一种氧化皮清理用高压喷头及氧化皮清理机的制作方法
1.本实用新型涉及锻造成型的技术领域,特别是涉及一种氧化皮清理用高压喷头及氧化皮清理机。
背景技术:
2.在锻造成型中,为了便于成型,锻件的坯料需要预先加热,一般需要将锻件加热到1000摄氏度以上,在高温的作用下,坯料的表面会产生比较多的氧化皮,为了保证后期锻件的表面质量,会采用氧化皮清理机去除干净坯料上的氧化皮,一般是通过高压喷头喷出高压水将坯料上的氧化皮喷淋剥离后通过磁吸作用将氧化皮收集,现有技术中的高压喷头的喷孔是圆形设计的,一般地,圆形孔喷出的水如果需要压力高则喷孔需要做的足够小,那么喷出的水的射流就比较小,这样,在氧化皮清理过程中,单个喷头的清理范围比较小,且对氧化皮的清理效果并不理想,锻件的表面质量得不到有效保证。
技术实现要素:
3.本实用新型的目的是提供一种氧化皮清理用高压喷头,以解决现有高压喷头的喷孔采用圆形设计,其喷出的水的射流比较小,这样,在氧化皮清理过程中,单个喷头的清理范围比较小,且对氧化皮的清理效果并不理想,锻件的表面质量得不到有效保证的问题。
4.为了解决上述问题,本实用新型提供一种陈列式磁吸附过滤装置,一种氧化皮清理用高压喷头,包括具有第一腔体的外壳以及设于所述外壳内的芯子,所述外壳的一端敞开,另一端设有与所述第一腔体连通的通孔,所述芯子安装在所述第一腔体内且靠近所述通孔,所述芯子具有第二腔体,所述第二腔体的后端与所述第一腔体连通,且所述第二腔体的内径小于所述第一腔体的内径,所述第二腔体的前端设有与其相连通的喷口,所述喷口的横截面形状为类椭圆形。
5.进一步地,所述芯子包括喷嘴段,所述芯子的所述第二腔体包括圆柱段和圆锥段,所述喷口设置在所述喷嘴段上且向后延伸至与所述圆锥段的前端相交,所述圆锥段沿其喷射方向呈收缩状,所述喷口沿其喷射方向呈“v”型的扩口状。
6.进一步地,所述喷口的开口角度为a,30
°
<a<60
°
;所述圆锥段的收拢角度为b,90
°
<b<120
°
。
7.进一步地,a=45
°
,b=100
°
。
8.进一步地,所述通孔的孔径远大于所述喷口的口径,且所述喷口的中心与所述通孔的中心位于同一直线上。
9.进一步地,所述芯子为陶瓷材质,所述外壳为不锈钢材质。
10.进一步地,所述外壳包括螺纹部、喷出部以及连接在所述螺纹部与所述喷出部之间的外六角部。
11.本实用新型还提供一种氧化皮清理机,包括上述任一项所述的氧化皮清理用高压喷头。
12.本实用新型提供一种陈列式磁吸附过滤装置,包括具有第一腔体的外壳以及设于外壳内的芯子,芯子安装在第一腔体内且靠近通孔,芯子具有第二腔体,第二腔体的后端与第一腔体连通,且第二腔体的内径小于第一腔体的内径,第二腔体的内径小于第一腔体的内径,当水流从第一腔体流入第二腔体后,由于其内径减少,其水压增加,第二腔体的前端设有喷口,喷口的横截面形状为类椭圆形,高压水沿着类椭圆形的喷口喷出,其喷射的幅面相较于圆形喷口更大,而且其水压较高,使得单个喷头的清理范围增大,对氧化皮的清理效果较理想,保证了锻件的表面质量。
附图说明
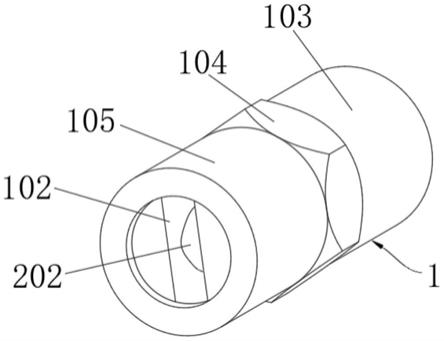
13.图1是本实用新型实施例中的氧化皮清理用高压喷头的结构示意图。
14.图2是本实用新型实施例中的氧化皮清理用高压喷头的另一视角的结构示意图。
15.图3是图2的a-a向剖视结构示意图。
16.图4是图2的b-b向剖视结构示意图。
17.图中,1、外壳;2、芯子;101、第一腔体;102、通孔;103、螺纹部;104、外六角部;105、喷出部;21、圆柱段;22、圆锥段;23、喷嘴段;201、第二腔体;202、喷口。
具体实施方式
18.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
