一种AOI检测集成设备的制作方法
一种aoi检测集成设备
技术领域
1.本实用新型涉及检测设备技术领域,尤其涉及一种aoi检测集成设备。
背景技术:
2.aoi(automated optical inspection)检测设备是基于光学原理对焊接产品常见缺陷进行检测的设备,其原理是通过工业摄像头对产品进行拍照采集图像,通过与合格品进行对比,检测出产品的缺陷,并通过在图像标示出来。
3.目前的光电产品生产线的aoi检测设备,实际上是将相机安装在检测台的正上方,对载盘上放置的光电芯片进行拍摄,后面配置传输导轨,当aoi的检测完成后,载盘会输出到设备后面的导轨上。按照相关技术中的aoi检测设备配置,在生产流程存在以下几个方面的不足:
4.①
人工上料时存在混料、错料的情况,无法检测出来,从而导致载盘上的芯片无法使用;
5.②
设备的扫码记录是人工使用扫描枪完成的,效率低且扫描精度差;
6.③
滑轨宽度是固定不可调的,制约生产线的自动化水平,不能满足客户要求载盘宽度需求;
7.④
设备在遇到芯片不良时无法标记,一般需要人工标记,下料后需要人工分拣出自己标记的产品,效率低;
8.从而导致aoi检测设备不能进行全自动化生产。
技术实现要素:
9.本实用新型所要解决的技术问题在于提供一种aoi检测集成设备,旨在解决相关技术中aoi检测设备不能进行全自动化生产的问题。
10.为解决上述技术问题,本实用新型提供了一种aoi检测集成设备,包括:机台、分别设置于所述机台两端的上料机构和下料机构、装配于所述机台且设于所述上料机构和所述下料机构之间的第一变距轨道、装配于所述机台且设于所述第一变距轨道的一侧的检测机构、装配于所述机台且设于所述机台靠近所述下料机构端的分拣机构以及固定于所述机台的主控组件,所述检测机构包括活动装配于所述机台且设于所述第一变距轨道上方的扫码组件、aoi检测组件以及标记组件,所述主控组件电连接于所述上料机构、所述下料机构、所述第一变距轨道、所述扫码组件、所述aoi检测组件、所述标记组件以及所述分拣机构,所述第一变距轨道用于传输载盘以使所述载盘依次经过所述扫码组件、所述aoi检测组件和所述标记组件,并传输至所述分拣机构,且所述第一变距轨道能够适配不同尺寸的所述载盘。
11.优选地,所述第一变距轨道包括固定于所述机台的第一输送带、滑动装配于所述机台且间隔所述第一输送带设置的第二输送带、一端固定于所述第一输送带且另一端贯穿通过所述第二输送带的至少一导向件以及旋合装配于所述导向件的锁紧件,所述第二输送带朝所述导向件的长度方向滑动,所述锁紧件锁紧时,所述第二输送带被所述锁紧件固定
于所述导向件,且所述第一输送带和所述第二输送带之间的间隔与所述载盘的尺寸相适配。
12.优选地,所述aoi检测集成设备还包括固定于所述机台且设于所述第一输送带和所述第二输送带之间的至少一阻挡件和至少一顶升组件;所述阻挡件具有主体部和设置于所述主体部的阻挡部,所述阻挡件电连接于所述主控组件,所述阻挡件的主体部固定有传感器,所述阻挡件的阻挡部能够抵顶位于所述第一输送带和所述第二输送带上的载盘以使所述载盘停止移动;所述顶升组件包括具有顶升部的顶升件、固定于所述顶升件的顶升部的连接件以及固定于所述连接件且间隔设置的两支撑板,所述主控组件电连接于所述顶升件,所述顶升件的顶升方向垂直于所述第一变距轨道的传输方向,所述支撑板能够抵顶所述载盘,所述顶升件顶升至所述支撑板抵顶所述载盘时,所述载盘所装载的产品被固定。
13.优选地,所述检测机构还包括固定于所述机台的第一驱动源和装配于所述第一驱动源且间隔设置的两第一驱动组件,所述扫码组件固定于两所述第一驱动组件中的其中一个第一驱动组件,所述aoi检测组件和所述标记组件固定于两所述第一驱动组件中的另一个第一驱动组件,所述第一驱动源用于驱动所述第一驱动组件朝靠近或远离所述上料机构的方向移动。
