一种无刷电机铁芯端面涂胶装置的制作方法
1.本发明涉及一种无刷电机铁芯端面涂胶装置。
背景技术:
2.随着智能制造技术的快速发展,当前社会自动化水平稳步提升,自动化设计中比较关键的动力电机部件需求正快速增长,对于不同种类电机的需求也在急速增长,不管是电机的产量和电机类型都是呈现急速增长的趋势。电机生产过程中,电机铁芯端面涂胶仍然使用手工加工方式,占用的电机铁芯加工时间较长。
3.传统的电机铁芯端面涂胶过程主要是采用人工涂胶的方式,该方式涂胶效率低下,涂胶后还需使用刀片将端面胶刮均匀,不能一次完成涂胶,即:现有技术都是采用人工将胶滴到铁芯端面上,然后人工使用刀片将端面上的胶刮均匀,再使用刀片清理槽口中出现的余胶。
技术实现要素:
4.为解决上述技术问题,本发明提供了一种无刷电机铁芯端面涂胶装置,该无刷电机铁芯端面涂胶装置采用了自动挤胶技术,便于后续步进电机旋转组件转动时将胶自动挤到铁芯端面,并不让胶流到铁芯槽口内。
5.本发明通过以下技术方案得以实现。
6.本发明提供的一种无刷电机铁芯端面涂胶装置,包括安装在工作面上的步进电机旋转组件和上下滑动组件;所述步进电机旋转组件上安装有无刷电机铁芯放置件,上下滑动组件上连接有正对无刷电机铁芯放置件的自动滚胶组件和自动挤胶组件。
7.所述步进电机旋转组件和无刷电机铁芯放置件转动连接,步进电机旋转组件与工作面转动连接。
8.所述直线步进电机通过直线步进电机安装件与胶瓶固定外壳连接。
9.所述上下滑动组件包括光杆和丝杆,光杆和丝杆通过固定块与固定件连接,固定件与工作面连接;所述光杆上设有滑动块,滑动块上连接有第一安装件;所述滑动块通过连接件与丝杆连接,丝杆通过轴承与固定块连接。
10.所述自动滚胶组件包括直杆,直杆的一端通过自动滚胶组件固定件与第一安装件连接,另一端通过圆形滚筒固定件连接有圆形滚筒,在自动滚胶组件固定件与圆形滚筒固定件之间设有与直杆连接的活动间距调整件。
11.所述挤胶组件固定件与第一安装件连接。
12.所述步进电机旋转组件包括步进电机,步进电机通过步进电机安装件与工作面连接,步进电机的输出轴通过支撑轴承连接有第二安装件,第二安装件与无刷电机铁芯放置件连接。
13.所述自动挤胶组件包括胶瓶固定外壳,胶瓶固定外壳内设有胶瓶,在胶瓶固定外壳的一侧连接有直线步进电机,胶瓶固定外壳的一端通过挤胶组件固定件与上下滑动组件
连接。
14.所述步进电机由高精度脉冲控制器控制。
15.所述直线步进电机由高精度脉冲控制器控制。
16.本发明的有益效果在于:采用了自动挤胶技术,便于后续步进电机旋转组件转动时,将自动挤胶组件挤出的胶均匀的滚到铁芯端面上,并不让胶流到铁芯槽口内;采用了不同规格铁芯通用技术,便于不同规格铁芯能够安装到无刷电机铁芯放置件上,并调整上下滑动组件保证自动挤胶组件和自动滚胶组件处于合理位置;高精度脉冲控制技术,便于控制步进旋转组件进行高精度低速转动,便于控制自动挤胶组件挤胶量大小和挤胶时间长短。
附图说明
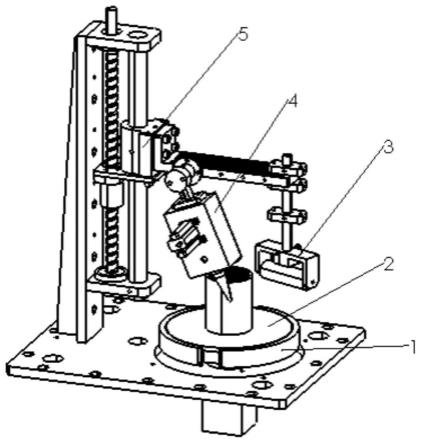
17.图1是本发明的结构示意图;
18.图2是图1中上下滑动组件的放大示意图;
19.图3是图1中步进电机旋转组件的结构示意图;
20.图4是图1中步进电机旋转组件的前视图;
21.图5是图1中自动挤胶组件的结构示意图;
22.图6是图1中自动滚胶组件的结构示意图;
23.图7本发明的安装结构示意图。
24.图中:1-步进电机旋转组件,2-无刷电机铁芯放置件,3-自动滚胶组件,4-自动挤胶组件,5-上下滑动组件,11-第一安装件,12-滑动块,13-光杆,14-丝杆,15-固定件,16-连接件,17-固定块,18-轴承,21-步进电机,22-步进电机安装件,23-第二安装件,24-支撑轴承,31-胶瓶固定外壳,32-胶瓶,33-直线步进电机,34-直线步进电机安装件,35-挤胶组件固定件,41-圆形滚筒,42-圆形滚筒固定件,43-自动滚胶组件固定件,44-活动间距调整件,45-直杆。
具体实施方式
25.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
26.实施例1
27.如图1~7所示,一种无刷电机铁芯端面涂胶装置,包括安装在工作面上的步进电机旋转组件1和上下滑动组件5;所述步进电机旋转组件1上安装有无刷电机铁芯放置件2,上下滑动组件5上连接有正对无刷电机铁芯放置件2的自动滚胶组件3和自动挤胶组件4;所述步进电机旋转组件1包括步进电机21,步进电机21通过步进电机安装件22与工作面连接,步进电机21的输出轴通过支撑轴承24连接有第二安装件23,第二安装件23与无刷电机铁芯放置件2连接;所述自动挤胶组件4包括胶瓶固定外壳31,胶瓶固定外壳31内设有胶瓶32,在胶瓶固定外壳31的一侧连接有直线步进电机33,胶瓶固定外壳31的一端通过挤胶组件固定件35与上下滑动组件5连接;所述步进电机21和直线步进电机33均由高精度脉冲控制器控制。
