粘结剂凝固后,再加热至上述热熔胶呈液态,使热熔胶液化后流走,即浇铸完成。
[0050][0051]
实施例9-11
[0052]
(1)将陶瓷膜膜元件(某陶瓷膜厂家的氧化铝陶瓷膜组件)的端部插入温度为170℃的呈液态的热熔胶中进行封端处理0.001-0.5h,再将上述端部取出以接触常温的空气,以自然降温0.2h至热熔胶固化,获得封端后的陶瓷膜膜元件;该热熔胶为在170℃时的熔融粘度为5500cps的热熔胶;
[0053]
(2)用环氧树脂作为粘结剂将上述陶瓷膜膜元件的端部与外结构件离心浇铸在一起;
[0054]
(3)待上述粘结剂凝固后,再加热至上述热熔胶呈液态,使热熔胶液化后流走,即浇铸完成。
[0055][0056]
实施例12-14
[0057]
(1)将陶瓷膜膜元件(某陶瓷膜厂家的氧化铝陶瓷膜组件)的端部插入温度为170℃的呈液态的热熔胶中进行封端处理0.1h,再将上述端部取出以接触常温的空气,以自然
降温0.01-0.3h至热熔胶固化,获得封端后的陶瓷膜膜元件;该热熔胶为在170℃时的熔融粘度为5500cps的热熔胶;
[0058]
(2)用环氧树脂作为粘结剂将上述陶瓷膜膜元件的端部与外结构件离心浇铸在一起;
[0059]
(3)待上述粘结剂凝固后,再加热至上述热熔胶呈液态,使热熔胶液化后流走,即浇铸完成。
[0060][0061]
以上所述,仅为本发明的较佳实施例而已,故个能依此限定本发明实施的池围,即依本发明专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1