一种电机端盖铸造产品沾漆自动循环生产线的制作方法
[0001]
本实用新型涉及电机端盖砂型铸造领域,具体是一种电机端盖铸造产品沾漆自动循环生产线。
背景技术:
[0002]
电机端盖铸造产品是为电机生产制造企业配套生产的电机配件产品,电机生产制造企业对电机端盖铸造企业不仅要求生产合格的铸件,而且要求对所生产的电机铸造产品经打磨清理后,产品表面必须进行防锈漆处理。目前电机配件企业对电机端盖铸造产品的防锈漆处理做法,均为人工将铸造清理好的电机端盖直接在沾漆池内进行沾漆后,吊挂起来进行干燥完成产品表面防锈漆处理。这种人工进行产品表面防锈漆处理方法存在员工体力重,生产效率不高,更存在油漆及其有机溶剂中含有的有毒化学物质气味,会对员工身体造成一定的伤害。因此,需对电机端盖铸造产品防锈漆处理方法进行改进。
技术实现要素:
[0003]
为了解决目前人工将铸造清理好的电机端盖进行沾漆,存在的员工体力重,生产效率不高,更存在油漆及其有机溶剂中含有的有毒化学物质气味,会对员工身体造成伤害等技术问题,提供了一种电机端盖铸造产品沾漆自动循环生产线。
[0004]
为了实现上述目的,本实用新型采用的技术方案是:一种电机端盖铸造产品沾漆自动循环生产线,包括立柱架,平行轨道及支架段,上坡轨道及支架段,上平行轨道及支架段,沾漆系统装置段轨道及支架,传动机构装置段轨道及支架,下坡轨道及支架段,电机端盖产品,沾漆系统装置,传动机构装置;所述立柱架按照本沾漆自动循环生产线设计位置间隔均匀地,垂直固定设置在地平面上;所述平行轨道及支架段,上坡轨道及支架段,上平行轨道及支架段,沾漆系统装置段轨道及支架,传动机构装置段轨道及支架,下坡轨道及支架段连续固定设置在所述立柱架上,形成一条封闭的电机端盖铸造产品沾漆自动循环生产线。
[0005]
又一步地,所述沾漆系统装置段轨道及支架包括电机端盖产品进池段,电机端盖产品沾漆池段,电机端盖产品出池段,所述电机端盖产品进池段自左向右为下坡形设置,所述电机端盖产品沾漆池段为水平设置,所述电机端盖产品出池段自左向右为上坡形设置,所述电机端盖产品进池段左端与所述上平行轨道及支架段一端圆弧形连接,其右端与所述电机端盖产品沾漆池段左端圆弧形连接,所述电机端盖产品沾漆池段右端与所述电机端盖产品出池段左端圆弧形连接,所述电机端盖产品出池段右端与所述传动机构装置段轨道及支架左端圆弧形连接。
[0006]
又一步地,所述沾漆系统装置包括:沾漆池支架,沾漆池,沾漆池气味吸罩,活性炭过滤筒,连接管道,光氧机,风机,烟囱;所述沾漆池支架固定设置在电机端盖铸造产品沾漆自动循环生产线内左侧地平面上,所述沾漆池固定设置在所述沾漆池支架上,所述沾漆池的正上方悬空设置所述沾漆池气味吸罩,所述沾漆池气味吸罩正上方固定设置所述活性炭
过滤筒,所述活性炭过滤筒正上方固定设置所述连接管道,所述连接管道另一端与所述光氧机固定连接,所述风机一端与所述光氧机固定连接,另一端与所述烟囱固定连接,形成一套可处理有毒有害气味的沾漆系统装置。
[0007]
所述活性炭过滤筒和所述光氧机的设置可对沾漆有毒有害气味起到吸附和清理的作用。
[0008]
又一步地,所述沾漆池按照电机端盖铸造产品沾漆自动循环生产线长度方向为底部平行,两端上部带斜形的槽型结构装置,优选耐腐蚀不锈钢制作。
[0009]
又一步地,所述传动机构装置还包括传动机构机架,电机,传动轴,轴承座,链轮,轨道,传动链条,行走轮,转动连接轴,电机端盖产品吊钩;所述传动机构机架固定设置在电机端盖铸造产品沾漆自动循环生产线内右侧地平面上,所述电机和所述轴承座固定设置在所述传动机构机架上,所述电机通过所述传动轴与所述链轮连接;所述轨道内设置所述传动链条,所述链轮与所述传动链条可分离连接,所述传动链条间隔均匀地设置所述可转动连接轴,所述转动连接轴两端设置所述行走轮,所述转动连接轴正中还设置有所述电机端盖产品吊钩。
