钣金机架的支撑装置的制作方法
1.本实用新型涉及支撑装置技术领域,具体地说,涉及一种钣金机架的支撑装置。
背景技术:
2.现有技术在喷涂大中型钣金机架时,通过喷涂房及烤漆房顶部追加大承重挂钩,悬挂式喷涂加工。此方法作业位置固定不便移动,转序及运输困难,过于局限性。且大小不一的钣金机架不可用同一位置的承重挂钩,通用性效果不佳。
技术实现要素:
3.本实用新型的目的在于提供一种钣金机架的支撑装置,周转方便、通用性好。
4.本实用新型公开的钣金机架的支撑装置所采用的技术方案是:
5.一种钣金机架的支撑装置,包括若干支撑组件、若干调节杆件以及定位套板,若干所述支撑组件呈多边形排布,所述支撑组件包括支撑滚轮、连接件以及立管,所述支撑滚轮设于连接件下,所述立管设于连接件上,所述立管上端设定位插销;若干调节杆件可伸缩的设于相邻两连接件之间;所述定位套板开设有若干通孔,将所述定位套板设置于所述立管上,从而使若干定位插销分别自一通孔伸出。
6.作为优选方案,所述连接件包括相接的第一连接管和第二连接管,所述调节杆件一端伸入一支撑组件的第一连接管,所述调节杆件另一端伸入另一支撑组件的第二连接管。
7.作为优选方案,所述第二连接管一端焊接于第一连接管的侧壁,所述立管下端焊接于第一连接管的另一侧壁,所述第一连接管内设通腔。
8.作为优选方案,所述支撑组件设有四个,所述第一连接管和第二连接管之间夹角为90
°
。
9.作为优选方案,还包括限位件,所述限位件设于连接件与调节杆件之间,用于限制调节杆件伸出连接件的长度。
10.作为优选方案,所述定位套板中部开设贯穿槽。
11.作为优选方案,所述定位套板中部开设若干贯穿槽,相邻所述贯穿槽之间留设连接筋。
12.作为优选方案,所述调节杆件、第一连接管以及第二连接管均为方通管所制。
13.作为优选方案,所述连接件与立管之间设第一加强梁。
14.作为优选方案,所述支撑滚轮为金属脚轮。
15.本实用新型公开的钣金机架的支撑装置的有益效果是:大中型钣金机架上一般开设有用于安装地脚或脚轮的孔位,将大中型钣金机架放置于定位套板上,使定位插销插入大中型钣金机架上的孔位,此时大中型钣金机架被本装置支撑,方便利用支撑滚轮转运移动,且由于定位插销插入大中型钣金机架上的孔位,移动和喷涂中不会晃动,定位稳定可靠。针对不同规格的钣金机架,使调节杆件相对连接件伸出或缩短,从而调节相邻支撑组件
的距离,以适应不同规格的钣金机架。
附图说明
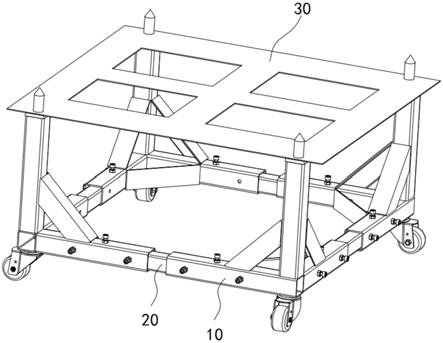
16.图1是本实用新型钣金机架的支撑装置的结构示意图。
17.图2是本实用新型钣金机架的支撑装置的爆炸示意图。
18.图3是本实用新型钣金机架的支撑装置的支撑组件的结构示意图。
19.图4是本实用新型钣金机架的支撑装置的定位套板的结构示意图。
20.图5是本实用新型钣金机架的支撑装置的使用状态图。
21.图6是本实用新型钣金机架的支撑装置的另一视角的使用状态图。
具体实施方式
22.下面结合具体实施例和说明书附图对本实用新型做进一步阐述和说明:
23.请参考图1和图2,一种钣金机架的支撑装置,包括若干支撑组件10、若干调节杆件20以及定位套板30。
24.请参考图1、图2和图3,若干所述支撑组件10呈多边形排布。所述支撑组件10包括支撑滚轮11、连接件12以及立管13,所述支撑滚轮11设于连接件12下,所述立管13设于连接件12上,所述立管13上端设定位插销131。
25.请参考图1、图2和图4,若干调节杆件20可伸缩的设于相邻两连接件12之间。所述定位套板30开设有若干通孔31,将所述定位套板30设置于所述立管13上,从而使若干定位插销131分别自一通孔31伸出。
