压缩机动盘组件装配设备的制作方法
1.本实用新型涉及压缩机组装技术领域,尤其是涉及一种压缩机动盘组件装配设备。
背景技术:
2.压缩机是一种将低压气体提升为高压气体的从动的流体机械,是制冷系统的心脏,它从吸气管吸入低温低压的制冷剂气体通过压缩后,向排气管排出高温高压的制冷剂气体,为制冷循环提供动力。参见图1和图2,现有一种压缩机包括动盘组件1,动盘组件1包括动盘11、固定座12以及三个偏心销组件13,固定座12通过圆柱头螺钉紧固在动盘11上,三个偏心销组件13在固定座12的周向上均匀分布,且每一个偏心销组件13的通盖14通过三个沉头螺钉15紧固在固定座12上。
3.目前,紧固连接在固定座12和偏心销组件13的通盖14上的沉头螺钉15的拧紧由人工操作拧紧枪完成,拧紧枪震动大,工人操作强度大,拿取和放置拧紧枪耗费的时间长,影响工作效率。
技术实现要素:
4.为了实现本实用新型的主要目的,本实用新型提供一种全自动化装配、装配质量好、结构简单、操作方便快捷、减轻人工操作强度、工作效率高且节约成本的压缩机动盘组件装配设备。
5.为了实现本实用新型的主要目的,本实用新型提供一种压缩机动盘组件装配设备,包括工作台、拧紧点胶机构和定位工装机构,拧紧点胶机构和定位工装机构分别位于工作台上,定位工装机构包括驱动控制组件和工装座,驱动控制组件可控制工装座在y轴方向上移动,拧紧点胶机构包括移动控制组件、安装座、拧紧组件以及点胶组件,移动控制组件可控制安装座在x轴方向上和z轴方向上移动,安装座在z轴方向上位于工装座的上方,拧紧组件包括限位组件、多个拧紧轴以及多个联轴器,多个拧紧轴和多个联轴器分别设置在安装座上,多个联轴器在其形成的安装圆周的周向上均匀分布,限位组件可控制多个联轴器同步朝向或远离彼此地在安装圆周的径向上移动,一个联轴器的第一端与一个拧紧轴连接,一个联轴器的第二端在z轴方向上朝向工作台延伸并设置有拧紧头,点胶组件包括点胶针筒和涂胶控制组件,涂胶控制组件位于安装座上并可控制点胶针筒在z轴方向上移动,点胶针筒相对z轴方向倾斜设置,且点胶针筒与z轴方向之间的倾斜角度可调节。
6.从上述方案可见,将动盘组件放置在定位工装机构的工装座上,定位工装机构的驱动控制组件控制工装座在y轴方向上移动至拧紧点胶机构处。接着,伴随着驱动控制组件控制工装座在y轴方向上移动,拧紧点胶机构的移动控制组件控制安装座在x轴方向上和z轴方向上移动,则安装座带动拧紧组件和点胶组件同步在x轴方向上和z轴方向上移动,点胶组件的涂胶控制组件控制点胶针筒在z轴方向上向下移动,使得点胶针筒对动盘组件上的通盖的螺丝孔进行一一点胶,提高螺纹配合的紧固性,防止出现松动现象,同时具有密封
性能。当点胶工序完成后,伴随着驱动控制组件控制工装座在y轴方向上移动,拧紧点胶机构的移动控制组件控制安装座在x轴方向上和z轴方向上移动,则安装座带动拧紧组件和点胶组件同步在x轴方向上和z轴方向上移动,拧紧组件的拧紧轴驱动联轴器带动拧紧头对通盖的螺钉进行一一拧紧,在螺钉拧紧工序前需要人工对螺钉进行预拧至点胶的螺丝孔上。本实用新型拧紧组件可通过限位组件控制多个联轴器同步朝向或远离彼此地在安装圆周的径向上移动,进而调节多个联轴器在安装圆周的周向上的间距,使得拧紧组件适用于不同型号动盘组件产品的装配,提高装配设备的通用性。同时,本实用新型点胶针筒相对z轴方向倾斜设置,且点胶针筒与z轴方向之间的倾斜角度可调节,提高点胶针筒挤出的胶水能够顺畅地进入到螺丝孔内,提高工作可靠性。而且,本实用新型压缩机动盘组件装配设备通过拧紧点胶机构和定位工装机构实现全自动化装配,且装配质量好,而拧紧点胶机构和定位工装机构的结构简单,操作方便快捷,从而减轻人工操作强度,提高工作效率,节约生产成本。
