一种沾头自动线及其工作方法与流程
1.本发明涉及铅笔加工技术领域,特别是涉及一种沾头自动线及其工作方法。
背景技术:
2.铅笔是一种用来书写或绘画的笔类,已具有悠久的历史。
3.铅笔在生产成型后需要对外表进行沾头上漆作业。
4.现有技术的沾头自动线包括机架、设置在机架上用于将未上漆的铅笔批量整齐地插设在插笔盘上的自动插笔机构和沿着插笔盘传送方向在机架上依次设置在插笔机构后方的第一输送机构、第一翻转机构、干燥机构、第二翻转机构、第二输送机构以及排料输出机构,第一输送机构与第二输送机构正上方分别对应设有可竖向移动的第一沾头机构以及第二沾头机构。通过插笔盘在机架上的移动,能够自动进行两次沾头工序,实现了部分自动化作业。
5.其存在以下技术问题:当一批铅笔沾头工序结束后将要进行下一批铅笔沾头时,需要人工将插笔盘取出才能进行作业,效率低下。
6.因此,有必要研发一种沾头自动线及其工作方法。
技术实现要素:
7.针对现有技术中存在的技术问题,本发明的目的之一是:提供一种沾头自动线,能够将插笔盘自动移回初始位置以进行循环作业,自动化程度高,提高了工作效率。
8.针对现有技术中存在的技术问题,本发明的目的之二是:提供一种沾头自动线工作方法,能够实现循环沾头作业,自动化程度高,提高了工作效率。
9.为了达到上述目的,本发明采用如下技术方案:一种沾头自动线,包括机架、在机架上传送的插笔盘和控制装置;机架上设有依次首尾连接形成闭环的插平一体机、沾uv装置、沾漆装置和选沾回盘卸笔装置;插平一体机用于将铅笔插设于插笔盘并将插笔盘输送到沾uv装置;沾uv装置用于为插笔盘上的铅笔进行沾uv动作并将插笔盘输送到沾漆装置;沾漆装置用于为插笔盘上的铅笔沾漆并将插笔盘输送到选沾回盘卸笔装置;选沾回盘卸笔装置用于将铅笔从插笔盘上卸下并将插笔盘输送到插平一体机;控制装置用于控制插平一体机、沾uv装置、沾漆装置和选沾回盘卸笔装置动作。
10.采用这种结构后,当一批铅笔沾头工序结束后,插笔盘能够自动回到机架上的初始位置以进行下一批铅笔沾头作业,从而沾头自动线能够实现全自动循环作业,自动化程度高,提高了工作效率。
11.进一步,沾漆装置数量为多个,多个沾漆装置依次连接。
12.采用这种结构后,沾头自动线能够实现多道沾漆工序,能够实现多盘同时沾头,提
高生产效率和沾头品质。
13.进一步,多个沾漆装置分别连接于选沾回盘卸笔装置。
14.采用这种结构后,能够根据需要灵活选择沾头的次数,运用范围更广。
15.进一步,每两个沾漆装置之间设有烘干输送线,每个烘干输送线均与选沾回盘卸笔装置连接。
16.采用这种结构后,每个沾漆装置都可以通过烘干输送线将插笔盘输送到下一个沾漆装置以进行沾漆动作,且每次沾漆完成后均可以将插笔盘送入选沾回盘卸笔装置进行卸笔,提高了运用的灵活性。
17.进一步,烘干输送线采用倍速链驱动。使用倍速链进行输送后,达到每盘的烘干时间均匀的效果,保证了沾漆的质量。
18.进一步,选沾回盘卸笔装置包括选沾轨道,选沾轨道与多个沾漆装置分别连接,选沾轨道一侧设有选沾顶升组件和尾部移盘机构,选沾顶升组件用于将插笔盘输送到任一沾漆装置一端,尾部移盘机构用于将位于所述沾漆装置一端的插笔盘输送到所述沾漆装置内。
19.进一步,选沾回盘卸笔装置还包括回盘轨道、卸笔轨道和自动卸笔组件,回盘轨道分别与选沾轨道和卸笔轨道连接,自动卸笔组件设于卸笔轨道一侧,用于将位于卸笔轨道插笔盘上的铅笔卸下。
20.一种沾头自动线工作方法,包括以下步骤,控制装置控制插平一体机将铅笔插设于插笔盘并将插笔盘输送到沾uv装置;沾uv装置为插笔盘上的铅笔进行沾uv动作并将插笔盘输送到沾漆装置;沾漆装置为插笔盘上的铅笔沾漆并将插笔盘输送到选沾回盘卸笔装置;选沾回盘卸笔装置将铅笔从插笔盘上卸下并将插笔盘输送到插平一体机以进行循环作业。
21.采用本发明的工作方法,当一批铅笔沾头工序结束后,插笔盘能够自动回到机架上的初始位置以进行下一批铅笔沾头作业,从而沾头自动线能够实现全自动循环作业,自动化程度高,提高了工作效率。
22.进一步,沾漆装置为插笔盘上的铅笔沾漆后,控制装置控制插笔盘继续进行沾漆动作或者控制插笔盘输送到选沾回盘卸笔装置进行卸笔。