[0010]
本实用新型运行时,首先将所述沾漆池内注入调和好的防锈漆待用,然后开启电机端盖铸造产品沾漆自动循环生产线,由人工在所述平行轨道及支架段,将电机端盖铸造产品悬挂在所述电机端盖产品吊钩上,随着电机端盖铸造产品沾漆自动循环生产线的缓步前行,所述电机端盖产品经过所述沾漆池,完成沾漆后边干燥,边继续前行循环至所述平行轨道及支架段,由人工辅助将沾好防锈漆且已干燥好的电机端盖产品,从沾漆自动循环生产线上卸下装车运至产品库房待售。
[0011]
在电机端盖铸造产品沾漆自动循环生产线连续运行时,同时开启沾漆系统装置系统设置的风机,由于负压的作用,沾漆池发生的有毒有害气味,即经沾漆池气味吸罩进入所述活性炭过滤筒进行过滤,然后再经连接管道进入所述光氧机进行二次净化清洁,清洁后的气体最后由烟囱排出。
[0012]
本实用新型与现有技术相比,具有如下有益效果:
[0013]
1、由于员工不直接在沾漆池边进行沾漆操作,可减轻员工体力;
[0014]
2、由于沾漆系统装置的设置,既保护了环境,又不会对生产线操作员工身体造成伤害;
[0015]
3、生产线的运行,可极大地提高沾漆的生产效率。
[0016]
本实用新型结构设计合理,制作简单,既能减轻员工体力,不使员工身体受到伤害,又可保护环境,极大地提高生产效率。
附图说明
[0017]
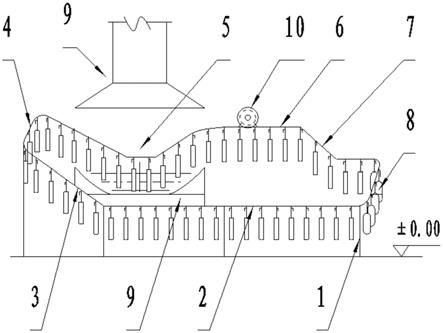
图1是一种电机端盖铸造产品沾漆自动循环生产线示意图;
[0018]
图2是图1中5-沾漆系统装置段轨道及支架示意图;
[0019]
图3是图1中9-沾漆系统装置示意图;
[0020]
图4是图1中10-传动机构装置示意图;
[0021]
图5是图4的左视示意图。
[0022]
图中:1-立柱架,2-平行轨道及支架段,3-上坡轨道及支架段,4-上平行轨道及支
架段,5-沾漆系统装置段轨道及支架,6-传动机构装置段轨道及支架,7-下坡轨道及支架段,8-电机端盖产品,9-沾漆系统装置,10-传动机构装置;
[0023]
其中:5-1电机端盖产品进池段,5-2电机端盖产品沾漆池段,5-3电机端盖产品出池段;9-1沾漆池支架,9-2沾漆池,9-3沾漆池气味吸罩,9-4活性炭过滤筒,9-5连接管道,9-6光氧机,9-7风机,9-8烟囱;10-1传动机构机架,10-2电机,10-3传动轴,10-4轴承座,10-5链轮,10-6轨道,10-7传动链条,10-8行走轮,10-9转动连接轴,10-10电机端盖产品吊钩。
具体实施方式
[0024]
下面结合附图和实施例对本实用新型作进一步的描述。
[0025]
如图1-5所示,本实施例中的一种电机端盖铸造产品沾漆自动循环生产线,包括立柱架(1),平行轨道及支架段(2),上坡轨道及支架段(3),上平行轨道及支架段(4),沾漆系统装置段轨道及支架(5),传动机构装置段轨道及支架(6),下坡轨道及支架段(7),电机端盖产品(8),沾漆系统装置(9),传动机构装置(10);所述立柱架(1)按照本沾漆自动循环生产线设计位置间隔均匀地,垂直固定设置在地平面上;所述平行轨道及支架段(2),上坡轨道及支架段(3),上平行轨道及支架段(4),沾漆系统装置段轨道及支架(5),传动机构装置段轨道及支架(6),下坡轨道及支架段(7)连续固定设置在所述立柱架(1)上,形成一条封闭的电机端盖铸造产品沾漆自动循环生产线。
[0026]
