涡轮机旋转风扇叶片、风扇和设置有该风扇的涡轮机的制作方法
1.本发明涉及一种涡轮机旋转风扇叶片、一种设置有该叶片的涡轮机旋转风扇以及一种设置有该涡轮机旋转风扇的涡轮机。
2.本发明的领域涉及飞行器涡轮机,尤其涉及涡轮喷气发动机或涡轮螺旋桨发动机。
背景技术:
3.众所周知,涡轮机旋转风扇叶片在围绕涡轮机旋转风扇叶片的固定外壳中旋转,在叶片和外壳之间具有间隙,该外壳内部覆盖有耐磨材料,该耐磨材料可被旋转叶片尖端锉平。文献ep-a-1312762描述了这种类型的叶片,在出现导致轴承分离的不平衡之后发生冲击的情况下,叶片的尖端能够被保持外壳的内壁分解,以便获得分离器操作所需的更大间隙。根据该文献,每个叶片在其尖端附近具有弱化区域,通过在吸力侧面上平行于叶片的尖端设置的凹槽产生该弱化区域。该凹槽填充有树脂,可确保尖端附近吸力侧的空气动力学连续性。在叶片的基底材料中形成的凹槽的深度使得在前缘、压力侧面和后缘旁边的弱化区域中的基底材料的剩余壁具有足够的强度,以能够刨掉耐磨材料层,同时足够弱,以在叶片尖端和保持外壳的内壁之间发生冲击的情况下断裂。
4.如图1所示,发动机的旋转运动r导致叶片2在各种外部因素(例如,鸟类吸入或振动现象)的作用下旋转,会导致在叶片尖端27和位于风扇外壳300上的耐磨材料301之间的突然且显著的接触。
5.叶片和外壳之间的这种接触会导致相当大的损坏。事实上,突然的精确接触会导致叶片变形,这将增加叶片的接触表面积或增加耐磨材料中的接触深度。如果这种现象得不到控制,可能会导致叶片损坏,直到发生相当大的材料损失。
6.为了避免这种特殊情况,风扇尖端280处的径向间隙j和叶片2的体积的尺寸被设计成避免在耐磨材料中接合叶片而导致发动机损坏。
7.研究表明,当叶片高速运转时,该叶片在离心力和气动力的作用下变形。叶片尖端处的径向间隙j减小,并且在某些情况下,该间隙j似乎不能确保足够的余量来避免叶片尖端27和耐磨材料之间的接触。这种摩擦在叶片尖端27上产生切向载荷,如图2中箭头f所示,该载荷沿着与叶片2绕发动机的旋转轴线ax旋转的方向相反的方向从叶片2的内弧面24指向外弧面25。
8.这种应力包括叶片的额外变形。然后会出现几种情况。
9.根据第一种情况,如果这种变形导致间隙增加,从而减小力并使叶片从耐磨材料脱离,则叶片被定义为非接合的。然后认为,在第一种情况下,当叶片与耐磨材料接触时,叶片的性能良好。
10.相反,根据第二种情况,如果正间隙的消耗是由变形引起的,则叶片被定义为自接合的。在第二种情况下,叶片将继续沉入耐磨材料中,叶片上的力将增加。叶片及其周围的部分可能会受到严重损坏。
11.避免这种自接合现象或至少降低其危险程度的最简单的解决方案是增加叶片尖端的间隙,以便在叶片与耐磨材料接触之前具有额外的余量。这种策略可以避免对发动机造成任何损坏,但会对叶片装置的空气动力学性能产生不可忽视的影响。增加尖端间隙会增加该区域的泄漏流量和相关损失。
技术实现要素:
12.本发明寻求获得一种涡轮机旋转风扇叶片,该涡轮机旋转风扇叶片使得能够限制叶片上的自接合的临界状态,而不会使空气动力学性能恶化。
13.为此,本发明的第一主题是一种用于涡轮机旋转风扇的叶片,所述叶片包括主体,所述主体具有:上游边缘和下游边缘,所述主体在上游边缘和下游边缘之间沿着第一纵向方向延伸;外弧面和内弧面,所述主体在外弧面和内弧面之间沿着横向于第一方向的第二厚度方向延伸;叶片根部和上部叶片尖端边缘,所述主体在叶片根部和上部叶片尖端边缘之间沿着横向于第一方向和第二方向的第三高度方向延伸,所述叶片根部的功能是固定到纵向旋转风扇毂,