23.采用本步骤后,插笔盘可以选择根据实际沾漆要求继续沾漆,或者直接输送到选沾回盘卸笔装置进行卸笔,从而提供了不同的运用方式,提高了运用的灵活性。
24.进一步,插笔盘继续进行沾漆动作的实现方式为,沾漆装置数量为多个且依次连接,控制装置控制插笔盘输送到任意沾漆装置进行沾漆动作。
25.采用本步骤后,沾头自动线能够实现多道沾漆工序,能够实现多盘同时沾头,提高生产效率和沾头品质,能够根据需要灵活选择沾头的次数,运用范围更广。
26.总的说来,本发明具有如下优点:当一批铅笔沾头工序结束后,插笔盘能够自动回到机架上的初始位置以进行下一批铅笔沾头作业,从而沾头自动线能够实现全自动循环作业,无需人工干预,自动化程度高,提高了工作效率。
附图说明
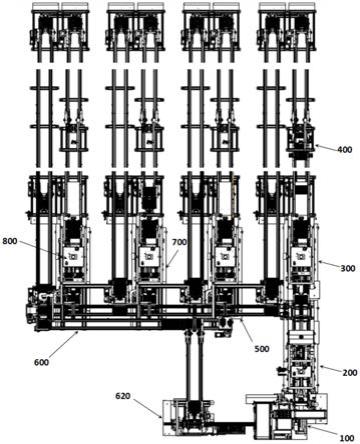
27.图1为本发明沾头自动线的整体结构示意图;图2为插平一体机的结构示意图;图3为插笔装置的结构示意图;图4为沾uv装置的结构示意图;图5为二沾装置的结构示意图;图6为左烘干输送线的结构示意图;图7为右烘干输送线的结构示意图;图8为三沾装置的结构示意图;图9为选沾回盘卸笔装置的结构示意图;图10为回盘输送线的结构示意图;图11为自动卸笔组件的结构示意图;图12为自动卸笔组件另一视角的结构示意图。
28.附图标记:100-插平一体机;110-笔斗;120-输送机构;130-插笔装置;131-插笔推板;132-插笔提升装置;140-总控制面板;200-沾uv装置;210-第一推送机构;220-第一检漆机构;221-第一检漆光电;230-uv烘干机构;231-uv遮光板;233-uv灯防护罩;240-提升翻转机构;241-uv冷却提升工装;300-二沾装置;310-第二推送机构;311-二沾后翻转组件;320-第二检漆机构;321-第二检漆光电; 331-第二刮漆板;332-第二油漆盒;333-二沾后接漆盒;340-二沾控制面板;400-烘干输送线;410-左烘干输送线;411-选盘翻转机构;412-三层升降架;413-升降过渡台;420-右烘干输送线;421-五层升降架;430-移层平移机构;500-三沾装置;510-尾部移盘机构;520-第三推送机构;521-三沾后翻转组件;531-第三刮漆板;532-第三油漆盒;533-三沾后接漆盒;540-第三检漆机构;541-第三检漆光电;550-三沾控制面板;600-选沾回盘卸笔装置;611-选沾轨道;612-回盘轨道;613-卸笔轨道;614-变向装置;615-卸笔升降台;616-选沾顶升组件;620-自动卸笔组件;621-卸笔推针;622-支撑杆;623-出盘装置;630-收笔输送带;631-收笔斗;640-出盘输送道;700-四沾装置;800-五沾装置。
具体实施方式
29.下面来对本发明做进一步详细的说明。
30.如图1所示,一种沾头自动线,包括机架、在机架上传送的插笔盘和控制装置;机架上设有依次首尾连接形成闭环的插平一体机100、沾uv装置200、沾漆装置和选沾回盘卸笔装置600;插平一体机100用于将铅笔插设于插笔盘并将插笔盘输送到沾uv装置200;沾uv装置200用于为插笔盘上的铅笔进行沾uv动作并将插笔盘输送到沾漆装置;
沾漆装置用于为插笔盘上的铅笔沾漆并将插笔盘输送到选沾回盘卸笔装置600;选沾回盘卸笔装置600用于将铅笔从插笔盘上卸下并将插笔盘输送到插平一体机100;控制装置用于控制插平一体机100、沾uv装置200、沾漆装置和选沾回盘卸笔装置600动作。
31.工作时,插平一体机100首先将铅笔插设于插笔盘,然后将插笔盘输送到沾uv装置200。沾uv装置200接收到插笔盘后,为插笔盘上的铅笔进行沾uv动作,然后将插笔盘输送到沾漆装置。沾漆装置接收到插笔盘后,为插笔盘上的铅笔沾漆,然后将插笔盘输送到选沾回盘卸笔装置600。选沾回盘卸笔装置600接收到插笔盘后,将铅笔从插笔盘上卸下,然后将插笔盘输送到插平一体机100以重复利用插笔盘进行循环工作,从而可以在完成一批铅笔的沾头后,自动进行下一批的铅笔沾头工作,无需人工将插笔盘移动回在机架上的初始位置,实现了全自动加工工艺,自动化程度高,大幅提高了工作效率。