26.请参考图5、图6,大中型钣金机架上一般开设有用于安装地脚或脚轮的孔位,将大中型钣金机架放置于定位套板30上,使定位插销131插入大中型钣金机架上的孔位,此时大中型钣金机架被本装置支撑,方便利用支撑滚轮11转运移动,且由于定位插销131插入大中型钣金机架上的孔位,移动和喷涂中不会晃动,定位稳定可靠。针对不同规格的钣金机架,使调节杆件20相对连接件12伸出或缩短,从而调节相邻支撑组件10的距离,以适应不同规格的钣金机架。
27.请参考图3,所述连接件12包括相接的第一连接管121和第二连接管122,所述调节杆件20一端伸入一支撑组件10的第一连接管121,所述调节杆件20另一端伸入另一支撑组件10的第二连接管122,从而实现连接件12与调节杆件20的伸缩连接。在另一实施例中,一所述支撑组件10的第一连接管121伸入所述调节杆件20一端,另一所述支撑组件10的第二连接管122伸入该调节杆件20另一端。
28.其中,所述第二连接管122一端焊接于第一连接管121的侧壁,所述立管13下端焊接于第一连接管121的另一侧壁,所述第一连接管121内设通腔。此时调节杆件20伸入第一连接管121的长度可以超过第一连接管121自身长度,以此实现更大的调节范围,从而提升了本装置的通用性。
29.其中,支撑滚轮11、连接件12、立管13、调节杆件20以及定位套板30均为金属所制,使得本装置可跟随喷涂后的钣金机架进烤房。具体的,所述调节杆件20、第一连接管121以及第二连接管122均为方通管所制。其中调节杆件20外形尺寸略小于第一连接管121的通腔。所述立管13也采用方通管所制。
30.上述方案中,所述支撑组件10设有四个,四个所述支撑组件10对称排布,且每个支撑组件10的第一连接管121对应相邻另一支撑组件10的第二连接管,在相邻两个所述支撑组件10之间设置调节杆件20。其中,所述第一连接管121和第二连接管122之间夹角为90
°
。
31.需要注意的是,该支撑组件10的数量可根据实际需要设置任意数量。当支撑组件10为三个时,支撑组件10中的第一连接管121和第二连接管122之间夹角为60
°
。当支撑组件10为六个时,支撑组件10中的第一连接管121和第二连接管122之间夹角为120
°
。
32.请参考图1和图2,该支撑装置还包括限位件50,所述限位件50设于连接件12与调节杆件20之间,用于限制调节杆件20伸出连接件12的长度。当连接件12与调节杆件20的相对位置调整合适后,通过限位件50进行限位锁紧,避免在后续使用过程中出现移动。
33.所述限位件50为螺栓,所述限位件50具体设置在第一连接管121与调节杆件20之间以及第二连接管122与调节杆件20之间,在第一连接管121与调节杆件20之间以及第二连接管122与调节杆件20之间均设有多个限位件50,且多个限位件50分设在至少两个相邻的侧面上。
34.请参考图4,所述定位套板30中部开设贯穿槽32。喷涂作业时,通过贯穿槽32对钣金机架底部进行喷涂。本实施例中,所述定位套板30中部开设若干贯穿槽32,相邻所述贯穿槽32之间留设连接筋33。从而提升定位套板30的强度,避免其变形过大而影响定位准确性。具体的,所述贯穿槽设有四个。
35.请参考图3,所述连接件12与立管13之间设第一加强梁123。所述第一连接管121和第二连接管122之间设第二加强梁124。其中第一加强梁123分设在第一连接管121与立管13之间以及第二连接管122与立管13之间。第一加强梁123和第二加强梁124均采用方通管和l型板所制,第一加强梁123和第二加强梁124的两端均通过焊接固定。本实施例中,两个第一加强梁123的一端焊接在立管13的相邻两侧面上。
36.所述立管13包括管体132以及固定于管体132上端的垫板133,所述定位插销131焊接固定于垫板133,所述定位插销131顶部缩口形成锥体,以方便连接钣金机架的孔位。管体132竖直向上。
37.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1