扣件排料装置及扣件排料方法与流程
1.本发明涉及一种加工料件的排除装置及排除方法,更特别的是涉及一种可精准排料的扣件排料装置及扣件排料方法。
背景技术:
2.在进行扣件(例如螺丝)的筛选时,依赖人工操控摄像机拍摄扣件的画面以进行判断,而摄像机的取像位置、排除不良品扣件的排料构件其排料位置都需要依赖人工调整。手动调整这些构件的位置并不容易,当出现人为操作失误就无法有效排除不良品的扣件,需要停机或从一堆良品中依靠人工视察找出没有被挑出来的不良品,相当耗时耗力。除此之外,是否能拍摄到扣件的中心位置以完整判断扣件的良缺,也是个问题。
技术实现要素:
3.本发明的目的在于解决已知扣件排料装置的种种问题,提出一种可精准排料的扣件排料装置。
4.为达上述目的及其他目的,本发明提出一种扣件排料装置,其包含:输送构件,以预定速度沿输送方向输送;控制判断构件;感测构件,设置于该输送构件的一侧,该感测构件信号连接该控制判断构件,于该感测构件感测有扣件通过,发送感测信号至该控制判断构件;图像撷取构件,可移动地设置于该输送构件的一侧,该图像撷取构件信号连接该控制判断构件;往复移动构件,连接该图像撷取构件并信号连接该控制判断构件,该往复移动构件用以往复移动该图像撷取构件;以及排料构件,设置于该图像撷取构件的下游,该排料构件信号连接该控制判断构件,其中,当该控制判断构件接收到该感测信号,该控制判断构件计算该扣件的实时中心位置,并依据该扣件的实时中心位置以及该输送构件的该预定速度,控制该往复移动构件移动该图像撷取构件,使该图像撷取构件移动至撷取位置以撷取该扣件的图像,该控制判断构件并依据该图像决定是否启动该排料构件。
5.可选地,当该控制判断构件接收到该感测信号,该控制判断构件控制位于预拍位置的图像撷取构件撷取该扣件的预拍图像,该控制判断构件根据该预拍图像计算该扣件的实时中心位置,该预拍位置对应于该感测构件的位置。
6.可选地,该控制判断构件根据该扣件的尺寸计算该扣件的实时中心位置。
7.可选地,该排料构件设置于该图像撷取构件的同侧且连接该往复移动构件,该控制判断构件根据该扣件的实时中心位置以及该输送构件的该预定速度,控制该往复移动构件移动该排料构件至排料位置以排除该扣件。
8.可选地,该排料构件与该图像撷取构件的距离为固定。
9.可选地,该排料构件与该图像撷取构件为彼此独立地连接该往复移动构件。
10.可选地,该排料构件为电磁阀。
11.可选地,该排料构件为偏摆分轨。
12.本发明又提出一种在输送构件上排除扣件的扣件排料方法,其特征在于,该扣件
排料方法包含:利用感测构件感测扣件通过;计算该扣件的实时中心位置;依据该扣件的实时中心位置以及该输送构件的预定速度,使该图像撷取构件移动至撷取位置以撷取该扣件的图像;以及依据该图像判断该扣件是否合格。
13.可选地,还包括:依据该扣件的实时中心位置以及该输送构件的该预定速度,移动排料构件至排料位置以排除该扣件。
14.借此,本发明的扣件排料装置及扣件排料方法,可精准确实地撷取扣件的实时中心的图像并据以分析判断扣件是否为良品,若为不良品并能实时确实地排除,避免良品与不良品混淆,确保产品良率,并且整个执行过程无须停止输送构件的输送。
15.为使能更进一步了解本发明的特征及技术内容,请参阅以下有关发明的详细说明与附图,但是此等说明与所附图式仅系用来说明本发明,而非对本发明的权利范围作任何的限制。