19.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.结合图1~4所示,示意性地显示了本实用新型实施例的一种氧化皮清理用高压喷头,包括具有第一腔体101的外壳1以及设于外壳1内的芯子2,相较于现有的高压喷头采用不锈钢一体成型,本实施例中的高压喷头的芯子2为陶瓷材质,外壳1为不锈钢材质,由于氧化皮清理时为节约用水都是采用循环用水的方式,虽然会采用过滤措施,但是由是采用循环水,在喷出的水中难免会存在少量的氧化皮,而氧化皮一般为氧化铁、四氧化三铁、三氧化二铁等硬质金属氧化物细小微粒,其在水流作用下相当于磨料,会对芯子2产生冲刷磨损作用,本实施例中将芯子2采用陶瓷材料制成能有效增强其耐磨性,提高整个高压喷头的使用寿命,而同时由于陶瓷材质比较脆,因此将芯子2安装在不锈钢的外壳1内以提高整个高压喷头的强度。
21.外壳1的一端敞开,另一端设有与第一腔体101连通的通孔102,芯子2安装在第一腔体101内且靠近通孔102,芯子2具有第二腔体201,第二腔体201的后端与第一腔体101连通,高压水管连接在外壳1的敞开端,水流经第一腔体101流入第二腔体201后经喷口从通孔102处喷射而出实现对锻件表面的冲刷,本实施例中的第二腔体201的内径小于第一腔体101的内径,当水流从第一腔体101流入第二腔体201后,由于其内径减少,其水压增加,第二腔体201的前端设有喷口与其相连通的202,喷口202的横截面形状为类椭圆形,高压水沿着类椭圆形的喷口202喷出,其喷射的幅面相较于圆形喷口202更大,而且其水压较高,使得单
个喷头的清理范围增大,对氧化皮的清理效果较理想,保证了锻件的表面质量。
22.进一步地,芯子2包括喷嘴段23,芯子2的第二腔体201包括圆柱段21和圆锥段22,喷口202设置在喷嘴段23上且向后延伸至与圆锥段22的前端相交,圆锥段22沿其喷射方向呈收缩状,喷口202沿其喷射方向呈“v”型的扩口状,其一方面可保证喷口202具有较厚的壁厚(也即喷嘴段23的厚度较厚)而增强耐磨性,另一方面,从第二腔体201流出的高压水经喷口202喷出时,位于中心的内层水流沿着第二腔体201的中心从喷口202喷出,位于圆锥段22内壁的外层水流则沿着逐渐收缩的圆锥段22的内壁导向从喷口202喷出形成将内层水流往水流中心压缩的力,如此,其喷出的水流不会散开,在一定距离上保持椭圆形的射流态水流,压强大,冲击力强,且喷射幅面比较宽,对锻件的清理程度较好,清理速度较快。
23.本实施例中的喷口202的开口角度为a,30
°
<a<60
°
,而圆锥段22的收拢角度为b,90
°
<b<120
°
,由于喷口202向后延伸与圆锥段22的前端相交,这样的角度设计可增强喷口202的壁厚,能极大地提高该高压喷头的耐磨性,本实施例中优选a=45
°
,b=100
°
时效果为最佳,这里喷口202的类椭圆形横截面形状为圆锥段22与v型扩口相截交构成。
24.为了保证从喷口202喷出的大幅面的水能从外壳1的通孔102喷出,本实施例中的通孔102的孔径远大于喷口202的口径,且喷口202的中心与通孔102的中心位于同一直线上从而保证喷口202的喷射效果。
25.本实施例中的外壳1包括螺纹部103、喷出部105以及连接在螺纹部103与喷出部105之间的外六角部104,其中螺纹部103用于与高压水管螺纹连接,外六角部104实现对螺纹部103与喷出部105之间的过渡连接,参照图4可知,外六角部104设置成朝外凸出,以在第一腔体101与第二腔体201过渡时由于水压升高而保证高压喷头的强度。
26.本实施例还提供一种氧化皮清理机,包括上述实施例任一项所述的氧化皮清理用高压喷头,该氧化皮清理机在氧化皮清理过程中,每个喷头的清理范围都比较大,且能对氧化皮的清理效果较好,从而保证锻件的表面质量。
27.应当理解的是,本实用新型中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本实用新型范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
28.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1