风力涡轮机叶片前缘保护方法与流程
1.本发明总体上涉及风力涡轮机叶片,并且更具体地涉及一种保护风力涡轮机叶片的前缘的方法。
背景技术:
2.风力涡轮机由于其偏远位置而频繁地经历恶劣天气条件,特别是在离岸风力设施中。风力涡轮机叶片与空气传播颗粒例如雨水或冰雹之间的碰撞导致叶片表面的腐蚀。这种腐蚀降低了叶片的平滑度和空气动力学性能,从而不利地影响风力涡轮机的年度发电量(aep)。随着叶片长度增加以从风中捕获更多能量,这种叶片的叶尖速度也增加。在高叶尖速度下,叶片表面的腐蚀(尤其是在叶片的前缘处)由于与空气传播颗粒碰撞时增加的冲击能量而加剧。
3.以前已经提出了许多减轻前缘腐蚀的解决方案,包括将胶带、油漆、保护涂层或金属护罩施加到前缘。特别有效的解决方案是施加基于聚合物的保护盖,例如如wo2016075619中所描述的。实际上,使用双面粘合剂胶带将这种盖固定到叶片的前缘。然而,已经发现,用于将这种保护盖固定到叶片的前缘的现有方法不够耐用,并且不具有必需的寿命。特别地,已经发现,在其预计使用周期的早期阶段,保护盖具有从风力涡轮机叶片脱层的趋势,从而使前缘暴露于侵蚀。因此,与风力涡轮机叶片的预计寿命相比,保护盖的寿命可能有限。
4.正是在这个背景下开发了本发明。
技术实现要素:
5.在本发明的第一方面中,提供了一种将防腐蚀护罩施加到风力涡轮机叶片的前缘区域的方法。所述方法包括:提供风力涡轮机叶片,所述风力涡轮机叶片包括具有空气动力学轮廓并限定前缘区域的叶片壳体;提供由聚合物材料制成的防腐蚀护罩,所述防腐蚀护罩具有待结合到所述叶片壳体的所述前缘区域的内表面和待在使用中暴露的外表面;活化所述防腐蚀护罩的所述内表面;以及使用溶剂清洁所述防腐蚀护罩的所述内表面。优选地,在活化所述防腐蚀护罩的所述内表面之后进行清洁所述防腐蚀护罩的所述内表面,但也可在活化所述防腐蚀护罩的所述内表面之前或在活化之前以及活化之后进行清洁。所述方法还包括:将湿粘合剂层施加到所述防腐蚀护罩的所述内表面;将湿粘合剂层施加到所述叶片壳体的所述前缘区域;将所述防腐蚀护罩布置成抵靠所述叶片壳体的所述前缘区域,使得在所述防腐蚀护罩的所述内表面与所述叶片壳体之间建立湿对湿的粘合剂接触;以及固化所述粘合剂以将所述防腐蚀护罩结合到所述叶片壳体的所述前缘区域。
6.活化防腐蚀护罩的内表面可包括研磨所述内表面。可使用具有50至200之间、优选60至120之间且更优选120的粒度等级的磨料来活化防腐蚀护罩的内表面。磨料可以是例如砂纸、砂磨磨料网或其它研磨介质。优选的磨料是砂磨磨料网,例如autonet 120。防腐蚀护罩的内表面可通过使用包括磨料如autonet 120的轨道式砂磨机来活化。防腐蚀护罩的内
表面可使用异丙醇(ipa)或其它合适的溶剂来清洁。无绒布可与ipa或溶剂一起使用以在活化防腐蚀护罩的内表面之前或之后清洁内表面。
7.发现非常有利的是,在所述防腐蚀护罩的整个所述内表面与所述叶片壳体之间建立湿对湿的粘合剂接触。特别地,发现仅在接触的一部分中建立湿对湿的粘合剂接触产生了随着时间推移可能导致防腐蚀护罩或粘合剂的局部降解的点。
8.在将湿粘合剂施加到叶片壳体的前缘区域之前,该方法可包括活化前缘区域和使用溶剂清洁前缘区域。优选地,在活化前缘区域之后进行清洁前缘区域,但也可在活化前缘区域之前或在活化之前以及活化之后进行清洁。叶片壳体的前缘区域可使用异丙醇(ipa)清洁。无绒布可与ipa一起使用以清洁前缘区域。
9.粘合剂可以是双组分环氧粘合剂。优选地,双组分环氧粘合剂可以是sikapower1200、locktite hysol ea 9464、或sikapower 1277中的一种。
