超合金零件及其加工方法与流程
超合金零件及其加工方法
背景技术:
1.本公开整体涉及工业机器零件修复或制造,并且更具体地涉及外表面上具有圆形横截面开口的超合金零件。
2.诸如镍基超合金和某些铝钛合金的难焊接(htw)合金由于它们的γ'和各种几何约束,当γ'相以大于约30%的体积分数存在时,它们将难以接合,这可能在铝或钛含量超过约3%时发生。如本文所用,“htw合金”是表现出液化、热和应变时效裂纹并且因此不适用于焊接的合金。
3.不可焊接(nw)合金通常是沉淀可硬化或固溶强化合金,其在工业环境中和工业规模下实际上无法焊接,仅在过度极端的条件下才能够焊接,并且因此通常被认为是不可焊接的。如本文所用,“nw合金”是指具有约4.5或更高的钛
‑
铝当量(或组分的组合百分比,按重量计)的合金。nw合金可包括其中主要硬化机制是经由沉淀工艺的镍基合金、经固溶强化的钴合金,以及在马上要焊接之前和在焊接期间需要加热到至少约1,000摄氏度(℃)的合金。
4.这些htw和nw合金可结合到气体涡轮引擎的部件中,诸如翼面、叶片(斗)、喷嘴(静叶)、护罩、燃烧零件、过渡件和其他热气体路径(hgp)部件。htw和nw合金的结合可能是有利的,因为它们通常具有优异的操作特性,特别是对于经受最极端条件和应力的某些部件而言。然而,htw和nw合金固有的不良可焊性使结合这些合金的部件的维修和修复变得复杂。
5.工业机器零件诸如翼面、叶片(斗)、喷嘴(静叶)、护罩、燃烧零件、过渡件和其他热气体路径部件可具有提供流体流动路径的数百个或数千个冷却孔。涡轮机械中的hgp部件诸如涡轮叶片和喷嘴暴露于极端应力和环境。偶尔,机器零件可能具有过多的冷却孔,或冷却孔处于错误位置或冷却孔尺寸过大。这些机器零件需要进行维修以消除不当机加工的孔。然而,涡轮机械技术的进步已导致使用更先进的材料,诸如超合金,如高γ'超合金,这些材料不能使用常规技术进行修复。
6.修复部件中不当机加工的孔通常涉及定位具有适当直径的塞以配合该孔。该工艺存在多个挑战。首先,塞必须与不当机加工的孔的直径匹配。因此,塞必须在测量不当机加工的孔的直径之后进行机加工,以匹配孔的尺寸。此外,在部件与塞之间必须存在间隙以确保适当的硬钎焊。此外,如果塞被垂直地插入,则塞可能掉落。另选地,如果塞被水平地插入,则塞与部件之间不存在间隙。无法保证一个硬钎焊循环可修补不当机加工的孔。塞可能在硬钎焊过程期间移动,并且可能由于空隙、缺乏硬钎焊、过度流动等而需要返工。这种情况产生不可接受的长修复周期。
技术实现要素:
7.本公开的第一方面提供了一种方法,该方法包括将塞定位到由部件的内表面限定的腔体中,其中塞具有联接到其的内部硬钎焊元件。腔体在部件的外表面处具有圆形横截面。塞完全填充圆形横截面,并且内部硬钎焊元件位于腔体内。该方法包括在外表面处将硬钎焊膏至少部分地围绕塞定位。该方法包括定位部件,使得内部硬钎焊元件位于塞上方。使
部件经受热循环以熔融塞周围的内部硬钎焊元件,从而通过与塞和部件的内表面形成冶金连结来完全密封腔体。
8.本公开的第二方面提供了一种部件,该部件包括具有第一材料的主体,其中主体包括外表面。该部件在外表面上包括第二材料,该第二材料完全覆盖外表面上的圆形横截面。该部件包括硬钎焊材料,该硬钎焊材料在限定主体内的腔体的内表面上与第一材料和第二材料结合。
9.本公开的第三方面提供了一种方法,该方法包括将塞定位到由超合金部件的内表面限定的腔体中,其中塞具有联接到其的预烧结预成型件(psp)。腔体在超合金部件的外表面处具有圆形横截面。塞完全填充圆形横截面,并且psp位于腔体内。该方法包括在超合金部件的外表面处将硬钎焊膏至少部分地围绕塞定位。该方法包括定位超合金部件,使得psp位于塞上方。使超合金部件经受热循环以熔融塞周围的psp,从而通过与塞和超合金部件的内表面形成冶金连结来完全密封腔体。