14.优选地,所述第一驱动组件包括装配于所述第一驱动源的第二驱动源、固定于所述第二驱动源远离所述第一驱动源的一端的转接板以及固定于所述转接板远离所述第二驱动源的一侧的第三驱动源,所述扫码组件和所述aoi检测组件分别固定于对应的所述第三驱动源,所述标记组件固定于所述转接板远离所述第二驱动源的一侧,所述标记组件能够朝所述载盘的方向运动。
15.优选地,所述标记组件包括固定于所述转接板且具有伸缩部的标记气缸、一端与所述标记气缸的伸缩部相连且另一端与所述转接板相连的弹性件以及弹性连接于所述转接板的信号标记件,所述信号标记件位于所述标记气缸的伸缩部的伸缩行程范围内。
16.优选地,所述aoi检测集成设备还包括固定于所述转接板的测距组件和清洗组件,所述测距组件设置于设有所述扫码组件的第三驱动源。
17.优选地,述上料机构包括固定于所述机台的第三输送带、固定于所述第三输送带的一端且具有推料位的第一升降组件、滑动装配于所述第三输送带远离所述机台的一侧且能够滑动至所述第一升降组件的推料位的推料组件以及活动装配于所述第三输送带靠近所述机台的一侧的弹夹存储组件,所述第三输送带用于输送载有载盘的弹夹至所述第一升降组件,所述第一升降组件用于将所述弹夹运输至所述推料位以使所述推料组件将所述弹夹内的载盘推送至所述第一变距轨道,所述弹夹存储组件具有传送带且所述弹夹存储组件能够活动至所述推料位。
18.优选地,所述分拣机构包括固定于所述机台的第四驱动源、装配于所述第四驱动源的第二变距轨道、固定于所述机台且设于所述第二变距轨道的一侧的升降推料组件和第二升降组件,所述第一变距轨道位于所述第四驱动源的行程范围内,所述第二升降组件用于放置弹夹,所述升降推料组件用于将所述第二变距轨道上的载盘推送至所述第二升降组件上放置的弹夹内。
19.优选地,所述aoi检测集成设备还包括装配于所述机台的且设于所述第一变距轨道远离所述检测机构的一侧的检修机构,所述检修机构包括第三变距轨道、固定于所述机
台且设于所述第三变距轨道远离所述第一变距轨道的一侧的第五驱动源、装配于所述第五驱动源的第二驱动组件以及设置于所述第二驱动组件的检修组件,所述第一变距轨道和所述第三变距轨道之间设有所述分拣机构,
20.本实用新型中一种aoi检测集成设备与现有技术相比,有益效果在于:由于第一变距轨道能够适配不同尺寸的载盘,使得第一变距轨道可以输送上料机构所运送的不同尺寸的载盘,从而提升aoi检测集成设备的适用性;扫码组件可以识别载盘所装载的芯片的种类,避免因上料时存在混料、错料的情况导致载盘上的芯片无法使用,同时,不需要人工使用扫描枪进行扫码,极大地提升了检测效率和扫描精度;aoi检测组件可以检测载盘所装载的芯片的特征,主控组件根据aoi检测组件的检测结果判定载盘所装载的芯片是否异常;当主控组件判定载盘所装载的芯片异常时,标记组件对存在异常芯片的载盘进行标记,分拣机构对存在异常芯片的载盘进行拾取,当主控组件判定载盘所装载的芯片正常时,该载盘被第一变距轨道输送至下料机构,从而实现aoi检测设备的全自动化生产。
附图说明
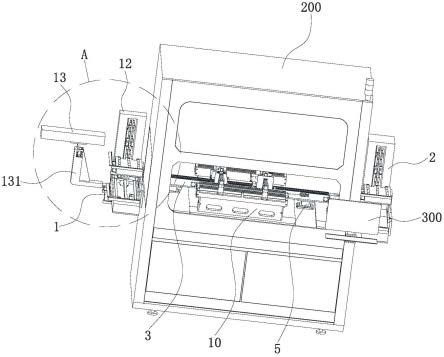
21.图1是本实用新型实施例中一种aoi检测集成设备的整体结构示意图;
22.图2是图1中细节a的放大图;
23.图3是本实用新型实施例中一种aoi检测集成设备的部分结构的侧向示意图;
24.图4是图3中细节b的放大图;
25.图5是图3中细节c的放大图;
26.图6是图3中细节d的放大图;
27.图7是图3中细节e的放大图;