又一步地,所述沾漆系统装置段轨道及支架(5)包括电机端盖产品进池段(5-1),电机端盖产品沾漆池段(5-2),电机端盖产品出池段(5-3),所述电机端盖产品进池段(5-1)自左向右为下坡形设置,所述电机端盖产品沾漆池段(5-2)为水平设置,所述电机端盖产品出池段(5-3)自左向右为上坡形设置,所述电机端盖产品进池段(5-1)左端与所述上平行轨道及支架段(4)一端圆弧形连接,其右端与所述电机端盖产品沾漆池段(5-2)左端圆弧形连接,所述电机端盖产品沾漆池段(5-2)右端与所述电机端盖产品出池段(5-3)左端圆弧形连接,所述电机端盖产品出池段(5-3)右端与所述传动机构装置段轨道及支架(6)左端圆弧形连接。
[0027]
又一步地,所述沾漆系统装置(9)包括:沾漆池支架(9-1),沾漆池(9-2),沾漆池气味吸罩(9-3),活性炭过滤筒(9-4),连接管道(9-5),光氧机(9-6),风机(9-7),烟囱(9-8);所述沾漆池支架(9-1)固定设置在电机端盖铸造产品沾漆自动循环生产线内左侧地平面上,所述沾漆池(9-2)固定设置在所述沾漆池支架(9-1)上,所述沾漆池(9-2)的正上方悬空设置所述沾漆池气味吸罩(9-3),所述沾漆池气味吸罩(9-3)正上方固定设置所述活性炭过滤筒(9-4),所述活性炭过滤筒(9-4)正上方固定设置所述连接管道(9-5),所述连接管道(9-5)另一端与所述光氧机(9-6)固定连接,所述风机(9-7)一端与所述光氧机(9-6)固定连接,另一端与所述烟囱(9-8)固定连接,形成一套可处理有毒有害气味的沾漆系统装置。
[0028]
又一步地,所述沾漆池(9-2)按照电机端盖铸造产品沾漆自动循环生产线长度方向为底部平行,两端上部带斜形的槽型结构装置,优选耐腐蚀不锈钢制作。
[0029]
又一步地,所述传动机构装置(10)还包括传动机构机架(10-1),电机(10-2),传动轴(10-3),轴承座(10-4),链轮(10-5),轨道(10-6),传动链条(10-7),行走轮(10-8),转动连接轴(10-9),电机端盖产品吊钩(10-10);所述传动机构机架(10-1)固定设置在电机端盖铸造产品沾漆自动循环生产线内右侧地平面上,所述电机(10-2)和所述轴承座(10-4)固定
设置在所述传动机构机架(10-1)上,所述电机(10-2)通过所述传动轴(10-3)与所述链轮(10-5)连接;所述轨道(10-6)内设置所述传动链条(10-7),所述链轮(10-5)与所述传动链条(10-7)可分离连接,所述传动链条(10-7)间隔均匀地设置所述可转动连接轴(10-9),所述转动连接轴(10-9)两端设置所述行走轮(10-8),所述转动连接轴(10-9)正中还设置有所述电机端盖产品吊钩(10-10)。
[0030]
本实用新型运行时,首先将所述沾漆池内注入调和好的防锈漆待用,然后开启沾漆自动循环生产线,由人工在所述平行轨道及支架段(2),将电机端盖产品(8)挂在所述电机端盖产品吊钩(10-10)上,随着沾漆自动循环生产线的缓步前行,所述电机端盖产品(8)经过所述沾漆池(9-2),完成沾漆后边干燥,边继续前行循环至所述平行轨道及支架段(2),由人工辅助将沾好防锈漆的电机端盖产品(8),从沾漆自动循环生产线上卸下装车运至产品库房待售。
[0031]
在沾漆自动循环生产线连续运行时,同时开启沾漆系统装置(9)系统设置的风机(9-7),由于负压的作用,沾漆池(9-2)发生的有毒有害气味,即经沾漆池气味吸罩(9-3)进入所述活性炭过滤筒(9-4)进行过滤,然后再经连接管道(9-5)进入所述光氧机(9-6)进行二次净化清洁,清洁后的气体最后由烟囱(9-8)排出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1