10.本公开的示例性方面被设计成解决本文描述的问题和/或未讨论的其他问题。
附图说明
11.从结合描绘本公开的各种实施方案的附图的对本公开的各个方面的以下详细描述,将更容易理解本公开的这些和其他特征,其中:
12.图1示出了涡轮机形式的例示性工业机器的剖视图。
13.图2示出了图1的涡轮机的放大横截面。
14.图3和图4分别示出了涡轮叶片和涡轮喷嘴形式的例示性工业零件的透视图。
15.图5示出了涡轮机的部件的剖视图。
16.图6至图11示出了各种塞的侧视图,其中塞具有附接到其的内部硬钎焊元件。
17.图12示出了将塞定位在具有腔体的涡轮机的部件上的剖视图,其中塞具有附接到其的内部硬钎焊元件。
18.图13示出了围绕具有腔体的涡轮机的部件上的塞定位硬钎焊膏的剖视图。
19.图14示出了定位部件使得内部硬钎焊元件位于塞上方的剖视图。
20.图15示出了部件在执行热循环以熔融内部硬钎焊元件之后的剖视图。
21.图16示出了部件在修整操作之后的剖视图。
22.应当注意,本公开的附图未按比例绘制。附图旨在仅描绘本公开的典型方面,并且因此不应当被视为限制本公开的范围。在附图中,类似的编号表示附图之间的类似的元件。
具体实施方式
23.作为初始事项,为了清楚地描述当前公开,当引用和描述气体涡轮内的相关机器部件时,将有必要选择某些术语。在这样做时,如果可能的话,通用的行业术语将以与其接受含义一致的方式进行使用和采用。除非另有说明,否则应当对此类术语给出与本申请的上下文和所附权利要求书的范围一致的广义解释。本领域的普通技术人员将了解,通常可以使用若干不同或重叠术语来引用特定部件。在本文中可描述为单个零件的物体可以包括多个部件并且在另一个上下文中被引用为由多个部件组成。另选地,本文中可描述为包括多个部件的物体可在别处称为单个零件。
24.图1示出了例示性工业机器的示意图,其零件可根据本公开的教导内容进行修复。在该示例中,该机器包括燃气或气体涡轮系统形式的涡轮机100。涡轮机100包括压缩机102和燃烧器104。燃烧器104包括燃烧区域106和燃料喷嘴组件108。涡轮机100还包括涡轮110和普通压缩机/涡轮轴112(有时称为转子112)。本公开不限于任何一个特定的工业机器,也不限于任何特定的燃烧涡轮机系统,并且可结合各种其他工业机器来应用。此外,本公开不限于任何特定的涡轮机,并且可以适用于例如蒸汽涡轮机、喷气发动机、压缩机、涡轮风扇等。
25.在操作中,空气流动通过压缩机102并且压缩空气被供应到燃烧器104。具体地,压缩空气被供应到燃料喷嘴组件108,该燃料喷嘴组件与燃烧器104成一整体。燃料喷嘴组件108与燃烧区域106流体连通。燃料喷嘴组件108还与燃料源(图1中未示出)流体连通,并且将燃料和空气引导到燃烧区域106。点燃燃烧器104并且燃烧燃料。燃烧器104与涡轮组件110流体连通,以便气体流热能被转换成机械旋转能量。涡轮组件110包括涡轮111,其可旋转地耦接到转子112并驱动该转子。压缩机102也可旋转地耦接到转子112。在例示性实施方案中,存在多个燃烧器106和燃料喷嘴组件108。
26.图2示出了涡轮机100(图1)的例示性涡轮组件110的放大剖视图,该涡轮组件可与图1中的气体涡轮机系统一起使用。涡轮组件110的涡轮111包括一排喷嘴或静叶120和轴向相邻的一排旋转叶片124,其中该排喷嘴或静叶联接到涡轮机100的固定壳体122。喷嘴或静叶126可通过径向外平台128和径向内平台130保持在涡轮组件110中。涡轮组件110中的叶片124的排包括旋转叶片132,该旋转叶片耦接到转子112并与转子一起旋转。旋转叶片132可包括耦接到转子112的径向向内平台134(在叶片的根部)和径向向外的尖端护罩136(在叶片的尖端处)。如本文所用,除非另有说明,否则术语“叶片”或“热气路径部件”应共同指固定静叶或叶片126和旋转叶片132。