28.图8是本实用新型实施例中一种aoi检测集成设备的部分结构的俯视图;
29.图9是图8中细节f的放大图。
30.在附图中,各附图标记表示:1、上料机构;11、第三输送带;12、第一升降组件;121、固定座;122、吊钩;13、推料组件;131、连接座;132、推料块;14、弹夹存储组件;15、固定块;16、框架;2、下料机构;3、第一变距轨道;31、输送座;32、第一输送带;33、第二输送带;34、导向件;4、检测机构;41、扫码组件;411、扫码相机;412、扫码光源;42、aoi检测组件;421、检测相机;422、检测光源;43、标记组件;431、标记气缸;432、连接条;433、信号标记件;44、第一驱动源;45、第一驱动组件;451、第二驱动源;452、第三驱动源;453、转接板;5、分拣机构;51、第四驱动源;52、第二变距轨道;53、升降推料组件;54、第二升降组件;6、阻挡件;7、顶升组件;71、顶升件;72、连接件;73、支撑板;8、测距组件;81、支撑块;82、激光位移传感器;9、清洗组件;91、吹气喷嘴;10、检修机构;101、第三变距轨道;102、第五驱动源;103、第二驱动组件;104、检修组件;1041、除锡组件;1042、焊锡组件;100、机台;200、外壳;300、显示屏;400、弹夹;500、载盘。
具体实施方式
31.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
32.实施例:
33.请参阅图1、图3和图8,在本实施例中,一种aoi检测集成设备,包括:机台100、分别设置于机台100两端的上料机构1和下料机构2、装配于机台100且设于上料机构1和下料机构2之间的第一变距轨道3、装配于机台100且设于第一变距轨道3的一侧的检测机构4、装配于机台100且设于机台100靠近下料机构2端的分拣机构5以及固定于机台100的主控组件,检测机构4包括活动装配于机台100且设于第一变距轨道3上方的扫码组件41、aoi检测组件42以及标记组件43,主控组件电连接于上料机构1、下料机构2、第一变距轨道3、扫码组件41、aoi检测组件42、标记组件43以及分拣机构5,第一变距轨道3用于传输载盘500以使载盘500依次经过扫码组件41、aoi检测组件42和标记组件43,并传输至分拣机构5,且第一变距轨道3能够适配不同尺寸的载盘500。由于第一变距轨道3能够适配不同尺寸的载盘500,使得第一变距轨道3可以输送上料机构1所运送的不同尺寸的载盘500,从而提升aoi检测集成设备的适用性;扫码组件41可以识别载盘500所装载的芯片的种类,避免因上料时存在混料、错料的情况导致载盘500上的芯片无法使用,同时,不需要人工使用扫描枪进行扫码,极大地提升了检测效率和扫描精度;aoi检测组件42可以检测载盘500所装载的芯片的特征,主控组件根据aoi检测组件42的检测结果判定载盘500所装载的芯片是否异常;当主控组件判定载盘500所装载的芯片异常时,标记组件43对存在异常芯片的载盘500进行标记,分拣机构5对存在异常芯片的载盘500进行拾取,当主控组件判定载盘500所装载的芯片正常时,该载盘500被第一变距轨道3输送至下料机构2,从而实现aoi检测设备的全自动化生产。