10.在将防腐蚀护罩布置成抵靠叶片壳体的前缘区域之前,该方法还可包括沿防腐蚀护罩的纵向边缘施加一段可移除增强胶带,以在布置防腐蚀护罩和固化粘合剂期间暂时增加所述纵向边缘的刚度。已经发现,这降低了在将防腐蚀护罩布置成抵靠叶片壳体上的前缘区域期间沿着纵向边缘产生褶皱的趋势。特别地,如果在例如用辊或外模具部件布置防腐蚀护罩期间粘合剂和空气被朝向纵向边缘推动,则防腐蚀护罩可能变形并沿纵向边缘产生褶皱,并且如果防腐蚀护罩的纵向边缘由可移除胶带增强,则这可能降低。
11.该方法还可包括在叶片壳体的密封区域中提供粘合剂,该密封区域被限定为与防腐蚀护罩的纵向边缘相邻,并且使粘合剂成形为使得所述粘合剂在防腐蚀护罩的纵向边缘与叶片壳体之间形成平滑过渡。此外,该方法可包括用一段可移除胶带覆盖密封区域中的粘合剂,以在密封区域中的所述粘合剂的固化期间维持粘合剂的形状以及防腐蚀护罩与叶片壳体之间的平滑过渡。在密封区域中的粘合剂的固化之后,所述一段可移除胶带可被移除,以提供从防腐蚀护罩的外表面到叶片壳体的平滑的空气动力学过渡。
12.在移除所述一段可移除胶带之后,可将抗uv涂层施加到密封区域中的粘合剂的外表面。
13.在将防腐蚀护罩布置成抵靠叶片壳体的前缘区域之后,该方法还可包括将装袋膜布置在防腐蚀护罩和/或密封区域上面,以及使用辊来使抵靠前缘区域的防腐蚀护罩平滑,从防腐蚀护罩的内表面与叶片壳体之间挤出粘合剂和气穴。可以使用可移除胶带将装袋膜临时固定到叶片壳体。装袋膜可防止在粘合剂和气穴从防腐蚀护罩的内表面与叶片壳体之间被挤出期间和之后防腐蚀护罩在叶片壳体上移位。装袋膜还可防止防腐蚀护罩的外表面经由辊被粘合剂污染。装袋膜可例如为真空袋膜材料或允许定位在防腐蚀护罩上面而不形成褶皱的另一透明片材。
14.防腐蚀护罩可由聚氨酯材料制成。防腐蚀护罩可具有足够的柔性,使得其符合叶片壳体的前缘区域的轮廓。优选地,防腐蚀护罩可以是软壳防腐蚀护罩。此外,防腐蚀护罩可为细长的,并包括基本u形的轮廓。防腐蚀护罩可在其整个纵向长度上具有基本均匀的横截面轮廓。
15.防腐蚀护罩可包括多个纵向延伸的护罩区段,并且所述方法还可包括将所述护罩区段布置成沿叶片壳体的前缘区域彼此相邻,并在所述相邻的护罩区段之间形成对接接头,使得所述相邻的护罩区段的相邻边缘不重叠。
16.该方法还可包括向所述相邻护罩区段的相邻边缘之间的所述对接接头提供粘合剂,用一条可移除胶带覆盖相邻护罩区段之间的所述对接接头中的所述粘合剂,以在所述粘合剂的固化期间维持所述粘合剂的形状,以及在所述对接接头中的所述粘合剂的固化之后移除所述一条可移除胶带,以在所述相邻护罩区段之间提供平滑的空气动力学过渡。该方法还可包括在移除所述一条可移除胶带之后,将抗uv涂层施加到所述对接接头中的所述粘合剂的外表面。
附图说明
17.现在将参考以下附图,仅通过非限制性示例的方式,更详细地描述本发明,其中:
18.图1是风力涡轮机的示意性立体图;
19.图2是风力涡轮机叶片的一部分和防腐蚀护罩的示意性立体图;
20.图3是示出将防腐蚀护罩施加到前缘区域的方法中所涉及的阶段的流程图;
21.图4a和图4b示意性地示出了在结合到叶片之前制备的护罩,其中图4a示出了护罩的被清洁的表面,图4b示出了被活化的表面;
22.图5a示意性地示出了施加到防腐蚀护罩和叶片的粘合剂;
23.图5b和图5c是布置成抵靠叶片的防腐蚀护罩的示意性横截面图;
24.图6示意性地示出了施加到防腐蚀护罩边缘的一段增强胶带;
25.图7a至7c是该方法的密封区域制备阶段的示意性横截面图,其中图7a示出了密封区域中的粘合剂,图7b示出了其中密封区域中的粘合剂被成形的阶段,并且图7c示出了施加在密封区域中的粘合剂上面的一段可移除胶带;
26.图8是在施加包括多个护罩区段的防腐蚀护罩期间风力涡轮机叶片的示意性立体图;以及