27.图3和图4示出了可采用本公开的教导内容的涡轮机的例示性热气体路径部件的透视图。图3示出了可采用本公开的实施方案的类型的涡轮转子叶片132的透视图。涡轮转子叶片132包括根部140,转子叶片132通过该根部附接到转子112(图2)。根部140可包括燕尾榫142,该燕尾榫被配置为安装在转子112(图2)的转子轮144(图2)的周边中的对应燕尾槽中。根部140还可包括在燕尾榫142与平台148之间延伸的柄部146,该平台设置在翼面150和根部140的连接处,并且限定通过涡轮组件110的流动路径的内侧边界的一部分。应当理解,翼面150是转子叶片132的有源部件,其拦截工作流体的流动并引起转子轮144(图2)旋转。可以看出,转子叶片132的翼面150包括凹形压力侧(ps)外壁152和周向或侧向相对的凸形吸力侧(ss)外壁154,这些外壁分别在相对的前缘156与后缘158之间轴向延伸。侧壁156和158也在径向方向上从平台148延伸到外侧尖端160。
28.图4示出了可采用本公开的实施方案的类型的固定静叶170的透视图。固定静叶170包括外平台172,固定静叶170通过该外平台附接到涡轮机100的固定壳体122(图2)。外平台172可包括任何现在已知或以后开发的安装构造,用于安装在壳体中的对应安装件中。固定静叶170还可包括用于定位在相邻涡轮转子叶片132(图3)与平台148(图3)之间的内平台174。平台172、174限定经过涡轮组件110(图2)的流动路径的外侧边界和内侧边界的相应部分。应当理解,翼面176是固定静叶170的有源部件,其拦截工作流体的流动并朝向涡轮转子叶片132(图3)引导工作流体的流动。可以看出,固定静叶170的翼面176包括凹形压力侧
(ps)外侧壁178和周向或侧向相对的凸形吸力侧(ss)外侧壁180,这些外侧壁分别在相对的前缘182与后缘184之间轴向延伸。侧壁178和180也在径向方向上从平台172延伸到平台174。本文所述的公开的实施方案可应用于任何形式的工业机器零件,诸如涡轮转子叶片132和/或固定静叶170。应当理解,本文没有描述的叶片132或静叶170的其他特征,诸如但不限于内部冷却结构、切口形状、外壁角度/形状等,可针对特定应用(即转子叶片或静叶)进行定制。
29.图3和图4示出了以圆形横截面终止于固定静叶170或涡轮转子叶片132的外表面上的冷却孔或腔体204。出于说明的目的,腔体204被认为是不当机加工的,例如以错误的位置或错误的尺寸机加工,因此需要填充。
30.图1至图4所示的部件可为超合金材料的。超合金提供多种优异的物理特性,但不适合采用常规修复技术,诸如焊接。更具体地讲,对于这些超合金材料,常规焊接是不充分的,因为该焊接不会得到具有零件的相同有价值超合金特性的结构。此外,该焊接可能导致另外的损坏,例如破裂。
31.本公开的实施方案提供了克服上述缺陷的硬钎焊工艺。该方法从具有需要填充的腔体的部件开始。腔体在部件的外表面处具有圆形横截面。该方法包括定位具有附接到其的内部硬钎焊元件的塞。塞被定位到部件的腔体上,从而完全覆盖外表面处的圆形横截面。内部硬钎焊元件位于腔体内。在外表面处围绕塞施加硬钎焊膏。部件被定位成内部硬钎焊元件位于塞上方,并且使部件经受热循环以熔融塞周围的内部硬钎焊元件,从而通过与塞和部件的内表面形成冶金连结来完全密封腔体。硬钎焊膏在热循环期间与塞和外表面形成冶金连结。下文提供了更详细的描述。
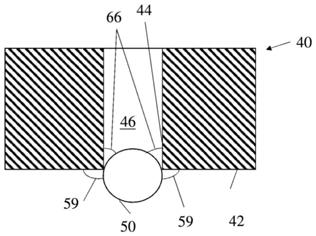
32.图5示出了涡轮机的部件40的横截面。部件40包括外表面42和限定腔体46的内表面44。部件40可为例如涡轮叶片、涡轮护罩、喷嘴或具有需要填充的腔体的燃烧零件。腔体46可为例如冷却通道。部件40可由超合金材料制成。