7.进一步的方案是,限位组件包括限位盘、多个滑板以及多个第一销柱,安装座靠近工装座的第一端面开设有多个滑槽,多个滑槽在安装圆周的周向上均匀分布,且每一个滑槽在安装圆周的径向上延伸,一个滑板可滑动地位于一个滑槽内,一个联轴器安装在一个滑板上,限位盘可绕安装圆周的轴线旋转地设置在安装座的第一端面上,限位盘开设有多个限位槽,多个限位槽绕多个调整轴心的周向延伸,多个调整轴心在安装圆周的同心圆周的周向上均匀分布,且多个限位槽距离各自调整轴心的半径相同,一个第一销柱的第一端安装在一个滑板上,一个第一销柱的第二端在z轴方向上延伸并贯穿一个限位槽设置。
8.进一步的方案是,限位组件还包括多个第二销柱,限位盘还开设有多个导向槽,多个导向槽在安装圆周的周向上均匀分布并在安装圆周的周向上延伸,一个第二销柱的第一端安装在安装座上,一个第二销柱的第二端在z轴方向上延伸并贯穿一个导向槽设置。
9.进一步的方案是,安装座开设有贯穿槽,贯穿槽在安装圆周的周向上延伸,安装座上设置有多个接近开关,多个接近开关在z轴方向上与贯穿槽对应设置并在贯穿槽的延伸方向上并排设置,限位组件还包括第三销柱,第三销柱的第一端安装在限位盘上,第三销柱的第二端在z轴方向上延伸并贯穿贯穿槽地与一个接近开关对应。
10.进一步的方案是,一个联轴器与一个拧紧轴之间连接有十字万向节。
11.进一步的方案是,点胶组件还包括连接板和调节板,涂胶控制组件可控制连接板在z轴方向上移动,点胶针筒安装在调节板上,调节板开设有两个关于点胶针筒对称设置的弧形槽,第一紧固件穿过弧形槽并连接在连接板上。
12.进一步的方案是,驱动控制组件包括第一电机、第一丝杆和第一螺母,第一丝杆在y轴方向上延伸,第一电机可驱动第一丝杆绕自身轴线旋转,第一螺母可移动地套设在第一丝杆上,工装座安装在第一螺母上。
13.进一步的方案是,移动控制组件包括第二电机、第三电机、第二丝杆、第三丝杆、第二螺母、第三螺母以及移动座,第二丝杆在x轴方向上延伸,第二电机可驱动第二丝杆绕自身轴线旋转,第二螺母可移动地套设在第二丝杆上,移动座安装在第二螺母上,第三丝杆在z轴方向上延伸地支撑在移动座上,第三电机可驱动第三丝杆绕自身轴线旋转,第三螺母可移动地套设在第三丝杆上,安装座安装在第三螺母上。
14.进一步的方案是,压缩机动盘组件装配设备还包括位于工作台上的检测机构,检
测机构包括压紧控制组件、移动板、弹性件、压板、调整组件以及多个位移传感器,压紧控制组件可控制移动板在z轴方向上移动,压板设置在移动板靠近工作台的第一端面上,弹性件迫使压板远离移动板移动,多个位移传感器设置在移动板上并在其形成的分布圆周的周向上均匀分布,调整组件可控制多个位移传感器同步朝向或远离彼此地在分布圆周的径向上移动。
15.进一步的方案是,调整组件包括调节盘和多个移载座,移动板开设有多个第一腰型槽,多个第一腰型槽在分布圆周的周向上均匀分布,且每一个第一腰型槽在分布圆周的径向上延伸,调节盘可绕分布圆周的轴线旋转地设置在移动板远离工作台的第二端面上,调节盘开设多个调节槽,多个调节槽绕多个调节轴心的周向延伸,多个调节轴心在分布圆周的同心圆周的周向上均匀分布,多个调节槽距离各自调节轴心的半径相同,一个位移传感器安装在一个移载座上,移载座位于移动板的第一端,移载座开设有沿分布圆周的径向延伸的第二腰型槽,第二紧固件穿过第二腰型槽并连接在移动板上,一个位移传感器的第一端在z轴方向上延伸贯穿一个第一腰型槽和一个调节槽,位移传感器的第二端在z轴方向上朝向工作台延伸。
附图说明
16.图1是现有压缩机的局部结构图。
17.图2是现有压缩机的剖视图。
