涂料投放装置的制作方法
1.本实用新型涉及涂料制造设备技术领域,特别涉及涂料投放装置。
背景技术:
2.在现有技术中,涂料投放装置主要用于将涂料原料倒入涂料搅拌釜内,但是由于涂料原料在长期存放过程中,特别是对于液态涂料而言,容易发生凝固、成块,当将已凝固或成块的涂料原料直接倒入搅拌釜内与其他涂料原料进行混合,容易导致混合不均匀等情况的发生,影响成品质量。并且,由于涂料原料的粘度普遍偏大,导致若是直接通过搅拌过筛的方式进行细化,则可能导致涂料原料会大量残留于筛网内,显著降低过筛效率。
技术实现要素:
3.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是:提供一种可快速使涂料原料过筛的涂料投放装置。
4.为了解决上述技术问题,本实用新型采用的技术方案为:涂料投放装置,包括料斗、第一筛网、第二筛网和搅拌组件;
5.所述第一筛网和第二筛网在竖直方向平行并从上至下依次设置于所述料斗的侧壁所围成的内腔中;
6.所述搅拌组件包括电机、第一刮板和第二刮板;
7.所述电机设置于所述料斗的上表面,所述电机的输出轴竖直向下设置并伸入所述料斗的内腔中;
8.所述第一刮板设置于所述电机的输出轴的轴向并于所述料斗的上表面与第一筛网之间,所述第一刮板的下端面与第一筛网的上表面相接触;
9.所述第二刮板设置于所述电机的输出轴的轴向并于所述第一筛网和第二筛网之间,所述第二刮板的上端面与第一筛网的下表面相接触,下端面与第二筛网的上表面相接触,所述第二刮板沿其旋转方向的一侧面上设置有多个导流槽。
10.其中,多个的所述导流槽沿所述第二刮板的长度方向依次间隔设置。
11.其中,所述导流槽包括进料端和出料端,所述导流槽的槽宽沿进料端朝向出料端的方向逐渐减小。
12.其中,所述第二刮板包括第一直板、斜板和第二直板,所述第一直板与第二直板分别设置于所述斜板在竖直方向上的两端,所述第一直板垂直于第一筛网,所述第二直板垂直于第二筛网。
13.其中,所述第一刮板与第二刮板分别设置为多个,多个的所述第一刮板和多个的所述第二刮板均沿所述电机的输出轴轴向等距间隔设置。
14.其中,所述第一筛网的目数小于第二筛网的目数。
15.本实用新型的有益效果在于:通过在料斗内设置搅拌组件、第一筛网和第二筛网,实现对涂料原料进行过筛,防止已凝固成块的涂料原料直接被倒入搅拌釜内,影响后续搅
拌的均匀性;通过将第一刮板设置为其下表面与第一筛网的上表面相接触,以驱使涂料原料快速通过第一筛网,并且通过将第二刮板设置为其上端面与第一筛网的下表面接触,其下端面与第二筛网的上表面相接触,以驱使涂料原料快速从第一筛网流向第二筛网,防止涂料原料由于其粘性而滞留于第一筛网上,降低过筛效率;通过在第二刮板的旋转方向一侧面上设置导流槽,以将第一筛网上已过筛的涂料原料导向第二筛网,进一步提高涂料原料在第一筛网与第二筛网上的过筛效率。
附图说明
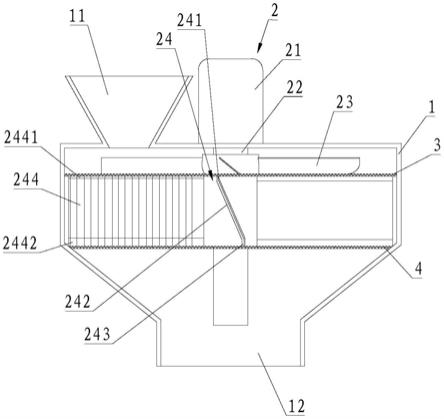
16.图1所示为本实用新型在具体实施方式中涂料投放装置的正向剖视图;
17.图2所示为本实用新型在具体实施方式中涂料投放装置的结构示意图。
18.标号说明:1、料斗;11、进料口;12、出料口;2、搅拌组件;21、电机;22、输出轴;23、第一刮板;24、第二刮板;241、第一直板;242、斜板;243、第二直板;244、导流槽;2441、进料端;2442、出料端;3、第一筛网;4、第二筛网。
具体实施方式
19.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