33.如本文所用,“超合金”是指与常规合金相比具有许多优异物理特性的合金,优异物理特性诸如但不限于:高机械强度、高热蠕变变形抗性、高耐腐蚀性或抗氧化性以及良好的表面稳定性。超合金的示例可包括但不限于:rene合金如rene 108、cm247、hastelloy、waspaloy、haynes合金、铬镍铁合金、incoloy、mp98t、tms合金、cmsx单晶合金。在一个实施方案中,本公开的教导可能特别有利的超合金是具有高γ'(γ’)值的超合金。“γ'”(γ’)是镍基合金的主要强化相。高γ'超合金的示例包括但不限于rene 108、n5、gtd 444、marm 247和in 738。
34.图6至图11示出了塞50的各种构型,其中塞具有附接到其的内部硬钎焊元件52。内部硬钎焊元件52可定位焊接到塞50或以其他方式附接到塞50。塞50可为球体,如图6、图8和图9所示。图7、图10和图11将塞50示出为圆柱体,其中侧面是渐缩的。塞50可为如上所述的超合金。塞50可为与被修复的部件40(图5)相同的材料。另选地,塞50可为与被修复的部件40(图5)不同的材料。
35.在实施方案中,内部硬钎焊元件52可为硬钎焊球(图6和图7)、硬钎焊圆柱体或硬钎焊片或硬钎焊板(图8和图10)或硬钎焊膏(图9和图11)。内部硬钎焊元件52可为可附接塞50并插入腔体46中的任何形状。
36.内部硬钎焊元件52可包括硬钎焊材料,诸如镍基填料金属。此类硬钎焊材料的示
例包括bni
‑
2、bni
‑
5、bni
‑
9、df4b、d15或高熔点/低熔点混合物,例如50/50比率的marm 247/d15。
37.在实施方案中,内部硬钎焊元件52可为预烧结预成型件(psp)。psp可为但不限于具有第一熔点的第一材料与具有第二熔点的第二材料的混合物,第一熔点低于第二熔点。混合物采用适于提供所需特性的任何合适比率。混合物的合适比率可包括但不限于:介于约40%和约95%之间的第一材料;介于约50%和约80%之间的第一材料;介于约5%和约60%之间的第二材料;介于约20%和约50%之间的第二材料,约50%的第一材料;约50%的第二材料;约20%的第二材料;约80%的第一材料,或其中的任何合适组合、子组合、范围或子范围。
38.在一个实施方案中,第一材料被认为是高熔点材料,并且第一熔点高于约1300℃。在一个实施方案中,第二材料被认为是低熔点材料,并且第二熔点例如介于约870℃和约1260℃之间。
39.用于psp的合适的高熔点材料具有以下按重量计的组成:介于约13.7%和约14.3%之间的铬(cr)、介于约9%和约10%之间的钴(co)、介于约2.8%和约3.2%之间的铝(al)、介于约4.7%和约5.1%之间的钛(ti)、介于约3.5%和约4.1%之间的钨(w)、介于约1.4%和约1.7%之间的钼(mo)、介于约2.4%和约3.1%之间的钽(ta)、至多约0.12%的碳(c)(例如介于约0.08%和约0.12%之间)、至多约0.04%的锆(zr)、至多约0.02%的硼(b)(例如介于约0.005%和约0.020%之间)、至多约0.35%的铁(fe)、至多约0.3%的si、至多约0.1%的锰(mn)、至多约0.1%的铜(cu)、至多约0.015%的磷(p)、至多约0.005%的硫(s)、至多约0.15%的铌(nb),以及余量的镍。
40.用于psp的另一种合适的高熔点材料具有以下按重量计的组成:介于约8.0%和约8.7%之间的cr、介于约9%和约10%之间的co、介于约5.25%和约5.75%之间的al、至多约0.9%的ti(例如介于约0.6%和约0.9%之间)、介于约9.3%和约9.7%之间的w、至多约0.6%的mo(例如介于约0.4%和约0.6%之间)、介于约2.8%和约3.3%之间的ta、介于约1.3%和约1.7%之间的铪(hf)、至多约0.1%的c(例如介于约0.07%和约0.1%之间)、至多约0.02%的zr(例如介于约0.005%和约0.02%之间)、至多约0.02%的b(例如介于约0.01%和约0.02%之间)、至多约0.2%的fe、至多约0.06%硅(si)、至多约0.1%的mn、至多约0.1%的cu、至多约0.01%的p、至多约0.004%的s、至多约0.1%的nb,以及余量的镍。
