一种夹管装置的制作方法
1.本实用新型属于自动化设备的技术领域,尤其涉及一种夹管装置。
背景技术:
2.硒鼓是激光打印机的核心成像装置,显影辊是其中的一部分,显影辊工作时,表面带有电荷吸附碳粉,当输入的打印数据经过处理后,转化为相应的激光信号,通过一组棱镜折射到硒鼓表面,从而形成电荷潜影,因此,显影辊在加工中需要在管体的外表面喷涂特定的涂料。在现有显影辊加工中,由于显影辊为圆柱体,以使在对管体进行喷涂涂料时,需通过传输带或者滚筒对管体进行不断地翻滚,以使管体的一周均可喷涂到涂料,由于传输带或者滚筒带动管体翻滚时,会导致管体将涂料蹭落至传输带和滚筒上,同时还不能均匀地对管体的外壁进行喷涂涂料。
技术实现要素:
3.本实用新型的目的是提供一种夹管装置,以实现在对管体的外壁进行喷涂涂料时,带动管体周向旋转。
4.本实用新型包括基板,基板两边分别设置有右夹板和左夹板,基板安装有开度气缸和开度滑轨,开度气缸安装有开度齿条,右夹板安装有右滑块、右齿条和右夹管座,右滑块与开度滑轨配合,右齿条设置有与开度齿条传动连接的连动齿轮,右夹管座安装有右夹管滚轴、驱动右夹管滚轴的滚轴电机,左夹板安装有左夹管座,左夹管座安装有与夹管滚轴配合的左夹管滚轴。
5.开度气缸带动开度齿条移动,开度齿条带动连动齿轮旋转,连动齿轮通过右齿条带动右夹板在滑轨上移动,以使右夹管座与左夹管座相互靠拢,从而使右夹管座上的右夹管滚轴和左夹管座上的左夹管滚轴对管体进行夹紧;滚轴电机右夹管滚轴旋转,从而带动夹紧后的管体周向旋转,以供喷涂设备对管体的一周进行喷涂。
6.更佳地,左夹板安装有左滑块和左齿条,左滑块与开度滑轨配合,左齿条与连动齿轮传动连接;以使开度齿条带动连动齿轮旋转时,连动齿轮带动右夹管座与左夹管座同步地相互张开或靠拢,从而更稳定地将管体夹取。
7.更佳地,右夹管座安装有若干个右夹管滚轴,每一右夹管滚轴设有滚轴伞形齿,滚轴电机设置有同步滚轴,同步滚轴设置有与滚轴伞形齿啮合的同步伞形齿;以使滚轴电机同步地驱动每一右夹管滚轴旋转,从而喷涂设备均匀地对每一管体进行喷涂。
8.更佳地,右夹板和左夹板均设有行程滑槽,基板安装有与行程滑槽配合的限位滚轮;以限定右夹板与左夹板之间的开度范围,从而更稳定地对管体进行夹取。
9.更佳地,右夹板和左夹板均安装有挡料气缸,挡料气缸设置有挡料板,挡料板设有过轴孔;以使在不需对管体两端进行喷涂时,用途阻挡喷涂装置对管体不需喷涂的部位进行喷涂。
10.更佳地,基板安装有与开度齿配合的定位滑轮;以避免开度气缸带动开度齿条移
动时出现移位。
11.更佳地,基板安装有与开度齿条配合的限位板;以限定开度齿的移动范围。
12.以下是本实用新型的有益效果:
13.本实用新型通过开度气缸驱动右夹板和左夹板移动,使右夹管座与左夹管座相互靠拢或张开,以对管体进行夹取,滚轴电机右夹管滚轴旋转,以带动夹取后的管体进行周向旋转,从而使喷涂装置对管体的周壁进行均匀地喷涂涂料。
附图说明
14.为了更清楚地说明本实用新型实施例,下面将对实施例或现有技术中描述中需要使用的附图做简单说明。
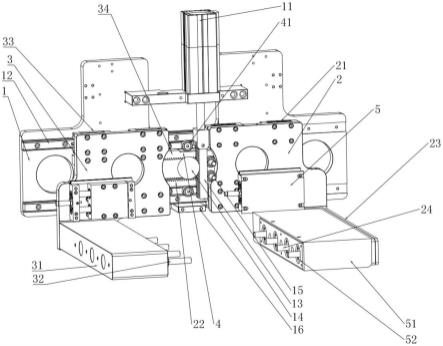
15.图1是本实用新型的正面结构示意图;
16.图2是本实用新型的背面结构示意图;
17.图3是本实用新型所述右夹管座的内部结构示意图。