附图说明
16.图1a为本发明第一实施例的扣件排料装置的感测示意图。
17.图1b为本发明第一实施例的扣件排料装置的图像撷取示意图。
18.图1c为本发明第一实施例的扣件排料装置的排料示意图。
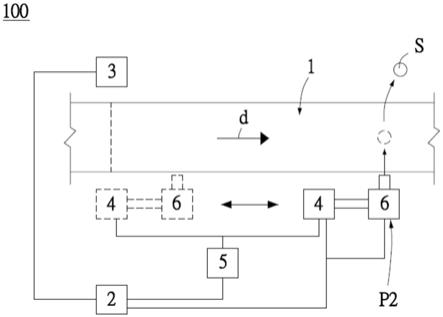
19.图2为本发明第二实施例的扣件排料装置的示意图。
20.图3为本发明第三实施例的扣件排料装置的示意图。
21.图4为本发明第四实施例的扣件排料装置的示意图。
22.图5为本发明第一实施例的扣件排料方法的流程图。
23.图6为本发明第一实施例的实时中心位置的示意图。
24.附图标记:
25.100
ꢀꢀꢀ
扣件排料装置
26.200
ꢀꢀꢀ
扣件排料装置
27.300
ꢀꢀꢀ
扣件排料装置
28.400
ꢀꢀꢀ
扣件排料装置
[0029]1ꢀꢀꢀꢀꢀ
输送构件
[0030]
11
ꢀꢀꢀꢀ
良品轨道
[0031]
12
ꢀꢀꢀꢀ
不良品轨道
[0032]2ꢀꢀꢀꢀꢀ
控制判断构件
[0033]3ꢀꢀꢀꢀꢀ
感测构件
[0034]4ꢀꢀꢀꢀꢀ
图像撷取构件
[0035]5ꢀꢀꢀꢀꢀ
往复移动构件
[0036]6ꢀꢀꢀꢀꢀ
排料构件
[0037]6’ꢀꢀꢀ
排料构件
[0038]dꢀꢀꢀꢀꢀ
输送方向
[0039]
p0
ꢀꢀꢀꢀ
预拍位置
[0040]
p1
ꢀꢀꢀꢀ
撷取位置
[0041]
p2
ꢀꢀꢀꢀ
排料位置
[0042]sꢀꢀꢀꢀꢀ
扣件
[0043]
s1
ꢀꢀꢀꢀ
中心
[0044]
s101
ꢀꢀ
步骤
[0045]
s102
ꢀꢀ
步骤
[0046]
s103
ꢀꢀ
步骤
[0047]
s104
ꢀꢀ
步骤
[0048]
s105
ꢀꢀ
步骤
[0049]
t
ꢀꢀꢀꢀꢀ
感测信号
具体实施方式
[0050]
为了充分了解本发明,通过下述具体的实施例,并配合所附的附图,对本发明做一详细说明。本领域技术人员可由本说明书所公开的内容了解本发明的目的、特征及功效。须注意的是,本发明可通过其他不同的具体实施例加以施行或应用,本说明书中的各项细节亦可基于不同观点与应用,在不悖离本发明的精神下进行各种修饰与变更。另外,本发明所附的附图仅为简单示意说明,并非依实际尺寸的描绘。以下的实施方式将进一步详细说明本发明的相关技术内容,但所公开的内容并非用以限制本发明的权利要求。说明如后:
[0051]
如图1a至图1c所示,本发明第一实施例的扣件排料装置100,其包含:输送构件1、控制判断构件2、感测构件3、图像撷取构件4、往复移动构件5及排料构件6。
[0052]
输送构件1例如是输送履带、输送皮带等生产在线常见的输送工具,其以预定速度沿输送方向d输送扣件s。在本实施例中,扣件s为螺丝,然而本发明不限于此,可以是其他形态的料件。
[0053]
控制判断构件2为具有发出控制指令及逻辑判断能力的构件,可以例如是控制判断芯片或控制判断电路。
[0054]
感测构件3设置于输送构件1的一侧,感测构件3信号连接控制判断构件2。于感测构件3感测有扣件s通过,发送感测信号t至控制判断构件2。在本实施例中,感测构件3为光学感测构件,优选的为红外线感测构件;然而本发明不限于此,感测构件3可以为其他形态、应用其他科学侦测原理的感测构件,例如电磁感测构件。
[0055]