41.用于psp的另一种合适的高熔点材料具有以下按重量计的组成:介于约13.7%和约14.3%之间的cr、介于约9%和约10%之间的co、介于约2.8%和约3.2%之间的al、介于约4.8%和约5.2%之间的ti、介于约3.7%和约4.3%之间的w、介于约3.7%和约4.3%之间的mo、至多约0.1%的铼(re)(其中re和w小于约4.3%)、至多约0.1%的ta、至多约0.1%的hf,至多约0.19%的c(例如介于约0.15%和约0.19%之间)、至多约0.15%的pd、至多约0.3%的pt、至多约0.01%的mg、至多约0.1%的zr(例如介于约0.02%和约0.1%之间)、至多约0.02%的b(例如介于约0.01%和约0.02%之间)、至多约0.35%的fe、至多约0.1%的si、至多约0.1%的mn、至多约0.015%的p、至多约0.0075%的s、至多约0.1%的nb,以及余量的镍。
42.用于psp的另一种合适的高熔点材料具有以下按重量计的组成:介于约6.6%和约7%之间的cr、介于约11.45%和约12.05%之间的co、介于约5.94%和约6.3%之间的al、至
多约0.02%的ti、介于约4.7%和约5.1%之间的w、介于约1.3%和约1.7%之间的mo、介于约2.6%和约3%之间的re、介于约6.2%和约6.5%之间的ta、介于约1.3%和约1.7%之间的hf、至多约0.14%的c(例如介于约0.1%和约0.14%之间)、至多约0.3%的铂(pt)、至多约0.0035%的镁(mg)、至多约0.03%的zr、至多约0.02%的b(例如介于约0.01%和约0.02%之间)、至多约0.2%的fe、至多约0.06%的si、至多约0.1%的mn、至多约0.01%的p、至多约0.004%的s、至多约0.1%的nb,以及余量的镍。
43.用于psp的另一种合适的高熔点材料具有以下按重量计的组成:介于约16.5%和约18.5%之间的cr、介于约27%和约30%之间的mo、约1.5%的ni、至多约0.08%的c、约1.5%的fe、介于约3%和约3.8%之间的si、至多约0.03%的p、至多约0.03%的s、至多约0.15%的氧(o),以及余量的钴。
44.用于psp的合适的低熔点材料具有以下按重量计的组成:介于约22.5%和约24.25%之间的cr、至多约0.3%的ti(例如介于约0.15%和约0.3%之间)、介于约6.5%和约7.5%之间的w、介于约9%和约11%之间的镍(ni)、介于约3%和约4%之间的ta、至多约0.65%的c(例如介于约0.55%和约0.65%之间)、介于约2%和约3%之间的b、约1.3%的fe、至多约0.4%的si、至多约0.1%的mn、至多约0.02%的s,以及余量的钴。
45.用于psp的另一种合适的低熔点材料具有以下按重量计的组成:约14%的cr、约10%的co、约3.5%的al、约2.75%的b、介于约2.5%和约2.75%之间的ta、至多约0.1%的钇(y),以及余量的镍。
46.用于psp的另一种合适的低熔点材料具有以下按重量计的组成:约14%的cr、约9%的co、约4%的al、约2.5%的b,以及余量的镍。
47.用于psp的另一种合适的低熔点材料具有以下按重量计的组成:约15.3%的cr、约10.3%的co、约3.5%的ta、约3.5%的al、约2.3%的b,以及余量的镍。