20.本实用新型最关键的构思在于:通过将第二刮板设置为其上表面与第一筛网的下表面相接触、其下端面与第二筛网的上表面相接触,以及在其旋转方向一侧面上设置多个导流槽以提高涂料原料在第一筛网及第二筛网上的过筛效率。
21.请参照图1及图2所示,本实用新型为涂料投放装置,包括料斗1、第一筛网3、第二筛网4和搅拌组件2;所述第一筛网3和第二筛网4在竖直方向平行并从上至下依次设置于所述料斗1的侧壁所围成的内腔中;所述搅拌组件2包括电机21、第一刮板23和第二刮板24;所述电机21设置于所述料斗1的上表面,所述电机21的输出轴22竖直向下设置并伸入所述料斗1的内腔中;所述第一刮板23设置于所述电机21的输出轴22的轴向并于所述料斗1的上表面与第一筛网3之间,所述第一刮板23的下端面与第一筛网3的上表面相接触;所述第二刮板24设置于所述电机21的输出轴22的轴向并于所述第一筛网3和第二筛网4之间,所述第二刮板24的上端面与第一筛网3的下表面相接触,下端面与第二筛网4的上表面相接触,所述第二刮板24沿其旋转方向的一侧面上设置有多个导流槽244。
22.具体的,本实用新型的工作原理为:首先将涂料投放装置的出料口12安装于反应釜的进料口上,然后将涂料原料通过料斗1的进料口11被倒入料斗1内,电机21通过其输出轴22分别带动第一刮板23与第二刮板24沿其周向同步旋转;当涂料原料处于第一筛网3上时,通过第一刮板23将涂料原料挤压至第一筛网3的筛孔内,在筛孔内的涂料原料通过其自身的重力而向下流动;当其流出第一筛网3的筛孔时,通过第二刮板24的刮取并通过第二刮板24上的导流槽244流至第二筛网4上,并通过第二刮板24将涂料原料挤压入第二筛网4的筛孔内,最终涂料原料通过料斗1的出料口12进入反应釜内。
23.从上述描述可知,本实用新型的有益效果在于:通过第一刮板23与第二刮板24的配合,以快速将滞留于第一筛网3上表面以及第一筛网3下表面的涂料原料快速过筛,有效防止由于涂料原料的粘性过大导致其流动缓慢,进而降低过筛效率的情况发生;同时,通过
在第二刮板24的旋转方向的一侧面上设置多个导流槽244以快速将涂料原料导向第二筛网44,防止涂料原料在第二刮板24表面滞留,降低过筛效率。
24.优选的,所述第一刮板23与第二刮板24的表面设置有防静电涂层,以防止由于静电作用而使得涂料原料沾附于第一刮板23和第二刮板24的表面。
25.优选的,所述第一刮板23为倾斜设置。
26.进一步的,多个的所述导流槽244沿所述第二刮板24的长度方向依次间隔设置。
27.从上述描述可知,通过将导流槽244设置为多个,以及多个导流槽244为间隔设置,以防止由于涂料原料在导流槽244内的流量过大导致涂料原料滞留于导流槽244内,降低涂料原料过筛效率。
28.进一步的,所述导流槽244包括进料端2441和出料端2442,所述导流槽244的槽宽沿进料端2441朝向出料端2442的方向逐渐减小。
29.从上述描述可知,通过将导流槽244的槽宽设置为沿其进料端2441朝向出料端2442的方向逐渐减小,以加快涂料原料与第一筛网33的分离,同时减缓涂料原料流入第二筛网44的速度,防止由于涂料原料流入滤网过多导致其在第二筛网44的表面滞留,影响第二刮板24的转速。
30.进一步的,所述第二刮板24包括第一直板241、斜板242和第二直板243,所述第一直板241与第二直板243分别设置于所述斜板242在竖直方向上的两端,所述第一直板241垂直于第一筛网3,所述第二直板243垂直于第二筛网4。
31.从上述描述可知,通过将第二刮板24设置为第一直板241、斜板242与第二直板243的组合,以实现通过第一直板241以垂直方向刮取滞留于第一筛网33下表面的涂料原料和通过第二直板243以垂直方向将涂料原料压入第二筛网44的滤孔中,有效防止涂料原料在与第一直板241与第二直板243相接触时发生堆积,影响第二刮板24的旋转,并降低涂料原料的过筛效率。