27.图9是在施加包括多个护罩区段的防腐蚀护罩期间风力涡轮机叶片的另一示意性立体图。
具体实施方式
28.图1是现代实用规模的风力涡轮机10的示意性立体图。风力涡轮机10包括多个风力涡轮机叶片12,该多个风力涡轮机叶片从叶片12的内侧部分16中的根部14延伸到叶片12的外侧部分20中的叶尖18。每个风力涡轮机叶片12包括布置在叶片12的前缘24处的防腐蚀护罩22。虽然在该示例中防腐蚀护罩22布置在叶片12的外侧部分20中,但本发明在此方面不受限制,并且防腐蚀护罩22可布置在内侧部分16中或基本上沿涡轮机叶片12的整个前缘24延伸。
29.防腐蚀护罩22在使用中为前缘24提供保护,其中叶片12与空气传播颗粒例如雨和冰雹之间的碰撞导致腐蚀。这种腐蚀将以其它方式不利地影响叶片12的空气动力学性能,从而降低风力涡轮机10的年发电量(aep)。在一些情况下,前缘腐蚀可能导致高达5%的aep损失。
30.图2是风力涡轮机叶片12的一部分和防腐蚀护罩22的示意性立体图。叶片12包括叶片壳体26,该叶片壳体可由复合材料制成,例如玻璃纤维增强塑料(gfrp),并且使用本领域已知的方法制造,例如在树脂基体中层压复合层。叶片壳体26具有空气动力学轮廓,并且
在叶片12的叶片根部14和叶尖18之间在翼展方向(s)上延伸,并且在叶片12的前缘24和后缘28之间在翼弦方向(c)上延伸。
31.前缘区域30由前缘24限定,并基本上沿前缘24的整个翼展长度延伸。前缘区域30跨越叶片12的前缘24,并包括在叶片12的迎风面32和背风面34上紧邻前缘24的叶片壳体26的一部分。在图2的示例中,前缘区域30在叶片12的迎风面32和背风面34中的每一者上在翼弦方向(c)上从前缘24延伸基本上相等的量。
32.在该示例中,防腐蚀护罩22为所谓的“软壳”护罩,并由足够柔性的材料形成,以允许护罩22符合叶片壳体26的前缘区域30的轮廓。为了提供用于将护罩22装配到叶片12的最佳柔性以及最佳耐磨特性,防腐蚀护罩22由聚合物材料制成,例如聚氨酯材料。
33.防腐蚀护罩22为细长的,并包括基本上u形的轮廓。防腐蚀护罩22预先形成为所述u形轮廓以近似于在前缘区域30中叶片壳体26的轮廓。在该示例中,防腐蚀护罩22在其整个纵向长度l上具有基本均匀的横截面轮廓。在其它示例中,防腐蚀护罩22可以不是预先形成的。例如,防腐蚀护罩22可为具有足够柔性的基本上平面的部件,使得当被施加到风力涡轮机叶片12的前缘区域30时,平面护罩22围绕前缘24卷绕,并在前缘区域30中呈现叶片壳体26的轮廓。
34.防腐蚀护罩22包括待结合到叶片壳体26的前缘区域30的内表面36,以及在使用中暴露的外表面38。内表面36和外表面38是在将防腐蚀护罩22施加到叶片壳体26的前缘区域30之后相对于所述表面的构造而限定的。内表面36被限定为当将护罩22施加到风力涡轮机叶片12的前缘30时防腐蚀护罩22的面向叶片壳体26的前缘区域30的表面。由此外表面38是背离叶片壳体26的表面,即在使用中防腐蚀护罩22的暴露于诸如雨和冰雹的空气传播颗粒的面向外的表面38。
35.将防腐蚀护罩22固定至风力涡轮机叶片12的前缘区域30的已知方法无法在所述护罩22与风力涡轮机叶片12之间实现足够耐久的结合。在使用中,防腐蚀护罩22与风力涡轮机叶片12的脱层是常见的,因为防腐蚀护罩22与叶片壳体26之间的粘合剂结合失效得远比护罩22的预计寿命早。如现在将参照图3至图9通过示例的方式描述的,本发明提供了一种将防腐蚀护罩22施加到风力涡轮机叶片12的前缘区域30的改进方法。