图像撷取构件4可移动地设置于输送构件1的一侧,图像撷取构件4信号连接控制判断构件2。在本实施例中,图像撷取构件4为具有电荷耦合器件的摄像机,具有拍摄快速、成本较低廉等优势;然而本发明不限于此,图像撷取构件4可以为其他形态的摄像机。
[0056]
往复移动构件5连接图像撷取构件4并信号连接控制判断构件2,往复移动构件5用以往复移动图像撷取构件4。往复移动构件5例如是电动滑台等设备,以使图像撷取构件4在平行于输送方向d的方向上在输送构件1的一侧往复移动。
[0057]
排料构件6设置于图像撷取构件4的下游,并信号连接控制判断构件2。排料构件6有许多形态,在本实施例中,排料构件6为电磁阀,并连接固定于图像撷取构件4的下游。电磁阀型态的排料构件6以吹料的方式将被判为不良品的扣件s自输送构件1排除。然而本发明不限于此,排料构件6可以为气压缸或其他的构造,例如授权公告号cn 210876361 u专利的承接机构,以选择性地是否直接邻接输送机构而达成排料的功能。
[0058]
接下来请参考图1a至图1c及图5,说明本发明第一实施例的扣件排料装置100如何
执行扣件排料方法。
[0059]
如图1a所示,首先于步骤s101,利用感测构件3感测扣件s通过。此时感测构件3发送感测信号t至控制判断构件2。
[0060]
接着于步骤s102,当控制判断构件2接收到感测信号t,控制判断构件2即计算扣件s的实时中心s1位置。如图1a及图6所示,在本实施例中,控制判断构件2计算扣件s的实时中心s1位置的方法为:控制判断构件2控制位于预拍位置p0的图像撷取构件4撷取扣件s的预拍图像。预拍位置p0对应于感测构件3的位置。控制判断构件2再根据预拍图像计算扣件s的实时中心s1位置。在预拍位置p0中,图像撷取构件4可能没有办法撷取到扣件s的全貌,而可能只撷取到边缘附近的图像,然而依据扣件s的边缘图像即可供控制判断构件2计算出扣件s的实时中心s1位置。
[0061]
由于输送构件1以预定速度沿输送方向d输送,故扣件s的实时中心s1位置为与时间相关的函数。接下来,执行步骤s103,如图1b所示,控制判断构件2依据扣件s的实时中心s1位置以及输送构件1的预定速度,控制往复移动构件5移动图像撷取构件4,使图像撷取构件4移动至撷取位置p1以撷取扣件s的全貌图像。撷取位置p1可以是不固定的,例如控制判断构件2依据输送构件1的预定速度,实时决定在预拍位置p0的下游某一位置为撷取位置p1,并在扣件s的实时中心s1预计通过撷取位置p1时控制图像撷取构件4撷取扣件s的全貌图像。撷取位置p1也可以是固定的位置,当图像撷取构件4预拍完后,控制判断构件2控制往复移动构件5移动图像撷取构件4至撷取位置p1,再根据扣件s的实时中心s1位置推算扣件s的实时中心s1经过多少秒后会通过撷取位置p1,并使图像撷取构件4在该时间点撷取扣件s的全貌图像。
[0062]
接着,执行判断步骤s104:控制判断构件2依据图像撷取构件4撷取的扣件s的全貌图像,判断该扣件s是否合格。由于图像撷取构件4是正对着扣件s的实时中心s1撷取图像,故控制判断构件2可完整而精准地判断扣件s的外观质量(例如外形、涂布、有无缺陷等),进而判定扣件s是否为良品。如扣件s不合格,则控制判断构件2决定启动排料构件6以排除被判为不良品的扣件s。
[0063]