32.进一步的,所述第一刮板23与第二刮板24分别设置为多个,多个的所述第一刮板23和多个的所述第二刮板24均沿所述电机21的输出轴22轴向等距间隔设置。
33.从上述描述可知,通过将第一刮板23与第二刮板24设置为多个,以加快涂料原料的过筛效率。
34.进一步的,所述第一筛网3的目数小于第二筛网4的目数。
35.从上述描述可知,通过将第一筛网3的目数设置为比第二筛网4的目数小,以防止由于在第一筛网3上的涂料原料内成块颗粒较大导致堵塞第一筛网3的筛孔,降低第一筛网3的过筛效率。
36.优选的,所述第一筛网3和第二筛网4均可拆卸式地设置于料斗1的内腔中,即方便在实际操作过程中,根据具体的涂料原料的性质更换不同目数的第一筛网3和第二筛网4。
37.参照图1及图2,本实用新型的实施例一为:
38.涂料投放装置,包括料斗1、第一筛网3、第二筛网4和搅拌组件2;所述第一筛网3和第二筛网4在竖直方向平行并从上至下依次设置于所述料斗1的侧壁所围成的内腔中;所述搅拌组件2包括电机21、第一刮板23和第二刮板24;所述电机21设置于所述料斗1的上表面,所述电机21的输出轴22竖直向下设置并伸入所述料斗1的内腔中;所述第一刮板23设置于所述电机21的输出轴22的轴向并于所述料斗1的上表面与第一筛网3之间,所述第一刮板23
的下端面与第一筛网3的上表面相接触;所述第二刮板24设置于所述电机21的输出轴22的轴向并于所述第一筛网3和第二筛网4之间,所述第二刮板24的上端面与第一筛网3的下表面相接触,下端面与第二筛网4的上表面相接触,所述第二刮板24沿其旋转方向的一侧面上设置有多个导流槽244,多个的所述导流槽244沿所述第二刮板24的长度方向依次间隔设置,所述导流槽244包括进料端2441和出料端2442,所述导流槽244的槽宽沿进料端2441朝向出料端2442的方向逐渐减小;
39.所述第二刮板24包括第一直板241、斜板242和第二直板243,所述第一直板241与第二直板243分别设置于所述斜板242在竖直方向上的两端,所述第一直板241垂直于第一筛网3,所述第二直板243垂直于第二筛网4;所述第一刮板23与第二刮板24分别设置为多个,多个的所述第一刮板23和多个的所述第二刮板24均沿所述电机21的输出轴22轴向等距间隔设置;
40.所述第一筛网3的目数小于第二筛网4的目数。
41.综上所述,通过在料斗1内设置搅拌组件、第一筛网3和第二筛网4,实现对涂料原料进行过筛,防止已凝固成块的涂料原料直接被倒入搅拌釜内,影响后续搅拌的均匀性;通过将第一刮板23设置为其下表面与第一筛网3的上表面相接触,以驱使涂料原料快速通过第一筛网3,并且通过将第二刮板24设置为其上表面与第一筛网3的下表面接触,其下端面与第二筛网4的上表面相接触,以驱使涂料原料快速从第一筛网3流向第二筛网4,防止涂料原料由于其粘性而滞留于第一筛网3上,降低过筛效率;通过在第二刮板24的旋转方向一侧面上设置导流槽244,以将第一筛网3上已过筛的涂料原料导向第二筛网4,进一步提高涂料原料在第一筛网3与第二筛网4上的过筛效率;并且,进一步将第二刮板24设置为包括第一直板241、斜板242和第二直板243的组合,以及进一步将导流槽244设置为间隔设置和其槽宽沿其进料端2441朝向出料端2442的方向逐渐增大,以进一步提高涂料原料的过筛效率。
42.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1