48.用于psp的另一种合适的低熔点材料具有以下按重量计的组成:约15.3%的cr、约10.3%的co、约3.5%的ta、约3.5%的al、约2.3%的b,以及余量的镍。
49.在图12中,具有内部硬钎焊元件52的塞50被定位成使得内部硬钎焊元件位于腔体46内。即,内部硬钎焊元件52整个在腔体46内。在该实施方案中,塞50为球体并且在外表面42处完全覆盖腔体的圆形横截面。塞50可被钉住、过盈配合,或以其他方式固定到部件40上。
50.硬钎焊膏56可施加在部件40的外表面42上,如图13所示。硬钎焊膏56可包含单一组分混合物,其中硅si作为熔点抑制剂添加。在实施方案中,仅包含硅(si)作为熔点抑制剂的硬钎焊膏58的组成为:(a)ni
‑
19cr
‑
10si(通常被称为b50tf81);(b)ni
‑
15cr
‑
8si(通常被称为b50tf143);(c)ni
‑
17cr
‑
9.2si
‑
0.1b(通常被ge称为b50tf142);以及(d)ni
‑
19cr
‑
9.5si
‑
9.5mn(通常被称为b50tf99)。
51.在一个实施方案中,硬钎焊膏56包含含有硼(b)或硅(si)(或两者的组合)的金属。在实施方案中,硬钎焊膏58可包含超合金粉末作为填料。
52.如图14所示,部件40随后被定位成使得内部硬钎焊元件52位于塞50上方。
53.图15示出了部件40经受热循环以熔融内部硬钎焊元件52并与部件的内表面44和塞50形成冶金连结66。在热循环之后,与外表面42和塞50形成冶金连结59。
54.硬钎焊过程或热循环在硬钎焊温度下发生,该温度基于内部硬钎焊元件52的材料
熔融和/或熔合到内表面44和塞50。在内部硬钎焊元件52为镍基硬钎焊合金的实施方案中,硬钎焊施加温度介于约871℃和1260℃之间。
55.如图16所示,在实施方案中,可根据任何种类的现在已知或以后开发的修整步骤来处理部件,例如研磨、抛光等,以形成平滑的外表面42。
56.本文使用的术语仅用于描述特定实施方案的目的并且不旨在限制本公开。如本文所用,单数形式“一个”、“一种”和“该”旨在也包括复数形式,除非上下文另有明确地说明。将进一步理解,当在说明书中使用时,术语“包括”和/或“包含”指定存在陈述特征、整数、步骤、操作、元件和/或部件,但是不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、部件和/或它们的组。“任选的”或“任选地”意指随后描述的事件或情况可能发生或可能不发生,并且该描述包括事件发生的实例和事件不发生的实例。
57.如在整个说明书和权利要求书中使用的,近似语言可以用于修改可以允许变化的任何定量表示,而不会导致与其相关的基本功能的变化。因此,由一个或多个术语(诸如“约”、“大约”和“基本上”)修饰的值不限于指定的精确值。在至少一些情况下,近似语言可以对应于用于测量值的仪器的精度。在此和整个说明书和权利要求书中,范围限制可以组合和/或互换,此类范围被识别并且包括其中包含的所有子范围,除非上下文或语言另有指示。应用于范围的特定值的“大约”适用于两个值,除非另外依赖于测量值的仪器的精度,否则可以指示一个或多个所述值的+/
‑
10%。
58.以下权利要求书中的所有装置或步骤加功能元件的对应结构、材料、动作和等同物旨在包括用于结合具体要求保护的其他要求保护的元件执行功能的任何结构、材料或动作。已经出于说明和描述的目的给出了对本公开的描述,但其并不旨在穷举或将本公开限制于所公开的形式。在不脱离本公开的范围和实质的情况下,许多修改和变化对于本领域普通技术人员将是显而易见的。选择和描述了实施方案以便最好地解释本公开的原理和实际应用,并且使得本领域的其他技术人员能够理解具有适合于预期的特定用途的各种修改的本公开的各种实施方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1