综合型胶料循环系统的制作方法
[0001]
本发明涉及膜材复合上胶技术领域,具体涉及一种综合型胶料循环系统。
背景技术:
[0002]
在膜材复合行业,复合过程需要以胶水、溶剂等黏合膜材或添加至膜材表面。目前,在生产过程中胶料主要是通过人工添加,容易出现加料过多导致流通困难、料槽内胶料过少但未报警造成漏涂等问题,严重影响产品良率;而且手动添加容易造成胶料配料过多或过少的情况,影响胶液性能,降低膜材的复合质量。
技术实现要素:
[0003]
本发明针对现有技术存在之缺失,提供一种综合型胶料循环系统,其能实现胶料供给的自动配料,降低工人劳动强度,保证胶料连续正常供给,提高产品良率。
[0004]
为实现上述目的,本发明采用如下之技术方案:
[0005]
一种综合型胶料循环系统,包括搅拌桶、中转桶、上胶料槽、plc控制系统和至少两个原胶存储罐,所述原胶存储罐分别通过对应的补胶管与搅拌桶连接,所述搅拌桶通过中转管道与中转桶连接,所述中转桶通过供胶管与上胶料槽连接,所述上胶料槽通过回流管与中转桶连接,所述原胶存储罐的底端均设置有第一电子秤,所述搅拌桶的底端设置有第二电子秤,所述中转桶的底端设置有第三电子秤,所述原胶存储罐的出胶口均设置有流量计和控制胶料流出的电磁阀,所述中转管道上设有黏度检测计,所述第一电子秤、第二电子秤、第三电子秤、流量计、电磁阀和黏度检测计均与plc控制系统连接。
[0006]
作为一种优选方案,所述供胶管沿胶料的流动方向依次设置有一级过滤网和二级过滤网。
[0007]
作为一种优选方案,所述回流管上设有二级过滤网。
[0008]
作为一种优选方案,所述二级过滤网的目数大于一级过滤网的目数。
[0009]
作为一种优选方案,所述上胶料槽内设有液位计,所述液位计与plc控制系统连接。
[0010]
作为一种优选方案,所述中转桶的出胶口设有黏度控制器,所述黏度控制器与plc控制系统连接。
[0011]
作为一种优选方案,所述搅拌桶内设有温控模块,所述温控模块与plc控制系统连接。
[0012]
作为一种优选方案,所述搅拌桶内设有搅拌电机,所述搅拌电机与plc控制系统连接,并可由plc控制系统控制转动速度。
[0013]
作为一种优选方案,还包括用于设置参数的pc端,所述pc端与plc控制系统连接。
[0014]
本发明与现有技术相比具有明显的优点和有益效果,具体而言:1、通过设置中转桶,从而使胶料经搅拌完全混合后进入中转桶中,当搅拌桶内重量达到下限时,保证中转桶内有胶料供设备使用,填补胶料搅拌混合时没料可用的空白期,保证胶料供给的连续性;2、
通过在原胶存储罐的出胶口设置有流量计和控制胶料流出的电磁阀,在中转管道上设有黏度检测计,从而使plc控制系统可根据黏度检测计的检测结果控制原胶的供胶配比,保证胶料黏度;3、通过在原胶存储罐的底端设置第一电子秤,在搅拌桶的底端设置第二电子秤,在中转桶的底端设置第三电子秤,从而可时时监控胶料的供给量,便于及时补充胶料,保证胶料正常供应。
[0015]
为更清楚地阐述本发明的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本发明作进一步详细说明:
附图说明
[0016]
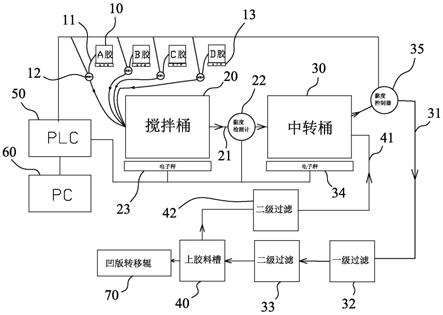
图1是本发明之实施例的结构示意图。
[0017]
附图标识说明:
[0018]
10、原胶存储罐
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、补胶管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、流量计
[0019]
13、第一电子秤
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、搅拌桶
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、中转管道
[0020]
22、黏度检测计
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23、第二电子秤
ꢀꢀꢀꢀꢀꢀꢀ
30、中转桶
[0021]
31、供胶管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32、一级过滤网
ꢀꢀꢀꢀꢀꢀꢀ
33、二级过滤网
[0022]
34、第三电子秤