32.具体地,如图2、图3所示,插平一体机100包括用于放置铅笔的笔斗110、放置插笔盘的输送机构120、进行插平笔的插笔装置130及总控制面板140,放置铅笔的笔斗110可左右滑动进行筛笔,放置插笔盘的输送机构120通过感应控制装置进行自动送盘,插笔装置130位于笔斗110内,通过推送插笔推板131进行插笔,在推送的时候,插笔提升装置132夹持着插笔盘逐行提升,保证插笔盘内插满铅笔。插入插笔盘的各支铅笔两端面平整,保证了后续的沾头上漆步骤中每支铅笔的上漆进度及最终的上漆效果一致。
33.如图4所示,沾uv装置200包括第一推送机构210、第一检漆机构220、uv烘干机构230、提升翻转机构240,第一推送机构210布置在整道沾uv工序,通过控制动力源与传感器的配合控制,保证插笔盘在沾uv工序内平稳输送。第一检漆机构220具有第一检漆光电221。当插笔盘到达uv工序时,第一检漆光电221下降检测uv液位,uv烘干机构230包括uv遮光板231、uv灯及uv灯防护罩233,uv遮光板231位于uv烘干机构230前方,uv灯防护罩233将uv灯防护住。提升翻转机构240包括uv冷却提升工装241,uv冷却提升工装241遍布在整个提升翻转机构240,uv冷却提升工装241与第一推送机构210平行,使插笔盘通过uv烘干机构230后能顺利送入。uv冷却提升工装241出口位置与下道工序平行,保证输送接驳的稳定。
34.沾漆装置数量可按需要设置。本实施例中,沾漆装置包括二沾装置300、三沾装置500、四沾装置700和五沾装置800。
35.如图5所示,二沾装置300包括第二推送机构310、第二检漆机构320、第二刮漆机构和二沾控制面板340。当插笔盘到达二沾工序时,笔上的uv漆已完全冷却定型。第二推送机构310布置在整道二沾工序,通过控制动力源与传感器的配合控制,保证插笔盘在二沾工序内平稳输送。第二刮漆机构具有第二刮漆板331,位于第二油漆盒332盘侧,第二检漆机构320具有第二检漆光电321,当插笔盘到达二沾工序时,第二刮漆板331移动,将第二油漆盒332表面结皮的油漆刮去,接着,第二检漆光电321下降检测油漆液位后,第二推送机构310控制插笔盘下降进行沾漆。二沾装置300末端具有二沾后翻转组件311,二沾装置300具有二沾控制面板340,二沾控制面板340能单独控制二沾装置300,且通过操作二沾控制面板340可变更二沾后翻转组件311的旋转动作,从而改变插笔盘输出的方式,二沾完成的插笔盘通过第二推送机构310送入烘干输送线400,第二推送机构310轨道的下方具有用防止未干油漆滴落、沾染通道下层的铅笔的二沾后接漆盒333,二沾后接漆盒333下方具有清理油漆用
的出漆口。
36.如图6、图7所示,烘干输送线400包括左烘干输送线410、右烘干输送线420和移层平移机构430。左烘干输送线410首部与上一道沾漆工序输出端相连。左烘干输送线410包括选盘翻转机构411及两个三层升降架412。当到达选盘翻转机构411时的插笔盘为笔朝下,则选盘翻转机构411进行旋转将笔朝上,当到达选盘翻转机构411时的插笔盘为笔朝上时,选盘翻转机构411则不动作,插笔盘直接由选盘翻转机构411表面通过。三层升降架412具有两个,分别位于左烘干输送线410的首尾端,两侧三层升降架412上各具有一个升降过渡台413,升降过渡台413通过动力源进行控制纵向移动,可用于连接上层至下层的插笔盘,插笔盘进入升降过渡台413内后停留在升降过渡台413内。当升降过渡台413下降到位后,由动力源驱动将升降过渡台413内的插笔盘推出进入下一层烘干输送线400。左烘干输送线410底层尾部具有连接右烘干输送线420的移层平移机构430,移层平移机构430通过动力源进行控制横向移动。插笔盘进入移层平移机构430内后停留在移层平移机构430内,当移层平移机构430横移到位后,由动力源驱动将移层平移机构430内的插笔盘推出进入右烘干输送线420,右烘干输送线420具有两个五层升降架421,分别位于右烘干输送线420的首尾端。五层升降架421每两层之间具有一个升降过渡台413,可将底部插笔盘逐层抬升至顶层。右烘干输送线420顶层轨道与选沾回盘卸笔装置600接驳。烘干输送线400为一个模组,可根据沾漆工序的数量进行等量复制,更方便安装。