36.图3是示出了根据本方法的示例将防腐蚀护罩22施加到风力涡轮机叶片12的前缘区域30中所涉及的阶段的流程图40。除非另有说明,否则将理解,可以以任何合适的次序执行所述方法的阶段,且本发明不限于图3中所示的特定次序。
37.参照图3,将防腐蚀护罩22施加到风力涡轮机叶片12的方法开始于在施加粘合剂之前制备护罩的内表面36。如稍后将更详细地描述的,该制备包括清洁阶段42,随后是活化阶段44。与此同时,可制备46叶片壳体26。然后,湿粘合剂被施加到护罩22,并且在分别标记为48和50的阶段中,另外的湿粘合剂被施加到叶片壳体。然后在标记为52的阶段中将护罩22施加到叶片壳体26,以在护罩22和叶片壳体26之间建立湿对湿的表面接触。粘合剂随后固化54。现在将详细讨论这些步骤,以及该方法的可选步骤,其在图3中由虚线框46、56和58示出。将粘合剂施加到护罩和叶片壳体中的每一者有助于容易地控制表面的完全覆盖以及防腐蚀护罩的整个内表面和叶片壳体之间的最终湿对湿的接触。
38.图4a是在护罩清洁阶段42期间防腐蚀护罩22的示意性立体图。使用溶剂清洁护罩22的内表面36。在该示例中,用于清洁内表面36的溶剂是异丙醇(ipa)。如图4a所示,可使用
浸透ipa的无绒布60来清洁防腐蚀护罩22的内表面36。
39.本技术方法的护罩清洁阶段42对实现防腐蚀护罩22与叶片壳体26的前缘区域30之间的充分粘附有影响。在制造所述护罩22之后,防腐蚀护罩22的内表面36上可存在任何数量的污染物或外来颗粒。这些污染物或外来颗粒显著影响防腐蚀护罩22对前缘区域30的粘附,且在使用中可导致护罩22过早地变为与风力涡轮机叶片12分离。
40.在模制的聚合物防腐蚀护罩22的情况下,通常的做法是在模具中使用脱模剂以便于从模具移除护罩22。典型的脱模剂包括硅基脱模剂。然而,已经发现这些脱模剂的残留物倾向于保留在护罩22的表面36上,并且削弱护罩22与叶片壳体26之间的粘附。本方法的清洁步骤42确保从护罩22去除任何污染物或残留物,特别是残留的脱模剂。因此,清洁防腐蚀护罩22的内表面36可被限定为从防腐蚀护罩22的制备中去除残留物。
41.图4b示出了在护罩清洁阶段42之后的施加方法的护罩活化阶段44的示意性立体图。在使用溶剂清洁防腐蚀护罩22的内表面36之后,活化所述内表面36。在图4b所示的示例中,活化内表面36包括研磨所述内表面36以增加其表面粗糙度。
42.包括使用具有宽范围的粒度等级的磨料来活化内表面36的全面实验揭示,使用具有100和200之间的粒度等级的磨料62来活化内表面36提供了防腐蚀护罩22和叶片壳体26之间的特别有利的粘附。已发现,当内表面36的活化包括使用具有120的粒度等级的磨料62如autonet 120来研磨所述表面36时,实现了最佳粘附。如图4b所示,包括磨料62如autonet 120的轨道式砂磨机64可用于通过研磨来活化内表面36。
43.以上述顺序(即,在活化之前进行清洁)进行清洁阶段42和活化阶段44导致惊人的效果,即,防腐蚀护罩22与风力涡轮机叶片12的前缘区域30之间的粘附显著增加。用于将防腐蚀护罩22施加到叶片壳体26的已知方法通常不包括在活化防腐蚀护罩22的内表面36之前清洁其内表面36。在确实发生了清洁阶段的已知的方法中,通常包括清洁在活化阶段期间产生的任何颗粒,如果还实现了这个阶段的话。
44.如果防腐蚀护罩22的内表面36在活化之前未被清洁,则在活化44期间,污染物或脱模剂残留物可扩散或嵌入表面36中,使得随后的清洁阶段将不会去除所述污染物或脱模剂残留物。因此,与现有方法相比,以上述顺序进行清洁阶段42和活化阶段44有利地提供了防腐蚀护罩22与叶片壳体26之间的增强的粘附。
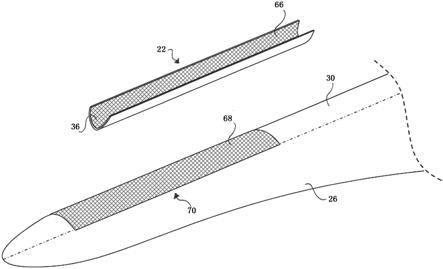