34.请参阅图2、图8和图9,在本实施例中,第一变距轨道3包括固定于机台100的第一输送带32、滑动装配于机台100且间隔第一输送带32设置的第二输送带33、一端固定于第一输送带32且另一端贯穿通过第二输送带33的至少一导向件34以及旋合装配于导向件34的锁紧件,第二输送带33朝导向件34的长度方向滑动,锁紧件锁紧时,第二输送带33被锁紧件固定于导向件34,且第一输送带32和第二输送带33之间的间隔与载盘500的尺寸相适配。具体的,第一变距轨道3还包括固定在机台100上的输送座31,第一输送带32和第二输送带33相互平行设置在输送座31上,第一输送带32和第二输送带33均可以为传送带,载盘500的两侧边分别设于第一输送带32和第二输送带33,第一输送带32和第二输送带33同步运动,保证载盘500能够更稳定地被第一输送带32和第二输送带33传送,且载盘500在第一变距轨道3上依次经过扫码组件41、aoi检测组件42、标记组件43以及分拣机构5;导向件34可以为一端带有螺纹的圆杆,锁紧件可以为螺母,通过在第二输送带33的两侧分别设置一锁紧件可以将第二输送带33固定在导向件34的某一位置,实现将第二输送带33固定在机台100上;导向件34垂直固定在第一输送带32,当第二输送带33在机台100上滑动时,第二输送带33沿导向件34的长度方向滑动,使得第二输送带33朝靠近或远离第一输送带32的方向移动,此时第一输送带32和第二输送带33之间的间隔会发生改变,实现第一变距轨道3的变距,从而使得第一变距轨道3可以传输不同尺寸的载盘500。优选地,导向件34和锁紧件可以设置多组,保证第二输送带33可以更加牢固的固定在机台100上;机台100可以设置两滑槽,滑槽的长度方向与导向杆的长度方向相平行,第一变距轨道3的两端分别设置在一滑槽上,进一步保证第二输送带33在机台100上滑动时不会发生偏移,使得第一输送带32和第二输送带33可以保持平行。
35.请参阅图3、图4和图9,在本实施例中,aoi检测集成设备还包括固定于机台100且
设于第一输送带32和第二输送带33之间的至少一阻挡件6和至少一顶升组件7;阻挡件6具有主体部和设置于主体部的阻挡部,阻挡件6电连接于主控组件,阻挡件6的主体部固定有传感器,阻挡件6的阻挡部能够抵顶位于第一输送带32和第二输送带33上的载盘500以使载盘500停止移动;顶升组件7包括具有顶升部的顶升件71、固定于顶升件71的顶升部的连接件72以及固定于连接件72且间隔设置的两支撑板73,主控组件电连接于顶升件71,顶升件71的顶升方向垂直于第一变距轨道3的传输方向,支撑板73能够抵顶载盘500,顶升件71顶升至支撑板73抵顶载盘500时,载盘500所装载的产品被固定。具体的,阻挡件6可以为气缸,且阻挡件6的伸缩方向与第一变距轨道3的传输方向相垂直,阻挡件6的主体部固定在输送座31上,阻挡件6的阻挡部伸出时,阻挡部能够抵顶载盘500以使载盘500在第一变距轨道3上停止移动;传感器可以为光纤传感器,当传感器检测到载盘500时,主控组件控制阻挡件6的阻挡部伸出,使得载盘500在第一变距轨道3上停止移动,从而可以实时将传送至检测机构4的载盘500阻停,使得检测机构4有充足的时间对载盘500进行检测。顶升件71可以为电机,顶升件71的顶升部为电机的输出端,连接件72可以为连接杆,连接件72贯穿通过并固定在顶升件71的顶升部,两支撑板73设于连接件72的两端,既能保证支撑板73可以同步地跟随连接件72运动,也能保证连接件72两端的平衡性,由于顶升件71的顶升方向垂直于第一变距轨道3的传输方向,当顶升件71工作时,支撑板73被顶升件71顶起,支撑板73抵顶载盘500上的产品,实现对产品的定位,有利于检测机构4对产品进行检测。
