一种SMT的PCB板墨色的分类方法与流程
一种smt的pcb板墨色的分类方法
技术领域
1.本发明涉及pcb板制造领域,具体而言,涉及一种smt的pcb板墨色的分类方法。
背景技术:
2.随着led显示屏的普及,越来越多的需求者更倾向选择室内小间距led显示屏产品。生产的pcb板墨色不一致一直是smd显示屏行业困扰多年的问题,无法解决,它会导致组装后的显示屏墨色不均,体验不佳。面罩虽然可以解决smd显示屏pcb光板墨色不一致的问题,但是带来的是视角的减小,侧视无法接受,面罩不可控的翘起等缺点。并且led显示屏生产厂家在来料时由于需要生产的产品过多,在来料检验pcb板的灯面时,并无法进行灯面墨色全检,只能进行抽检,因此,批量的pcb来料对于墨色的管控只能在制程完毕后进行装屏验证或者到客户端装成屏时才能发现整屏的墨色是否均匀。所以关于整屏的墨色管控只能等制程完毕装箱出厂后到客户端拼接成屏时才会被发现整屏墨色不均匀,最终导致客诉、退货等问题。
3.本技术人针对现有技术中的上述缺陷进行研究,遂有本案产生。
技术实现要素:
4.针对现有技术中pcb板墨色不一致无法根本解决、采用面罩又会带来视角的减小,侧视无法接受,面罩不可控的翘起等缺点以及厂家因为生产产品过多无法进行墨色全检,只进行抽检,最终导致产品在出产拼接后才会发现,导致客诉、退货等问题,本发明提供了一种smt的pcb板墨色的分类方法,在铣外形前进行pcb板墨色检验并按墨色深浅将pcb板进行分类筛选。
5.在铣外形前通过对pcb板墨色进行检验并按墨色深浅进行分类,将色差在一定范围内的pcb板集中在一起,这样就可以保证使用这些pcb板进行组装时,每块pcb板的之间的色差控制在合适的范围内,从而解决pcb板组装后墨色不均,导致用户体验不佳,产生投诉退货等问题,并且在铣外形前进行分类,一次性可以筛选出一块大panel的墨色,效率高、分类准确。
6.优选地,对pcb板墨色检验及分类的方法如下:步骤一,先选定一块样品作为标准样品,检测出该样品的墨色并标记为“l标准”值,其中0
‑
100的值分别对应从黑色到白色;步骤二,检测每一块大panel的pcb板墨色,标记为“l样品”值,并利用公式
△
l=l样品
‑
l标准,计算出色差
△
l;步骤三,根据色差
△
l大小对pcb板的墨色进行分类。
7.选定一块样品作为标准样品,为“l标准”值,之后每一块检测的产品标记为“l样品”值,之后利用公式
△
l=l样品
‑
l标准,计算出色差
△
l,pcb板将根据各自的色差
△
l的大小被分到不同的组别,实现pcb板的分类。
8.优选地,步骤三中,当色差
△
l为正数时,将pcb板分类到墨色偏浅一类;当色差
△
l
为负数时,将pcb板分类到墨色偏深一类。
9.优选地,步骤三中,当m(x
‑
1)≤|
△
l|<mx时,如果
△
l为正数,则将对应pcb板标记为墨色x;如果
△
l为负数,则将对应pcb板标记为墨色
‑
x,其中x为正整数,其中m为色差单位系数,范围为0.05
‑
2。
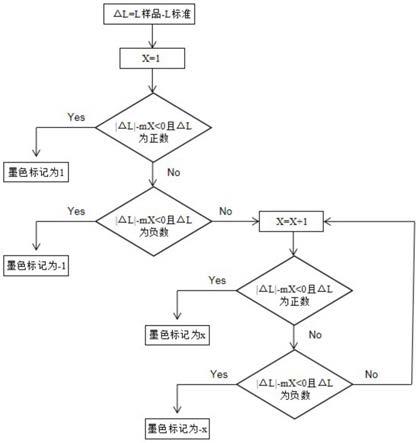
10.优选地,对pcb板墨色进行标记的过程如下:步骤3.1,x取1,判断|
△
l|
‑
mx,如果小于0且
△
l为正数则标记为墨色1,如果小于0且
△
l为负数则标记为墨色
‑
1,否则进入下一步;步骤3.2,x加1后判断|
△
l|
‑
mx,如果小于0且
△
l为正数则标记为墨色x,如果小于0且
△
l为负数则标记为墨色
‑
x;否则再重复本步骤,直至完成标记。
11.优选地,色差单位系数m取值为1。
12.色差单位系数m取值为1时,分到每组的pcb板之间的色差范围最佳,人肉眼不容易识别,并且最大程度减少分类批次,减少分类时的空间占用。
13.优选地,pcb板墨色检验采用色差仪。
14.优选地,对于采用同一墨色标记的pcb板通过控制输送装置分到同一批次pcb板中。
15.优选地,将pcb板分成2w个批次,每个批次pcb板的个数为n,则完成墨色标记的pcb板的分配步骤如下:将pcb板按墨色深浅分成深色pcb板和浅色pcb板两组,每组w个批次,当墨色x≤w时,将标记为墨色x的pcb板放入对应组的第x批次;若墨色x>w时,将标记为墨色x的pcb板放入对应组的第w批次;当任一批次n1的pcb板的个数达到n时,若标记墨色x=n1,如果还有未开始分配pcb板的批次,则将该批次重新标记为第n1批次;如果所有批次均分配有pcb板,则判断第n1
‑
1批次和第n1+1批次中已分配pcb板数量,将其分配至已分配pcb板数量较少的一个批次中,并将该批次增加第n1批次标记。有益效果:采用本发明技术方案产生的有益效果如下:(1)在铣外形前通过对pcb板墨色进行检验并按墨色深浅进行分类,将色差在一定范围内的pcb板集中在一起,这样就可以保证使用这些pcb板进行组装时,每块pcb板的之间的色差控制在合适的范围内,从而解决pcb板组装后墨色不均,导致用户体验不佳,产生投诉退货等问题,并且在铣外形前进行分类,一次性可以筛选出一块大panel的墨色,效率高、分类准确。