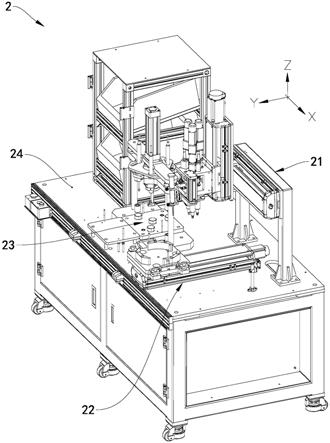
18.图3是本实用新型压缩机动盘组件装配设备实施例的结构图。
19.图4是本实用新型压缩机动盘组件装配设备实施例中检测机构的结构图。
20.图5是本实用新型压缩机动盘组件装配设备实施例中检测机构的剖视图。
21.图6是本实用新型压缩机动盘组件装配设备实施例中检测机构的局部结构分解图。
22.图7是本实用新型压缩机动盘组件装配设备实施例中检测机构的局部结构仰视图。
23.图8是本实用新型压缩机动盘组件装配设备实施例中拧紧点胶机构和定位工装机构配合的结构图。
24.图9是本实用新型压缩机动盘组件装配设备实施例中定位工装机构的结构图。
25.图10是本实用新型压缩机动盘组件装配设备实施例中拧紧点胶机构的结构图。
26.图11是本实用新型压缩机动盘组件装配设备实施例中拧紧点胶机构的局部结构图。
27.图12是本实用新型压缩机动盘组件装配设备实施例中点胶组件的结构图。
28.图13是本实用新型压缩机动盘组件装配设备实施例中拧紧组件的第一视角结构图。
29.图14是本实用新型压缩机动盘组件装配设备实施例中拧紧组件的第二视角结构图。
30.图15是本实用新型压缩机动盘组件装配设备实施例中拧紧组件的局部结构分解图。
31.图16是本实用新型压缩机动盘组件装配设备实施例中拧紧组件的局部结构仰视
图。
32.以下结合附图及实施例对本实用新型作进一步说明。
具体实施方式
33.参见图1和图2,压缩机包括动盘组件1,动盘组件1包括动盘11、固定座12以及三个偏心销组件13,固定座12通过圆柱头螺钉紧固在动盘11上,三个偏心销组件13在固定座12的周向上均匀分布,且每一个偏心销组件13的通盖14通过三个沉头螺钉15紧固在固定座12上。
34.参见图3,本实施例公开一种压缩机动盘组件装配设备2,包括工作台24、拧紧点胶机构21、定位工装机构22以及检测机构23,拧紧点胶机构21、定位工装机构22和检测机构23分别位于工作台24上。
35.参见图4至图7,检测机构23包括压紧控制组件、移动板223、弹性件、压板2212、调整组件以及多个位移传感器222,压紧控制组件可控制移动板223在z轴方向上移动,压板2212设置在移动板223靠近工作台24的第一端面上,弹性件迫使压板2212远离移动板223移动。多个位移传感器222设置在移动板223上并在其形成的分布圆周2221的周向上均匀分布,调整组件可控制多个位移传感器222同步朝向或远离彼此地在分布圆周2221的径向上移动。可将压缩机的动盘组件1的动盘11放置在压板2212的下方,压紧控制组件控制移动板223在z轴方向上向下移动,移动板223带动压板2212在z轴方向上向下移动并抵接在动盘11上,由于弹性件迫使压板2212远离移动板223移动,则在压板2212抵接在动盘11上时,弹性件起到弹性缓冲作用,随后移动板223上的位移传感器222对动盘11的安装轴肩111高度h进行检测。
36.其中,本实施例调整组件包括调节盘225和多个移载座2215,移动板223开设有多个第一腰型槽2231,多个第一腰型槽2231在分布圆周2221的周向上均匀分布,且每一个第一腰型槽2231在分布圆周2221的径向上延伸。调节盘225可绕分布圆周2221的轴线旋转地设置在移动板223远离工作台24的第二端面上,调节盘225开设多个调节槽2251,多个调节槽2251绕多个调节轴心2252的周向延伸,多个调节轴心2252在分布圆周2221的同心圆周的周向上均匀分布,多个调节槽2251距离各自调节轴心2252的半径相同。一个位移传感器222安装在一个移载座2215上,移载座2215位于移动板223的第一端,移载座2215开设有沿分布圆周2221的径向延伸的第二腰型槽22151,第二紧固件2216穿过第二腰型槽22151并连接在移动板223上,一个位移传感器222的第一端在z轴方向上延伸贯穿一个第一腰型槽2231和一个调节槽2251,位移传感器222的第二端在z轴方向上朝向工作台24延伸。