45.图5a示出了施加方法的阶段48和50的示意性立体图,其中,湿粘合剂层66、68分别被施加到防腐蚀护罩22的内表面36和叶片壳体26的前缘区域30两者。在阶段48中,湿粘合剂66被施加到防腐蚀护罩22,使得基本上整个内表面36包括湿粘合剂层66。类似地,在阶段50中,粘合剂68被施加到叶片壳体26的前缘区域30,使得前缘区域30的基本上整个部分70(防腐蚀护罩22将被布置到的该部分)包括湿粘合剂层68。防腐蚀护罩22的内表面36和叶片壳体26的前缘区域30的部分70中的每一者在施加相应的湿粘合剂层66、68时均被浸湿,从而确保实现一致且彻底的表面覆盖。
46.优选地,施加湿粘合剂层66、68使得在防腐蚀护罩22的内表面36和叶片壳体26的前缘区域30上不存在表面与空气的接触。在施加粘合剂66、68时,注意确保在护罩内表面36和前缘区域30中的每一者上的粘合剂层66、68不包含气泡或不存在粘合剂的其它区域。粘合剂施加的质量可被量化,因为对于粘合剂层66、68中的每一个,可存在小于50mm2、优选地小于20mm2、最优选地小于10mm2且最佳地小于1mm2的总面积,其中在护罩22的下面的内表面
36或叶片壳体26之间存在空气接触。
[0047]“湿粘合剂”应当理解为粘合剂66、68是液体粘合剂。湿粘合剂66、68优选地是双组分环氧粘合剂。通过实验已经发现,sikapower 1200、locktite hysol ea 9464和sikapower 1277在防腐蚀护罩22的腐蚀磨损方面以及在所述护罩22与叶片壳体26之间的粘附方面提供了特别有利的结果。因此湿粘合剂层66、68优选包括上述双组分环氧粘合剂中的一种。
[0048]
粘合剂的选择对于防腐蚀护罩22的性能是关键的。已经发现,上述粘合剂提供具有互补刚度特性的最佳粘附,以消散与防腐蚀护罩22碰撞的入射空气传播颗粒的冲击能。同时防腐蚀护罩22可有助于消散入射空气传播颗粒的冲击能,使用具有高刚度的粘合剂将防腐蚀护罩22结合到叶片壳体26可导致称为击鼓的腐蚀效果,其中,一些冲击能通过粘合剂层66、68传递并传递到叶片壳体26中。击鼓可导致防腐蚀护罩22与叶片壳体26脱层,或引起护罩22的早期腐蚀,这可进一步发展到叶片壳体26。
[0049]
具有过低硬度的粘合剂也会导致击鼓,因为粘合剂层66、68和防腐蚀护罩22不能充分吸收和消散冲击能。因此,重要的是,在粘附和刚度特性方面与防腐蚀护罩22互补的粘合剂被施加到护罩的内表面36和叶片壳体26。
[0050]
已经发现,协同效应存在于该方法的上述阶段42、44、48和50中。通过以上述方式制备防腐蚀护罩22的内表面36,首先清洁42,然后活化44所述表面36,并通过将湿粘合剂层66、68施加到防腐蚀护罩22和叶片壳体26两者,防腐蚀护罩22与叶片壳体26之间的粘附大大改善,同时由于击鼓而产生的腐蚀磨损显著降低。
[0051]
在一些示例中,该方法还可包括在将湿粘合剂68施加到前缘区域30之前的叶片壳体制备阶段46。叶片壳体26的前缘区域30被活化,并且随后使用溶剂清洁所述区域30以去除在活化期间产生的任何颗粒。可使用异丙醇(ipa)清洁前缘区域30,并且清洁所述区域30可包括使用浸透ipa的无绒布。
[0052]
图5b是标记为52的施加方法的阶段的示意性横截面图,其中,通过将所述护罩22布置成抵靠前缘区域30而将防腐蚀护罩22施加到叶片壳体26。在内表面36上包括湿粘合剂层66的防腐蚀护罩22与也包括湿粘合剂层68的前缘区域30布置,使得在防腐蚀护罩22的内表面36与叶片壳体26之间建立湿对湿的粘合剂接触。
[0053]