16.(2)选定一块样品作为标准样品,为“l标准”值,之后每一块检测的产品标记为“l样品”值,之后利用公式
△
l=l样品
‑
l标准,计算出色差
△
l,pcb板将根据各自的色差
△
l的大小被分到不同的组别,实现pcb板的分类。
17.(3)本发明标记方法对pcb板进行标记,并通过不同的标记进而将不同墨色程度的pcb进行分类,分批加工或者售卖,采用该标记方法,可以将色差程度在同样范围内的pcb板挑选出来,并进一步通过标记颜色深浅,进行精准分类;还可以根据选取的m的值的不同,从而根据生产需求进行分类精度以及范围的修改,标记方法更加高效、精准。
附图说明
18.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
19.图1为pcb的生产流程示意图;图2是本发明较佳之pcb板墨色标记过程图。
具体实施方式
20.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
21.如图1所示,一种smt的pcb板墨色的分类方法,在铣外形前进行pcb板墨色检验并按墨色深浅将pcb板进行分类筛选。
22.在铣外形前通过对pcb板墨色进行检验并按墨色深浅进行分类,将色差在一定范围内的pcb板集中在一起,这样就可以保证使用这些pcb板进行组装时,每块pcb板的之间的色差控制在合适的范围内,从而解决pcb板组装后墨色不均,导致用户体验不佳,产生投诉退货等问题,并且在铣外形前进行分类,一次性可以筛选出一块大panel(大面板)的墨色,效率高、分类准确。
23.作为一种优选的实施方式,对pcb板墨色检验及分类的方法如下:步骤一,先选定一块样品作为标准样品,检测出该样品的墨色并标记为“l标准”值,其中0
‑
100的值分别对应从黑色到白色;步骤二,检测每一块大panel的pcb板墨色,标记为“l样品”值,并利用公式
△
l=l样品
‑
l标准,计算出色差
△
l;步骤三,根据色差
△
l大小对pcb板的墨色进行分类。
24.选定一块样品作为标准样品,为“l标准”值,之后每一块检测的产品标记为“l样品”值,之后利用公式
△
l=l样品
‑
l标准,计算出色差
△
l,pcb板将根据各自的色差
△
l的大小被分到不同的组别,实现pcb板的分类。
25.作为一种优选的实施方式,步骤三中,当色差
△
l为正数时,将pcb板分类到墨色偏浅一类;当色差
△
l为负数时,将pcb板分类到墨色偏深一类。
26.作为一种优选的实施方式,步骤三中,当m(x
‑
1)≤|
△
l|<mx时,如果
△
l为正数,则将对应pcb板标记为墨色x;如果
△
l为负数,则将对应pcb板标记为墨色
‑
x,其中x为正整数,其中m为色差单位系数,范围为0.05
‑
2。
27.如图2所示,作为一种优选的实施方式,对pcb板墨色进行标记的过程如下:
步骤3.1,x取1,判断|
△
l|
‑
mx,如果小于0且
△
l为正数则标记为墨色1,如果小于0且
△
l为负数则标记为墨色
‑
1,否则进入下一步;步骤3.2,x加1后判断|
△
l|
‑
mx,如果小于0且
△
l为正数则标记为墨色x,如果小于0且
△
l为负数则标记为墨色
‑
x;否则再重复本步骤,直至完成标记。
28.采用上述标记方法对pcb板进行标记,并通过不同的标记进而将不同墨色程度的pcb进行分类,分批售卖,采用该标记方法,可以将色差程度在同样范围内的pcb板挑选出来,并进一步通过标记颜色深浅,进行精准分类;还可以根据选取的m的值的不同,从而根据生产需求进行分类精度以及范围的修改,标记方法更加高效、精准。
29.作为一种优选的实施方式,色差单位系数m取值为1。
30.色差单位系数m取值为1时,分到每组的pcb板之间的色差范围最佳,人肉眼不容易识别,并且最大程度减少分类批次,减少分类时的空间占用。
31.作为一种优选的实施方式,pcb板墨色检验采用色差仪。
32.作为一种优选的实施方式,对于采用同一墨色标记的pcb板通过控制输送装置分到同一批次pcb板中。
33.作为一种优选的实施方式,将pcb板分成2w个批次,每个批次pcb板的个数为n,则完成墨色标记的pcb板的分配步骤如下:将pcb板按墨色深浅分成深色pcb板和浅色pcb板两组,每组w个批次,当墨色x≤w时,将标记为墨色x的pcb板放入对应组的第x批次;若墨色x>w时,将标记为墨色x的pcb板放入对应组的第w批次;当任一批次n1的pcb板的个数达到n时,若标记墨色x=n1,如果还有未开始分配pcb板的批次,则将该批次重新标记为第n1批次;如果所有批次均分配有pcb板,则判断第n1
‑
1批次和第n1+1批次中已分配pcb板数量,将其分配至已分配pcb板数量较少的一个批次中,并将该批次增加第n1批次标记。
34.采用上述分批办法,在分类后,能够更加快速高效的进行识别、加工,更智能不易出错。
35.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1