14.所述叶片包括预定断裂区域,所述预定断裂区域从上游边缘沿着第一纵向方向在确定的非零长度上延伸,并且从叶片尖端边缘沿着第三高度方向在确定的非零高度上延伸,
15.所述叶片的特征在于,
16.主体由复合材料制成,所述复合材料包括通过对至少沿第三高度方向延伸的经线股和至少沿第一纵向方向延伸的纬线股进行三维编织而获得的纤维增强物以及嵌入有纤维增强物的树脂基体,
17.所述主体在预定断裂区域中或附近具有经线股中的至少某些经线股和/或纬线股中的至少某些纬线股的至少一个间断,所述间断被配置为使得在存在沿第二厚度方向延伸的对叶片尖端边缘的切向摩擦时,所述预定断裂区域部分地分离,
18.所述预定断裂区域的确定的非零高度小于叶片的空气动力学流路高度的3%,所述空气动力学流路高度被限定为从上部叶片尖端边缘到叶片的空气动力学流路起始点,所述空气动力学流路起始点沿着第三高度方向位于距叶片根部一距离处并且旨在与叶片间平台接触。
19.由于本发明,外部叶片尖端边缘在其可能的旋转期间对风扇外壳的耐磨材料的磨耗可以逐渐增加,以保持叶片尖端的足够高度,减少叶片和该外壳之间的泄漏流量,同时仍然避免上述第二种情况的自接合。因此,在叶片以较大的力接触抵靠风扇外壳的耐磨材料的过程中,断裂区域的离开叶片尖端边缘的小块将逐渐分离,这避免了损坏叶片的其余部分以及周围部件,并且使叶片相对于耐磨材料脱离。本发明使得能够在导致叶片自接合现象的关键事件期间改善空气动力学性能并限制损坏。自接合叶片上的预定断裂区域或可熔区域使得叶片能够在接触期间脱离,从而限制对叶片尖端的损坏。因此,在导致叶片自接合现象的关键事件期间,不需要更换许多零件,而只需要修理或更换叶片。叶片尖端间隙的确定不再考虑叶片的自接合特性。这样就有可能减小间隙,从而提高叶片的空气动力学性能。因此,叶片的尺寸取决于发动机目标(直径、转速等),将在所提出的实施例中确定用于产生预定断裂区域的最佳解决方案。
20.根据本发明的实施例,所述间断由以下事实体现,即,所述纤维增强物相对于树脂基体的体积,具有第一体积比的线股,第一体积比的线股存在于位于所述预定断裂区域外部的主要区域中,并且所述纤维增强物相对于所述树脂基体的体积,在所述预定断裂区域中具有第二体积比的线股,所述线股的第二体积比小于所述线股的第一体积比。
21.根据本发明的实施例,所述间断由以下事实体现:所述预定断裂区域由所述树脂基体组成,并且在所确定的非零高度中既不包括经线股也不包括纬线股。
22.根据本发明的另一个实施例,所述经线股和/或纬线股的间断位于从所述主要区域到所述预定断裂区域的至少一个过渡部中,所述过渡部与所述叶片尖端边缘相距所确定的非零高度,
23.所述预定断裂区域在所确定的非零高度中包括通过三维编织而获得的纤维增强物以及嵌入有所述纤维增强物的树脂基体,所述纤维增强物具有第二体积比的经线股和纬线股,该经线股至少沿着第三高度方向延伸,该纬线股至少沿着第一纵向方向延伸。
24.根据本发明的实施例,所述线股的第一体积比大于50%,所述线股的第二体积比介于10%和40%之间。
25.根据本发明的另一个实施例,所述间断由所述经线股的末端体现,所述经线股的末端与所述叶片尖端边缘相距所确定的非零高度,
26.所述预定断裂区域由树脂基体和纤维增强物的纬线股组成,在直到叶片尖端边缘的确定的非零高度中没有经线股。