通过湿对湿的粘合剂接触,意味着防腐蚀护罩22上的湿粘合剂66与叶片壳体26上的湿粘合剂68变为接触。湿对湿的接触有利地确保当护罩22被布置成抵靠前缘区域30时,至少一个粘合剂层66、68存在于防腐蚀护罩22与叶片壳体26之间。优选地,这导致孔和气穴仅可出现在粘合剂内部,而不是在叶片壳体26与叶片壳体上的湿粘合剂68之间的界面处或在防腐蚀护罩与防腐蚀护罩上的湿粘合剂66之间的界面处。在一些现有方法中,由于击鼓而产生的腐蚀磨损在防腐蚀护罩22和叶片壳体26之间不存在粘合剂的“干斑”位置中特别严重。湿对湿的粘合剂接触使粘合剂层66、68中的一个中存在的任何小孔或气泡的影响最小化,因为粘合剂层68、66中的另一个中的粘合剂填充任何这样的小孔或气穴,使得不存在干斑位置。
[0054]
图5c以示意性横截面图示出了被布置成抵靠叶片壳体26的前缘区域30的防腐蚀护罩22。在建立湿对湿的粘合剂接触之后,如图5b所示,将防腐蚀护罩22压靠叶片壳体26的前缘区域30。防腐蚀护罩的内表面36上的湿粘合剂层66与前缘区域30上的湿粘合剂层68结
合以在防腐蚀护罩22与叶片壳体26之间形成单个均匀的粘合剂层72。当将所述护罩22压靠叶片壳体26时,可从防腐蚀护罩22下方挤出粘合剂层66、68中或之间的气穴。在将护罩22压靠叶片壳体26时,可从防腐蚀护罩22下方挤出一些粘合剂72a。粘合剂72a可用于沿防腐蚀护罩22的纵向边缘74形成密封,如下面参照图7a至图7c所述。
[0055]
通过将粘合剂66、68施加到防腐蚀护罩22和叶片壳体26两者,并将它们压在一起,使得在防腐蚀护罩22的基本整个内表面36与叶片壳体26之间形成单个均匀的粘合剂层72,使干斑的出现最小化。因此,如上所述在干斑位置中特别严重的由于击鼓而产生的腐蚀磨损也被最小化。在通过清洁42然后活化44来制备护罩22以便结合时的前述协同效应,以及将湿粘合剂层66、68施加到护罩的内表面36和前缘区域30两者,都显著地增加了护罩22和叶片壳体26之间的粘附,并且降低了击鼓的效果。这导致比其它已知方法更耐久的前缘保护解决方案。
[0056]
图3中标记为54的施加方法的阶段包括固化粘合剂72以将防腐蚀护罩22结合到叶片壳体26的前缘区域30。“固化”意味着粘合剂72硬化以形成将防腐蚀护罩22固定至叶片壳体26的粘合剂结合。粘合剂72可在将防腐蚀护罩22与前缘区域30布置在一起之后通过环境温度固化。替代地,可通过施加热量,例如借助于布置在防腐蚀护罩22上面的加热毯,使粘合剂72固化。
[0057]
图6是在包括在施加方法的一些示例中的护罩边缘增强阶段56期间防腐蚀护罩22的示意性立体图。该护罩边缘增强阶段56包括在将防腐蚀护罩22布置成抵靠前缘区域30之前,沿防腐蚀护罩22的纵向边缘74施加一段可移除增强胶带76。施加可移除增强胶带76以便暂时增加防腐蚀护罩22的给定纵向边缘74的刚度。增强胶带76防止护罩22在将护罩22施加到叶片壳体26期间以及在粘合剂72固化期间例如由于局部变形而起皱。护罩22的纵向边缘74处的这种褶皱会以其它方式不利地影响护罩22被施加到的叶片12的空气动力学性能。在粘合剂72固化之后,移除增强胶带76,并将防腐蚀护罩22固定至前缘区域30。
[0058]
图7a是在标记为52的方法阶段之后的叶片壳体26的示意性横截面图,其中防腐蚀护罩22被布置成抵靠前缘区域30。如上文参照图5c简要论述的那样,当将所述护罩22布置成抵靠叶片壳体26时,可从防腐蚀护罩22下方挤出一些粘合剂72a。现在接着对该方法进行改进,其中所述挤出的粘合剂72a用于沿防腐蚀护罩22的纵向边缘74形成密封78。
[0059]