37.可通过控制调节盘225绕分布圆周2221的轴线旋转,调节盘225的多个调节槽2251可分别迫使多个位移传感器222在朝向或远离分布圆周2221的轴心移动,从而使得多个位移传感器222同步朝向或远离彼此地在分布圆周2221的径向上移动,进而调节多个位移传感器222在分布圆周2221的周向上的间距,使得检测机构23可适用于不同型号动盘11产品的检测,提高装配设备2的通用性。
38.具体地,本实施例弹性件为复位弹簧2213,压板2212的t型端可在z轴方向上移动地位于压头套2214的
⊥
型套孔内,压头套2214固定安装在移动板223的第一端面上,复位弹簧2213位于压头套2214的
⊥
型套孔内,且复位弹簧2213的两端分别抵接在移动板223的第
一端面和压板2212的t型端之间。此外,本实施例检测机构23还包括底板229和顶板224,底板229安装在工作台24上,底板229上设置有治具板2211,治具板2211用于放置检测产品。顶板224在z轴方向上位于移动板223的上方,顶板224和底板229之间连接有导柱227,移动板223通过直线轴承226可滑动地套设在导柱227上。本实施例压紧控制组件为压紧气缸221,压紧气缸221安装在顶板224上,压紧气缸221的活塞杆贯穿顶板224并与移动板223连接。移动板223靠近底板229的端面设置有第一等高限位柱228,底板229靠近移动板223的端面设置有第二等高限位柱2210,第一等高限位柱228和第二等高限位柱2210在z轴方向上对应设置。压紧气缸221的活塞杆驱动移动板223在z轴方向上向下移动,当第一等高限位柱228与第二等高限位柱2210抵接后,移动板223到达检测位置,移动板223上的位移传感器222对治具板2211上的检测产品进行检测,提高工作的可靠性。
39.参见图8至图16,定位工装机构22包括驱动控制组件和工装座222,驱动控制组件可控制工装座222在y轴方向上移动。拧紧点胶机构21包括移动控制组件、安装座214、拧紧组件以及点胶组件,移动控制组件可控制安装座214在x轴方向上和z轴方向上移动,安装座214在z轴方向上位于工装座222的上方。拧紧组件包括限位组件、多个拧紧轴215以及多个联轴器216,多个拧紧轴215和多个联轴器216分别设置在安装座214上,多个联轴器216在其形成的安装圆周2193的周向上均匀分布,限位组件可控制多个联轴器216同步朝向或远离彼此地在安装圆周2193的径向上移动,一个联轴器216的第一端与一个拧紧轴215连接,一个联轴器216的第二端在z轴方向上朝向工作台24延伸并设置有拧紧头。点胶组件包括点胶针筒218和涂胶控制组件,涂胶控制组件位于安装座214上并可控制点胶针筒218在z轴方向上移动,点胶针筒218相对z轴方向倾斜设置,且点胶针筒218与z轴方向之间的倾斜角度可调节。