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35、黏度控制器
ꢀꢀꢀꢀꢀꢀꢀ
40、上胶料槽
[0023]
41、回流管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42、二级过滤网
ꢀꢀꢀꢀꢀꢀꢀ
50、plc控制系统
[0024]
60、pc端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70、凹版转移辊。
具体实施方式
[0025]
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述发明和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0026]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本发明中的具体含义。
[0027]
如图1所示,一种综合型胶料循环系统,包括搅拌桶20、中转桶30、上胶料槽40、plc控制系统50、用于设置参数的pc端60和至少两个原胶存储罐10,所述原胶存储罐10分别通过对应的补胶管11与搅拌桶20连接,所述搅拌桶20通过中转管道21与中转桶30连接,所述中转桶30通过供胶管31与上胶料槽40连接,而上胶料槽40内的胶液则通过凹版转移辊70转移到膜材上。本实施例中,原胶存储罐10设有四个,四个原胶存储罐10内装入不同类型的原胶,应理解为,原胶存储罐10的个数可以根据实际需要进行设置。
[0028]
本发明中,所述供胶管31沿胶料的流动方向依次设置有一级过滤网32和二级过滤网33,所述上胶料槽40通过回流管41与中转桶30连接,所述回流管41上设有二级过滤网42,所述二级过滤网(33、42)的目数大于一级过滤网32的目数。
[0029]
所述原胶存储罐10的底端均设置有第一电子秤13,所述搅拌桶20的底端设置有第
二电子秤23,所述中转桶30的底端设置有第三电子秤34,所述原胶存储罐10的出胶口均设置有流量计12和控制胶料流出的电磁阀(未示出),所述中转管道21上设有黏度检测计22,所述第一电子秤13、第二电子秤23、第三电子秤34、流量计12、电磁阀、黏度检测计22和pc端60均与plc控制系统50连接,所述plc控制系统50根据黏度检测计22的检测结果控制原胶存储罐10内的胶料配比,根据第二电子秤23和第三电子秤34的检测结果控制胶料的供给量,以及根据第一电子秤13的检测结果提醒工作人员向原胶存储罐10内添加原料。从而工作人员无需参与到胶料的配比、搅拌时间的控制,只需要负责将原胶添加到原胶存储罐10,降低了工人劳动强度,提高胶料混合质量。
[0030]
为保证上胶料槽40内的胶料充足,所述上胶料槽40内设有液位计(未示出),所述液位计与plc控制系统50连接,所述plc控制系统50根据液位计的检测结果,控制中转桶30内的胶料流入上胶料槽40。
[0031]
所述中转桶30的出胶口设有黏度控制器35,所述黏度控制器35与plc控制系统50连接,当黏度检测计22检测到胶料的黏度与设定值不同时,plc控制系统50控制黏度控制器35使胶料停止进入上胶料槽40,同时调配原胶存储罐10内的原胶供给量或继续对胶料进行搅拌。
[0032]
所述搅拌桶20内设有温控模块和搅拌电机,所述温控模块和搅拌电机均与plc控制系统50连接。plc控制系统50根据胶料的黏度要求控制搅拌电机工作时的转动速度。
[0033]
综上所述,本发明通过设置中转桶,从而使胶料经搅拌完全混合后进入中转桶中,当搅拌桶内重量达到下限时,保证中转桶内有胶料供设备使用,填补胶料搅拌混合时没料可用的空白期,保证胶料供给的连续性;通过在原胶存储罐的出胶口设置有流量计和控制胶料流出的电磁阀,在中转管道上设有黏度检测计,从而使plc控制系统可根据黏度检测计的检测结果控制原胶的供胶配比,保证胶料黏度;通过在原胶存储罐的底端设置第一电子秤,在搅拌桶的底端设置第二电子秤,在中转桶的底端设置第三电子秤,从而可时时监控胶料的供给量,便于及时补充胶料,保证胶料正常供应。
[0034]
以上所述,仅是本发明的较佳实施例而已,并不用以限制本发明,故凡是依据本发明的技术实际对以上实施例所作的任何修改、等同替换、改进等,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1