37.如图8所示,三沾装置500包括尾部移盘机构510、第三推送机构520、第三刮漆机构、第三检漆机构540和沾漆控制面板550。尾部移盘机构510位于三沾装置500前端,与选沾轨道611的开口处相接,插笔盘由右烘干输送线420尾部输出端输送至选沾轨道611内,通过选沾轨道611移送至尾部移盘机构510前端,通过动力源将插笔盘输送至三沾装置500前,再推送入三沾装置500的输送轨道。第三推送机构520布置在整道三沾工序,通过控制动力源与传感器的配合控制,保证插笔盘在三沾工序内平稳输送,第三刮漆机构具有第三刮漆板531,位于第三油漆盒532侧。第三检漆机构540具有第三检漆光电541,当插笔盘到达沾漆工序时,第三刮漆板531移动,将第三油漆盒532表面结皮的油漆刮去,随后第三检漆光电541下降检测油漆液位后,推送机构520控制插笔盘下降进行沾漆。三沾装置500末端具有三沾后翻转组件521,三沾装置500具有三沾控制面板550,三沾控制面板550能单独控制三沾装置500,且通过操作三沾控制面板550可变更三沾后翻转组件521的旋转动作。沾漆完成的插笔盘通过第三推送机构520送入烘干输送线400,第三推送机构520轨道的下方具有用防止未干油漆滴落,沾染通道下层的铅笔的三沾后接漆盒533,三沾后接漆盒533下方具有清理油漆用的出漆口。四沾装置700与五沾装置800均具有相同结构,使沾漆工序模组化,后续增加沾头工序仅需增加重复的模组。
38.如图9-图12所示,选沾回盘卸笔装置600包括回盘输送线与自动卸笔组件620,回盘输送线包括选沾轨道611、回盘轨道612及卸笔轨道613,均由动力源控制。选沾轨道611分别与二沾至五沾工序所连接的烘干输送线400接驳,烘干输送线400内已烘干完成的插笔盘被推送入选沾轨道611内进行输送。选沾轨道611内的插笔盘可根据需求选定进行下一道沾漆或直接进入卸笔轨道613进行卸笔。当程序选定为继续沾漆时,选沾轨道611内的插笔盘会传送至下一道沾漆工序前,选沾顶升组件616顶出将插笔盘推入下一道沾漆工序的尾部移盘机构510,由尾部移盘机构510送入沾漆工序进行加工。选沾轨道611旁侧具有回盘轨道
612,且两个轨道相接。回盘轨道612由动力源进行控制,当回盘轨道612内的插笔盘到达卸笔轨道613前时,由变向装置614对插笔盘进行变轨输送入卸笔轨道613,自动卸笔组件620与卸笔轨道613接驳,将卸笔轨道613内的插笔盘通过卸笔升降台615移送入自动卸笔组件620内进行卸笔。自动卸笔组件620具有卸笔推针621,插笔盘进入卸笔升降台615内,由升降台615下降再进行翻转,翻转到位后卸笔组件内的支撑杆622伸出托住卸笔升降台615内的插笔盘,插笔盘再次缓慢下降至自动卸笔组件620内后,传感器感应到位后卸笔推针621推出,将插笔盘内的铅笔顶出落在收笔输送带630上,通过输送进入收笔斗631进行收笔,同时完成卸笔的插笔盘被出盘装置623推入卸笔出盘输送道640内,经由出盘输送道640落入插平一体机100的输送机构120上进行循环作业。
39.本发明具有如下优点:1、具有自动送盘与自动卸笔的功能,使自动线实现全自动作业,极大地减少人工成本;2、每道沾漆之间使用长距离回盘进行风干后再沾漆,同时由于使用倍速链进行输送,达到每盘的烘干时间均匀的效果,保证了沾漆的质量;3、能实现多道沾漆工序且能选择沾头的次数,运用范围更广;4、每道沾漆工序均有独立的触摸调整面板参数调整,更方便调试;5、沾头工序模组化,根据需求进行增加模组,安装更方便;6、可以连接通讯设备,对产品和设备进行实时的品质监控;7、实现多盘同时沾头,提高生产效率和沾头品质。
40.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1