36.请参阅图3、图4和图5,在本实施例中,检测机构4还包括固定于机台100的第一驱动源44和装配于第一驱动源44且间隔设置的两第一驱动组件45,扫码组件41固定于两第一驱动组件45中的其中一个第一驱动组件45,aoi检测组件42和标记组件43固定于两第一驱动组件45中的另一个第一驱动组件45,第一驱动源44用于驱动第一驱动组件45朝靠近或远离上料机构1的方向移动。第一驱动组件45包括装配于第一驱动源44的第二驱动源451、固定于第二驱动源451远离第一驱动源44的一端的转接板453以及固定于转接板453远离第二驱动源451的一侧的第三驱动源452,扫码组件41和aoi检测组件42分别固定于对应的第三驱动源452,标记组件43固定于转接板453远离第二驱动源451的一侧,标记组件43能够朝载盘500的方向运动。具体的,第一驱动源44可以为直线电机,直线电机具有反应速度快、灵敏度高,随动性好的特点,有利于提升第一驱动源44的响应速度,第一驱动源44在机台100上构成x轴,第二驱动源451和第三驱动源452可以为步进电机或伺服电机,第二驱动源451在机台100上构成y轴,第三驱动源452构成z轴,两个第二驱动源451共用一个第一驱动源44可以提升精度和平面度;aoi检测组件42和扫码组件41可以跟随第一驱动源44、第二驱动源451和第三驱动源452移动,有利于实现aoi检测组件42和扫码组件41的精确定位,标记组件43可以跟随第一驱动源44和第二驱动源451移动,使得标记组件43可以标记载盘500所装载的任意一个产品。在一些实施方式中,扫码组件41包括固定在第三驱动源452的扫码相机411和扫码光源412,扫码光源412设于扫码相机411的下方,扫码光源412的照射方向和扫码相机411的扫码方向均朝向第一变距轨道3,保证扫码光源412发射的光线可以照射至载盘500,扫码相机411可以对载盘500所装载的产品进行扫码识别。进一步地,在载盘500被阻挡件6阻停且被顶升组件7顶升定位好后,扫码组件41对载盘500所装载的产品进行初次扫描,控制组件接收扫码组件41传输的扫描图像,并根据扫描图像与控制组件预设的标准产品图像作对比;当扫描图像与预设的标准产品图像相同时,则判定产品种类为同一种,确认来料
正确,从而可以降低混料、错料的经济风险;然后扫码组件41再对载盘500所装载的产品进行扫描,此时记录扫码信息,进行产品的区分和跟踪,方便后续的产品交付。aoi检测组件42包括固定于第三驱动源452的检测相机421和检测光源422,检测光源422设于检测相机421的下方,检测光源422的照射方向和检测相机421的拍摄方向均朝向第一变距轨道3,保证检测光源422发射的光线可以照射至载盘500,检测相机421可以对载盘500所装载的产品进行检测识别。进一步地,在载盘500被阻挡件6阻停且被顶升组件7顶升定位好后,检测光源422打开,检测相机421对产品进行拍摄,如拍摄产品的特殊图案、产品特有的mark点(基准点)、产品的外观和产品表面的灰尘,主控组件根据拍摄结果判定产品是否异常,如当能够检测到产品的特殊图案和mark点、产品没有缺角、pad位(芯片的管脚)没有有氧化发黑现象、产品没有有划伤痕迹、电芯片帖转角度不超过1度、产品没有浮高现象以及产品表面没有残留20um以上的灰尘时,则判定产品正常。
37.请参阅图3和图5,在本实施例中,标记组件43包括固定于转接板453且具有伸缩部的标记气缸431、一端与标记气缸431的伸缩部相连且另一端与转接板453相连的弹性件以及弹性连接于转接板453的信号标记件433,信号标记件433位于标记气缸431的伸缩部的伸缩行程范围内。具体的,弹性件可以为弹簧,标记气缸431的伸缩部与弹性件相连,可以减弱标记气缸431的伸缩部伸出时的力度,信号标记件433可以为标记笔,由于信号标记件433弹性连接于转接板453,当标记气缸431的伸缩部伸出并抵顶在信号标记件433时,信号标记件433在受力后会向下弹性运动直至信号标记件433抵接在产品上,产品会在对应的位置留下痕迹,从而实现信号标记件433对产品的标记。优选地,信号标记笔通过具有弹性的连接条432实现与转接板453弹性连接,且连接条432垂直固定在转接板453的板面,当标记气缸431的伸缩部伸出时,标记气缸431的伸缩部会抵顶在连接条432,由于连接条432具有弹性,连接条432会向下振动,信号标记件433跟随连接条432向下振动实现对产品的标记,可以理解的,通过连接条432的振动从而实现信号标记件433对产品进行标记,信号标记件433对产品的冲击大大降低,可以避免产品因受到信号标记件433的撞击而损坏。