如图1c所示,执行步骤s105:控制判断构件2依据扣件s的实时中心s1位置以及输送构件1的预定速度,控制往复移动构件5移动排料构件6至排料位置p2以排除扣件s。在本实施例中,排料构件6为电磁阀,以吹料的方式将被判为不良品的扣件s自输送构件1排除。并且,在本实施例中,排料构件6设置于图像撷取构件4的同侧且往复移动构件5、排料构件6与图像撷取构件4的距离为固定,换句话说,排料构件6固接于图像撷取构件4的下游而受到往复移动构件5的带动。在最佳的实施例中,排料构件6与图像撷取构件4相隔80公厘,如此便可设定排料位置p2在撷取位置p1的下游80公厘,因此当往复移动构件5于步骤s103移动图像撷取构件4至撷取位置p1后,不需再额外移动排料构件6,排料构件6即在排料位置p2等待扣件s的实时中心s1通过,并在扣件s通过时针对实时中心s1吹料,以精确稳定地排除扣件s。然而本发明不限于此,在其他实施例中,排料位置p2可以为不固定或者固定在其他位置,控制判断构件2依据扣件s的实时中心s1位置以及输送构件1的预定速度,控制往复移动构件5移动排料构件6至设定好的排料位置p2以排除扣件s。
[0064]
经由本发明的扣件排料装置100及扣件排料方法,可精准确实地撷取扣件s的实时中心s1的图像并据以分析判断扣件s是否为良品,若为不良品并能实时确实地排除,避免良
品与不良品混淆,确保产品良率,并且整个执行过程无须停止输送构件1的输送。
[0065]
进一步地,如图2所示,本发明第二实施例的扣件排料装置200,其与第一实施例的扣件排料装置100的差别在于,排料构件6与图像撷取构件4为彼此独立地连接往复移动构件5。因此排料构件6与图像撷取构件4可分别地受往复移动构件5带动,移动自由度更高。
[0066]
进一步地,如图3所示,本发明第三实施例的扣件排料装置300,其与第一实施例的扣件排料装置100的差别在于,不需要移动图像撷取构件4至预拍位置p0以取得预拍图像。在本实施例中,控制判断构件2根据扣件s的尺寸计算扣件s的实时中心s1位置。也就是说,控制判断构件2以扣件s的边缘被感测构件2感测到后,依据事先输入的扣件s的尺寸,倒推回扣件s的实时中心s1位置。这个实施例的做法可以节省图像撷取构件4的往复移动,而直接移动到适宜拍摄扣件s的实时中心s1位置的撷取位置p1。
[0067]
进一步地,如图4所示,本发明第四实施例的扣件排料装置400,其与第一实施例的扣件排料装置100的差别在于,排料构件6’不再连接于往复移动构件5,且排料构件6’的型态为偏摆分轨,信号连接控制判断构件2。在排料构件6’的下游分为良品轨道11与不良品轨道12,排料构件6’为受控制判断构件2而决定偏摆方向。若扣件s的被判定为良品,则排料构件6’逆时针旋转(以图4之图面为准),引导良品扣件s输送至良品轨道11;反之,若扣件s的被判定为不良品,则排料构件6’顺时针旋转,引导不良品扣件s输送至不良品轨道12,以完成排料,达成良品与不良品的分选。
[0068]
本发明在上文中已以优选实施例揭露,然而本领域技术人员应理解的是,所述实施例仅用于描绘本发明,而不应解读为限制本发明的范围。应注意的是,凡是与所述实施例等效的变化与置换,均应设定为涵盖在本发明的范围内。因此,本发明的保护范围当以权利要求所界定的内容为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1