40.检测机构23检测合格的动盘11、固定座12以及三个偏心销组件13装配在一起形成动盘组件1,将该动盘组件1放置在定位工装机构22的工装座222上,定位工装机构22的驱动控制组件控制工装座222在y轴方向上移动至拧紧点胶机构21处。接着,伴随着驱动控制组件控制工装座222在y轴方向上移动,拧紧点胶机构21的移动控制组件控制安装座214在x轴方向上和z轴方向上移动,则安装座214带动拧紧组件和点胶组件同步在x轴方向上和z轴方向上移动,点胶组件的涂胶控制组件控制点胶针筒218在z轴方向上向下移动,使得点胶针筒218对动盘组件1上的通盖14的螺丝孔进行一一点胶,提高螺纹配合的紧固性,防止出现松动现象,同时具有密封性能。当点胶工序完成后,伴随着驱动控制组件控制工装座222在y轴方向上移动,拧紧点胶机构21的移动控制组件控制安装座214在x轴方向上和z轴方向上移动,则安装座214带动拧紧组件和点胶组件同步在x轴方向上和z轴方向上移动,拧紧组件的拧紧轴215驱动联轴器216带动拧紧头对通盖14的螺钉15进行一一拧紧,在螺钉15拧紧工序前需要人工对螺钉15进行预拧至点胶的螺丝孔上。本实施例拧紧组件可通过限位组件控制多个联轴器216同步朝向或远离彼此地在安装圆周2193的径向上移动,进而调节多个联轴器216在安装圆周2193的周向上的间距,使得拧紧组件适用于不同型号动盘组件1产品的装配,提高装配设备的通用性。同时,本实施例点胶针筒218相对z轴方向倾斜设置,且点胶针筒218与z轴方向之间的倾斜角度可调节,提高点胶针筒218挤出的胶水能够顺畅地进入到螺丝孔内,提高工作可靠性。而且,本实施例压缩机动盘组件装配设备2通过拧紧点胶机构21和定位工装机构22实现全自动化装配,且装配质量好,而拧紧点胶机构21和定位工装
机构22的结构简单,操作方便快捷,从而减轻人工操作强度,提高工作效率,节约生产成本。
41.其中,本实施例驱动控制组件包括第一电机221、第一丝杆(未标示)和第一螺母(未标示),第一丝杆在y轴方向上延伸,第一电机221可驱动第一丝杆绕自身轴线旋转,第一螺母可移动地套设在第一丝杆上,工装座222安装在第一螺母上。通过第一电机221控制第一丝杆绕自身轴线旋转,由于第一丝杆在y轴方向上延伸,从而使得第一螺母带动工装座222在y轴方向上移动,传动性能可靠。
42.本实施例移动控制组件包括第二电机212、第三电机213、第二丝杆(未标示)、第三丝杆(未标示)、第二螺母(未标示)、第三螺母(未标示)以及移动座220,第二丝杆在x轴方向上延伸并通过支撑架221支撑在工作台24上,第二电机212安装在支撑架221上并可驱动第二丝杆绕自身轴线旋转,第二螺母可移动地套设在第二丝杆上,移动座220安装在第二螺母上。第三丝杆在z轴方向上延伸地支撑在移动座220上,第三电机213安装在移动座220上并可驱动第三丝杆绕自身轴线旋转,第三螺母可移动地套设在第三丝杆上,安装座214安装在第三螺母上。通过第二电机212控制第二丝杆绕自身轴线旋转,由于第二丝杆在x轴方向上延伸,从而使得第二螺母带动移动座220在x轴方向上移动,而第三电机213控制第三丝杆绕自身轴线旋转,由于第三丝杆在z轴方向上延伸,从而使得第三螺母带动安装座214在z轴方向上移动,使得拧紧组件和点胶组件在x轴方向上和z轴方向上移动,传动性能可靠。
43.本实施例限位组件包括限位盘219、多个滑板2117以及多个第一销柱2118,安装座214靠近工装座222的第一端面开设有多个滑槽2142,多个滑槽2142在安装圆周2193的周向上均匀分布,且每一个滑槽2142在安装圆周2193的径向上延伸。一个滑板2117可滑动地位于一个滑槽2142内,一个联轴器216安装在一个滑板2117上,限位盘219可绕安装圆周2193的轴线旋转地设置在安装座214的第一端面上。限位盘219开设有多个限位槽2191,多个限位槽2191绕多个调整轴心2194的周向延伸,多个调整轴心2194在安装圆周2193的同心圆周的周向上均匀分布,且多个限位槽2191距离各自调整轴心2194的半径相同。