28.所述步进电机旋转组件1和无刷电机铁芯放置件2转动连接,步进电机旋转组件1与工作面转动连接。
29.所述直线步进电机33通过直线步进电机安装件34与胶瓶固定外壳31连接。
30.所述上下滑动组件5包括光杆13和丝杆14,光杆13和丝杆14通过固定块17与固定件15连接,固定件15与工作面连接;所述光杆13上设有滑动块12,滑动块12上连接有第一安装件11;所述滑动块12通过连接件16与丝杆14连接,丝杆14通过轴承18与固定块17连接。
31.所述自动滚胶组件3包括直杆45,直杆45的一端通过自动滚胶组件固定件43与第一安装件11连接,另一端通过圆形滚筒固定件42连接有圆形滚筒41,在自动滚胶组件固定件43与圆形滚筒固定件42之间设有与直杆45连接的活动间距调整件44。
32.所述挤胶组件固定件35与第一安装件11连接。
33.实施例2
34.如上所述,一种无刷电机铁芯端面涂胶装置,包括无刷电机铁芯放置件2,所述无刷电机铁芯放置件2装在可转动的步进电机旋转组件1上,步进电机旋转组件1由步进电机21带动旋转;步进电机旋转组件1可转动安装在工作面上,在工作面上方正对无刷电机铁芯放置件2的组件有自动挤胶组件4、自动滚胶组件3、上下滑动组件5等。
35.基于上述,步进电机旋转组件1上装有步进电机21,步进电机21通过步进电机安装件22固定,步进电机安装件22上有支撑轴承24,支撑轴承24上有安装无刷电机铁芯放置件2的第二安装件23。
36.基于上述,上下滑动组件5上装有自动滚胶组件3和自动挤胶组件4的第一安装件11,第一安装件11安装在光杆13和丝杆14相接的滑动块12上,光杆13和丝杆14通过连接件16连接并安装在轴承18、两端的固定块17和后面的固定件15上。
37.基于上述,自动滚胶组件3上装有圆形滚筒41,圆形滚筒固定件42、活动间距调整件44和自动滚胶组件固定件43通过直杆45连接,再通过自动滚胶固定件43固定到第一安装件11上。
38.基于上述,自动挤胶组件4上装有胶瓶固定外壳31、直线步进电机33、直线步进电机安装件34,胶瓶32安装到胶瓶固定外壳3内,通过挤胶组件固定件35将整个自动挤胶组件4固定到第一安装件11上。
39.实施例3
40.如上所述,步进电机旋转组件1上装有步进电机21,步进电机21通过步进电机安装件22固定,步进电机安装件22上装有支撑轴承24,支撑轴承24上有无刷电机铁芯放置件2的第二安装件23。
41.可以理解的,无刷电机铁芯放置件2上放置电机铁芯,步进电机21带动步进电机旋转组件1转动,从而带动无刷电机铁芯放置件2上的铁芯转动,步进电机21由高精度脉冲控制器控制。
42.可以理解的,上下滑动组件5上装有自动滚胶组件3和自动挤胶组件4的第一安装件11,第一安装件11安装在光杆13和丝杆14相接的滑动块12上,光杆13和丝杆14安装在轴承18、固定块17和固定件15上。通过手动调节滑动块12的上下位置,调整自动滚胶组件3和自动挤胶组件4的第一安装件11的上下位置,以适应不同高度的铁芯。
43.可以理解的,自动滚胶组件3上装有圆形滚筒41,圆形滚筒固定件42、活动间距调整件44和自动滚胶组固定件43通过直杆45连接,再通过自动滚胶组件固定件43固定到第一安装件11上。通过调整自动滚胶组件3在第一安装件11上的安装位置以适应不同直径的铁
芯,调整上下滑动组件5位置直到圆形滚筒41与铁芯端面刚好接触,步进电机21带动步进电机旋转组件转动实现自动滚胶。
44.可以理解的,自动挤胶组件4上装有胶瓶固定外壳31、直线步进电机33、直线步进电机安装件34,胶瓶32安装到胶瓶固定外壳31内,通过挤胶组件固定件35将整个自动挤胶组件4固定到第一安装件11上。通过手动调整自动挤胶组件4上的挤胶组件固定件35的关节角度以适应不同直径铁芯,调整上下滑动组件5位置直到胶瓶32出胶位置与铁芯端面刚好接触,直线步进电机33挤压胶瓶实现自动出胶,同时步进电机21带动步进电机旋转组件转动实现自动涂胶,直线步进电机33由高精度脉冲控制器控制,精确控制出胶量和出胶时间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1