如图7a中的附图标记80所示,叶片壳体26的密封区域80被限定为与防腐蚀护罩22的纵向边缘74相邻。密封区域80在叶片壳体26上沿防腐蚀护罩22的纵向边缘74的基本整个长度在翼展方向(s)上垂直于图7a的页面平面延伸。在一些示例中,密封区域80具体地被限定在纵向边缘80与布置在叶片壳体26上的一段可移除胶带(未示出)之间。在这样的示例中,所述一段可移除胶带被布置成基本上平行于防腐蚀护罩22的纵向边缘74并与该纵向边缘间隔开。
[0060]
粘合剂72a设置在叶片壳体26的密封区域80中。在一些示例中,过量的粘合剂66、68可被施加到防腐蚀护罩22的内表面36和叶片壳体26的前缘区域30。在这种示例中,在将防腐蚀护罩22布置成抵靠叶片壳体26之后,一些粘合剂72a可从护罩的内表面36与前缘区域30之间挤出并挤入密封区域80中。替代地,可在布置防腐蚀护罩22之后将额外的粘合剂施加到密封区域80。
[0061]
图7b示出了密封区域制备阶段58中的另一步骤。密封区域80中的粘合剂72a成形
为在防腐蚀护罩22的纵向边缘74与叶片壳体26之间形成平滑过渡。替代地,密封区域80中的粘合剂72a成形为在防腐蚀护罩22的纵向边缘74与如果用于叶片壳体26上以界定密封区域80的所述一段可移除胶带之间形成平滑过渡。粘合剂72a使用成型工具82成形为在翼展方向(s)上沿密封区域80刮擦粘合剂72a,以填充所述密封区域80并在粘合剂72a上提供光滑外表面84。图7b上的虚线示出了在成形之前密封区域80中的粘合剂72a,示出了在其成形之后粘合剂72a的轮廓差异以用于比较。
[0062]
在一些已知的方法中,密封剂被施加到密封区域80中的防腐蚀护罩22的纵向边缘74。已经发现,密封剂在使用中相对快速地腐蚀掉,降低了叶片12的空气动力学性能。在密封区域80中提供粘合剂72a是有利的,因为粘合剂72a比密封剂具有更强的耐腐蚀磨损性。在密封区域80中提供从防腐蚀护罩22下方挤出的粘合剂72a的示例中,有助于施加防腐蚀护罩22的更具时间效率的方法,包括比已知方法更少的阶段和材料。
[0063]
图7c示出了密封区域制备阶段58中的又一步骤。密封区域80中的粘合剂72a由一段可移除胶带86覆盖,以在所述粘合剂72a的固化期间维持粘合剂72a的形状以及防腐蚀护罩22与叶片壳体26之间的平滑过渡。由此,在粘合剂72a的固化期间保护了粘合剂72a的外表面84,从而即使在恶劣天气条件下将防腐蚀护罩22施加到前缘区域30时,也能够实现平滑的外表面84。
[0064]
在一些示例中,一段可移除胶带86足够透明以使得能够检查密封区域80中的粘合剂72a,从而确保密封区域80中的粘合剂72a中不存在气穴或其它缺陷。
[0065]
在密封区域80中的粘合剂72a固化之后,移除一段可移除胶带86,以提供从防腐蚀护罩22的外表面38到叶片壳体26的平滑的空气动力学过渡。在一些示例中,在移除一段胶带86之后,将抗uv涂层施加到粘合剂72a的外表面84。抗uv涂层通过阻挡阳光中的uv辐射来延长粘合剂72a的寿命,该uv辐射可使暴露的粘合剂变脆并易于受到腐蚀磨损。令人惊讶的是,已经发现,使用非抗uv粘合剂与施加到密封区域的抗uv涂层的组合提供了更好的防腐蚀护罩的整体性能,因为当使用非抗uv粘合剂时,与如果限于抗uv粘合剂相比,粘合剂的性能的更好的配合是可能的。
[0066]
在一些示例中,该方法可包括在将护罩22与前缘区域30布置在一起之后将装袋膜(未示出)施加在防腐蚀护罩22和密封区域80上面的附加阶段。在粘合剂72固化之前,装袋膜有助于将防腐蚀护罩22保持在前缘区域30上的适当位置。装袋膜可用可移除胶带或用在装袋膜的连接到叶片壳体26或防腐蚀护罩22的表面的至少一部分上的压敏粘合剂暂时固定到叶片壳体26或防腐蚀护罩22。
[0067]