38.请参阅图3、图4和图5,在本实施例中,aoi检测集成设备还包括固定于转接板453的测距组件8和清洗组件9,测距组件8设置于设有扫码组件41的第三驱动源452。具体的,测距组件8包括固定于转接板453的支撑块81和固定于支撑块81的激光位移传感器82,测距组件8是为了实现对产品的高度进行测量,从而提高自动化程度,具体测量原理为:先利用激光位移传感器82测量出载盘500两个点的高度,再测量出产品四角的高度,取两者的平均值之差即为产品的高度。两块转接板453均设有一个清洗组件9,清洗组件9包括固定在转接板453的吹气喷嘴91,吹气喷嘴91的吹气端朝向第一变距轨道3,吹气喷嘴91用于与外部设备相连,当吹气喷嘴91向外吹气时,气流会吹向产品,从而实现利用气流清洁产品,同时,吹气喷嘴91可以跟随第一驱动源44和第二驱动源451移动,保证吹气喷嘴91可以吹向载盘500上的任意一个产品,实现对所有产品的清洁,进一步提升aoi检测集成设备的自动化程度。
39.请参阅图1和图2,在本实施例中,上料机构1包括固定于机台100的第三输送带11、固定于第三输送带11的一端且具有推料位的第一升降组件12、滑动装配于第三输送带11远离机台100的一侧且能够滑动至第一升降组件12的推料位的推料组件13以及活动装配于第三输送带11靠近机台100的一侧的弹夹存储组件14,第三输送带11用于输送载有载盘500的弹夹400至第一升降组件12,第一升降组件12用于将弹夹400运输至推料位以使推料组件13
将弹夹400内的载盘500推送至第一变距轨道3,弹夹存储组件14具有传送带且弹夹存储组件14能够活动至推料位。具体的,第三输送带11可以为传送带,第三输送带11的侧边固定有固定块15,第三输送带11通过固定块15实现与机台100固定连接,第一升降组件12包括固定在第三输送带11一端的固定座121、设置于固定座121的升降电机、与升降电机相连的丝杆以及装配在丝杆的吊钩122,吊钩122用于吊起满载载盘500的弹夹400,当吊钩122上升至推料位时,推料组件13可以将弹夹400内的载盘500推送至第一变距轨道3上。推料组件13包括滑动装配在第三输送带11远离固定块15的一侧的连接座131和活动连接在连接座131的推料块132,连接座131呈“l”形状结构,连接座131沿第一变距轨道3的传输方向的方向滑动,连接座131滑动一定距离后推料块132可以推动弹夹400内的载盘500,推料块132能够上下微调移动,以确保推料块132与第一升降组件12的推料位处于同一高度。弹夹存储组件14包括活动连接在固定块15的连接块和固定在连接块的传送带,当推料块132将弹夹400内的所有载盘500均推送至第一变距轨道3后,此时弹夹400为空弹夹400,连接块朝第一升降组件12移动一定距离以使传送带可以将空弹夹400传输至传送带远离第一升降组件12的一端,从而实现载盘500上料动作的自动化。同理,下料机构2与上料机构1的整体结构相同,利用第一变距轨道3和下料机构2的推料组件13将载盘500运到下料机构2中的弹夹存储组件14内。优选地,第三输送带11远离机台100的一侧和弹夹存储组件14远离机台100的一侧可以安装框架16,框架16的大小可以进行调节,从而使得上料机构1在上不同尺寸的弹夹400均可以保证弹夹400不会掉落,有利于弹夹400适配不同尺寸的载盘500。