18.附图标记:
19.1、基板;11、开度气缸;12、开度滑轨;13、开度齿条;14、连动齿轮;15、定位滑轮;16、限位板;2、右夹板;21、右滑块;22、右齿条;23、右夹管座;24、右夹管滚轴;25、滚轴电机;26、滚轴伞形齿;27、同步滚轴;28、同步伞形齿;3、左夹板;31、左夹管座;32、左夹管滚轴;33、左滑块;34、左齿条;4、行程滑槽;41、限位滚轮;5、挡料气缸;51、挡料板;52、过轴孔。
具体实施方式
20.为了使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
21.如图1至3所示,本实用新型包括基板1、右夹板2和左夹板3,右夹板2设置于基板1的右边,左夹板3设置于基板1的左边。
22.基板1安装有开度气缸11、开度滑轨12、定位滑轮15、限位板16和连动齿轮14,开度气缸11安装有开度齿条13,定位滑轮15贴合开度齿条13没齿的一侧,以用于限定开度齿垂直运动,限位板16安装于位于开度齿条13下方,以限定开度齿条13移动范围,连动齿轮14与开度齿条13传动连接。
23.右夹板2安装有右滑块21、右齿条22和右夹管座23,右滑块21与开度滑轨12配合,右齿条22与连动齿轮14传动连接,右夹管座23安装有滚轴电机25和若干个右夹管滚轴24,每一右夹管滚轴24设有滚轴伞形齿26,滚轴电机25设置有同步滚轴27,同步滚轴27设置有与滚轴伞形齿26啮合的同步伞形齿28。
24.左夹板3安装有左滑块33、左齿条34和左夹管座31,左滑块33与开度滑轨12配合,左齿条34与连动齿轮14传动连接,左夹管座31安装有与右夹管滚轴24配合的左夹管滚轴32。
25.右夹板2和左夹板3均设有行程滑槽4,基板1安装有与行程滑槽4配合的限位滚轮41。
26.右夹板2安装有挡料气缸5,挡料气缸5设置有挡料板51,挡料板51设有过轴孔52,右夹管滚轴24穿过所述过轴孔52;左夹板3安装有另一挡料气缸5,另一挡料气缸5设置有另一挡料板51,另一挡料板51设有另一过轴孔52,左夹管滚轴32穿过另一过轴孔52。
27.本实用新型安装于自动化加工设备上,自动化加工设备可利用本实用新型实现将管体夹取,以将管体移送至行喷涂设备处进行喷涂。
28.以下是本实用新型的工作过程:
29.开度气缸11驱动开度齿条13升降,开度齿条13带动连动齿轮14旋转,连动齿轮14带动右齿条22和左齿条34以相反方向移动,以驱动右夹板2上的右夹管座23与左夹板3上的左夹管座31相互张开或合拢,从而利用右夹管座23上的右夹管滚轴24和左夹管座31上的左夹管滚轴32将管体夹紧。
30.对管体进行喷涂涂料时:右夹管座23上的右夹管滚轴24和左夹管座31上的左夹管滚轴32将管体夹紧后,滚轴电机25驱动同步滚轴27旋转,同步滚轴27通过同步伞形齿28旋转,同步伞形齿28带动每一滚轴伞形齿26旋转,滚轴伞形齿26带动右夹管滚轴24旋转,从而带动管体周向旋转。
31.不需对管体的两端位置进行喷涂涂料时:右夹管座23和左夹管座31上的挡料气缸5驱动挡料板51移动,以使管体在喷涂时遮挡管体的两端位置。
32.应当理解的是,本实用新型的上述具体实施方式仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1