一个第一销柱2118的第一端安装在一个滑板2117上,一个第一销柱2118的第二端在z轴方向上延伸并贯穿一个限位槽2191设置。可控制限位盘219绕安装圆周2193的轴线旋转,限位盘219的限位槽2191可迫使第一销柱2118带动滑板2117在安装座214上的滑槽2142内朝向或远离安装圆周2193的轴心滑动,由于一个联轴器216安装在一个滑板2117上,从而使得多个联轴器216同步朝向或远离彼此地在安装圆周2193的径向上移动,进而调节多个拧紧头在安装圆周2193的周向上的间距,使得拧紧组件适用于不同型号动盘组件1产品的装配,提高装配设备2的通用性。
44.为了提高限位盘219绕安装圆周2193的轴线旋转进行调节多个拧紧头在安装圆周2193的周向上的间距的可靠性,限位组件还包括多个第二销柱2119,限位盘219还开设有多个导向槽2192,多个导向槽2192在安装圆周2193的周向上均匀分布并在安装圆周2193的周向上延伸,一个第二销柱2119的第一端安装在安装座214上,一个第二销柱2119的第二端在z轴方向上延伸并贯穿一个导向槽2192设置。其中,多个拧紧头在安装圆周2193的周向上的间距调整完成后,通过第四紧固件2121穿过导向槽2192并连接在安装座214上,从而把限位盘219紧固在安装座214上。
45.本实施例安装座214开设有贯穿槽2141,贯穿槽2141在安装圆周2193的周向上延伸。而且,安装座214上设置有多个接近开关2110,多个接近开关2110在z轴方向上与贯穿槽
2141对应设置并在贯穿槽2141的延伸方向上并排设置。限位组件还包括第三销柱2120,第三销柱2120的第一端安装在限位盘219上,第三销柱2120的第二端在z轴方向上延伸并贯穿贯穿槽2141地与一个接近开关2110对应。限位盘219绕安装圆周2193的轴线旋转进行调节多个拧紧头在安装圆周2193的周向上的间距,当第三销柱2120的第二端在z轴方向上与不同的接近开关2110对应时,该接近开关2110可识别到限位盘219的旋转位置,从而获取多个拧紧头在安装圆周2193的周向上的间距数据,提高装配设备2的工作精度。由于多个拧紧头在安装圆周2193的周向上的间距可调节,为了确保拧紧轴215提供给联轴器216的扭矩稳定,一个联轴器216与一个拧紧轴215之间连接有十字万向节217。
46.此外,本实施例点胶组件还包括连接板2112和调节板2113,涂胶控制组件可控制连接板2112在z轴方向上移动,点胶针筒218安装在调节板2113上,调节板2113开设有两个关于点胶针筒218对称设置的弧形槽2116,第一紧固件穿过弧形槽2116并连接在连接板2112上。具体地,涂胶控制组件为涂胶气缸2111,涂胶气缸2111安装在安装座214上,涂胶气缸2111的活塞杆控制连接板2112在z轴方向上移动,由于调节板2113开设有两个关于点胶针筒218对称设置的弧形槽2116,点胶针筒218安装在调节板2113上,通过调节第一紧固件穿过弧形槽2116的周向位置进而调节点胶针筒218与z轴方向之间的倾斜角度。本实施例点胶针筒218通过一固定板2114安装在调节板2113上,固定板2114开设有腰型孔2115,腰型孔2115在点胶针筒218的延伸方向上延伸,第三紧固件穿过该腰型孔2115连接在调节板2113上,从而提高点胶针筒218安装在调节板2113上的方便性。
47.以上实施例,只是本实用新型的较佳实例,并非来限制本实用新型实施范围,故凡依本实用新型申请专利范围的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1