40.请参阅图3和图8,在本实施例中,分拣机构5包括固定于机台100的第四驱动源51、装配于第四驱动源51的第二变距轨道52、固定于机台100且设于第二变距轨道52的一侧的升降推料组件53和第二升降组件54,第一变距轨道3位于第四驱动源51的行程范围内,第二升降组件54用于放置弹夹400,升降推料组件53用于将第二变距轨道52上的载盘500推送至第二升降组件54上放置的弹夹400内。具体的,第四驱动源51可以为直线电机,第二变距轨道52可以看做第一变距轨道3中的一小段,第四驱动源51可以带动第二变距轨道52y向移动,使得升降推料组件53能够将第二变距轨道52上的载盘500推送至放置于第二升降组件54上的弹夹400;升降推料组件53包括固定在机台100的升降气缸和固定在升降气缸的推料气缸,升降气缸可以带动推料气缸升降,以使推料气缸可以与位于第二变距轨道52上的载盘500处于同一高度,保证推料气缸可以推动第二变距轨道52上的载盘500;第二升降组件54包括固定在机台100的升降电机和固定在升降电机的托盘,升降电机用于带动托盘升降,托盘用于放置弹夹400,保证放置于托盘的弹夹400的每一层均可以装载载盘500,第一变距轨道3位于第四驱动源51的行程范围内,保证第一变距轨道3和第二变距轨道52可以处于同一直线上,当载盘500上的产品质量无误时,载盘500经过第一变距轨道3被传输至第二变距轨道52,第二变距轨道52将载盘500传输至下料机构2。
41.请参阅图3、图6和图7,在本实施例中,aoi检测集成设备还包括装配于机台100的且设于第一变距轨道3远离检测机构4的一侧的检修机构10,检修机构10包括第三变距轨道101、固定于机台100且设于第三变距轨道101远离第一变距轨道3的一侧的第五驱动源102、装配于第五驱动源102的第二驱动组件103以及设置于第二驱动组件103的检修组件104,第一变距轨道3和第三变距轨道101之间设有分拣机构5,检修组件104用于检修被标记组件43所标记的载盘500上的产品。具体的,第三变距轨道101的整体结构与第一变距轨道3的整体
结构相同,且第三变距轨道101和第一变距轨道3平行设置,第五驱动源102可以为直线电机,第二驱动组件103和第一驱动组件45的结构相同,且第二驱动组件103与第五驱动源102的装配方式与第一驱动组件45与第一驱动源44的装配方式相同,即检修组件104能够沿x向、y向和z向移动;检修组件104包括固定在第二驱动组件103的除锡组件1041和焊锡组件1042,除锡组件1041用于消除产品的不良焊锡,焊锡组件1042用于对产品已除锡位置进行焊锡;而且,检修机构10还包括装配在机台100的元件更换组件,元件更换组件用于更换元件。优选地,除锡组件1041和焊锡组件1042都具有视觉识别,有利于在实现对异常产品进行精准除锡和焊锡;同时,除锡组件1041还具有真空吸取模组,真空吸取模组可以将除掉的锡抽离。通过设置检修组件104和元件更换组件,可以实现产品偏移的自动纠正和产品不良的自动更换。
42.请参阅图1,在本实施中,aoi检测集成设备还包括固定在机台100的外壳200和固定在外壳200的显示屏300,显示屏300电连接于主控组件,显示屏300用于输入指令和显示设备的运转相关信息。优选地,可以在aoi检测集成设备设置操作权限,如操作员、技术员和工程师三个权限等级。
43.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1