在装袋膜布置在护罩22和密封区域80上面的情况下,可以使用辊将粘合剂72和气穴从防腐蚀护罩22的内表面36下方挤出。由此可以在密封区域80中提供来自防腐蚀护罩22和前缘区域30之间的粘合剂72。有利地,由于湿粘合剂72a包含在装袋膜下方,所以装袋膜的使用防止了粘合剂72a从密封区域80向辊的任何转移。因此,辊可用于使抵靠前缘区域30的防腐蚀护罩22完全平滑,在翼弦方向(c)上从护罩22的前缘88向上滚动至并超过相应的纵向边缘74,并在密封区域80上面滚动,而不会拾取粘合剂72a并将其转移至防腐蚀护罩22的外表面38。在使防腐蚀护罩22平滑以去除护罩22下方的气穴并向密封区域80提供粘合剂72a之后,移除装袋膜。
[0068]
图8是根据本方法的另一示例的在施加防腐蚀护罩22期间的风力涡轮机叶片12的
示意性立体图。在该示例中,防腐蚀护罩22包括多个纵向延伸的护罩区段22a。如图8所示,该方法还包括将护罩区段22a布置成彼此相邻地抵靠叶片壳体26的前缘区域30。护罩区段22a被布置成使得对接接头90形成在相邻护罩区段22a的相邻边缘92、94之间。
[0069]
相邻护罩区段22a的相邻边缘92、94不重叠。已经发现,在已知的前缘保护方法的相邻护罩区段的重叠区域中,由于击鼓而导致的防腐蚀护罩的腐蚀磨损特别严重。在这种已知的方法中,粘合剂可以施加在重叠部分之间,从而在相邻的护罩区段之间的界面处产生粘合剂层和防防腐蚀护罩材料的夹层结构。由于由附加的粘合剂层和护罩材料层所导致的防腐蚀护罩的这种区域中的刚度增加,入射在叶片壳体的前缘区域上的空气传播颗粒的冲击能较不有效地被消散。因此,击鼓的不利影响加剧,并且开始对护罩的早期腐蚀。因此,包括在相邻的护罩区段22a之间形成对接接头90的本技术的方法提供了改进的前缘保护解决方案。
[0070]
图9是包括将多个护罩区段22a布置成彼此相邻的施加方法中的另一阶段的示意性立体图。优选地,在形成对接接头90之后,在相邻护罩区段22a的相邻边缘92、94之间没有间隙。实际上,在相邻护罩区段22a的相邻边缘92、94之间可以存在小于2mm、优选地小于1mm、最优选地小于0.5mm的小间隙。粘合剂96被提供到相邻护罩区段22a的相邻边缘92、94之间的对接接头90。如果来自护罩区段22a下面的过量粘合剂被挤入对接接头90中,则所述粘合剂96可以在护罩区段22a被布置成抵靠叶片壳体26的前缘区域30时提供。替代地,粘合剂96可以通过在布置护罩区段22a之后在相邻边缘92、94之间施加附加粘合剂来提供。
[0071]
在对接接头90中的粘合剂96可以通过刮除任何多余的粘合剂而成形,以提供光滑的外表面98。在对接接头90中的粘合剂96被一条可移除胶带100覆盖,以在其固化期间维持粘合剂96的形状。胶带100还有助于在固化期间保护对接接头90中的粘合剂96。在粘合剂96固化之后,移除所述一条胶带以在相邻护罩区段22a之间提供平滑的空气动力学过渡。在粘合剂96固化并移除所述一条胶带100之后,该方法还可以包括将抗uv涂层施加到对接接头90中的粘合剂96的外表面98。
[0072]
上述方法提供了一种将防腐蚀护罩施加到风力涡轮机叶片的改进方法。该方法提供了一种解决方案,其中,防腐蚀护罩与叶片壳体之间的粘附增加,使得可实现对前缘保护的耐久性解决方案。通过使用所述施加方法,防腐蚀护罩能够在整个预计使用周期或比现有方法长得多的时间内保护风力涡轮机叶片的前缘,而不会在使用的早期阶段与叶片脱层,从而能够有效地保护前缘免受腐蚀。
[0073]
在不背离所附权利要求中所界定的本发明的范围的情况下,可对上述示例进行许多修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1