27.根据本发明的另一个实施例,所述间断由经线股的断裂部体现,所述经线股的断裂部与所述叶片尖端边缘相距所确定的非零高度,
28.所述预定断裂区域在直到叶片尖端边缘的所确定的非零高度中包括纤维增强物以及嵌入有所述纤维增强物的树脂基体,通过对至少沿着第三高度方向延伸的经线股和至少沿着第一纵向方向延伸的纬线股进行三维编织而获得所述纤维增强物。
29.根据本发明的另一个实施例,所述间断由经线股中的仅某些经线股的断裂部体现,某些经线股被称为第一经线股,所述第一经线股的断裂部与所述叶片尖端边缘相距所确定的非零高度,同时保持被称为第二经线股的其他经线股的连续性,
30.所述预定断裂区域在直到叶片尖端边缘的所确定的非零高度中包括纤维增强物以及嵌入有所述纤维增强物的树脂基体,通过对至少沿着第三高度方向延伸的第一经线股和第二经线股以及至少沿着第一纵向方向延伸的纬线股进行三维编织而获得所述纤维增强物。
31.根据本发明的另一个实施例,相对于预定断裂区域中的第一经线股和第二经线股的总数,所述第一经线股表示大于或等于10%且小于或等于50%的百分比。
32.根据本发明的另一个实施例,所述间断由所述预定断裂区域中的切割的或不连续的经线股和/或切割的或不连续的纬线股体现。
33.根据本发明的实施例,预定断裂区域的从上游边缘开始的确定长度大于或等于所述上部叶片尖端边缘的长度的20%并且小于或等于所述上部叶片尖端边缘的长度的35%。
34.如上所述,实施例的某些特征可能组合。
35.本发明的第二主题是一种涡轮机旋转风扇,该涡轮机旋转风扇包括纵向旋转风扇毂和多个如上所述的叶片,所述叶片在其叶片根部处固定到所述纵向旋转风扇毂。
36.本发明的第三主题是一种涡轮机,该涡轮机包括如上所述的旋转风扇和在风扇下游的至少一个压缩机、燃烧室和至少一个涡轮。
附图说明
37.在阅读仅通过参考以下附图中的图的非限制性示例给出的以下描述时,将更好地理解本发明。
38.图1示出了根据现有技术的叶片的示意性前视图;
39.图2示出了根据现有技术的沿着叶片尖端的径向方向的示意图;
40.图3示出了根据本发明的实施例的叶片的示意性侧视图;
41.图4示出了根据本发明的第一实施例的图3的叶片尖端的放大侧视图;
42.图5示出了根据本发明的实施例的叶片尖端的放大示意侧视图;
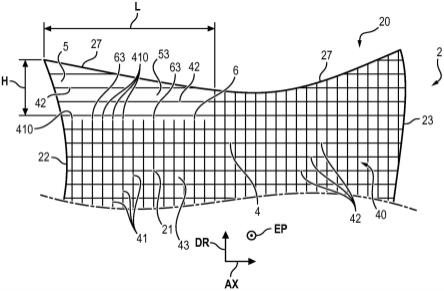
43.图6示出了根据本发明的实施例的图5的叶片的预成型件的放大示意侧视图;
44.图7示出了根据本发明的第二实施例的图6的叶片的预成型件的尖端的放大示意侧视图;
45.图8示出了根据本发明的第三实施例的图6的叶片的预成型件的叶片尖端的放大示意性侧视图;
46.图9a示出了根据本发明的第四实施例的图6的叶片的预成型件的叶片尖端的放大示意性侧视图;
47.图9b示出了根据本发明的第六实施例的图6的叶片的预成型件的叶片尖端的放大示意性侧视图;
48.图10示出了根据本发明的第五实施例的图6的叶片的预成型件的叶片尖端的放大示意性侧视图;
49.图11示出了包括根据本发明的包括叶片的涡轮机的示意性轴向截面图。
具体实施方式
50.下面参照图11更详细地描述涡轮机1的示例,在涡轮机1上可以使用根据本发明的旋转风扇叶片2。
51.众所周知,图11所示的涡轮机1旨在安装在飞行器(未示出)上,以推动飞行器在空中飞行。
52.燃气涡轮机组件或涡轮机1围绕从上游到下游定向的轴线ax或轴向方向ax(或下面提到的第一纵向方向ax)延伸。在下文中,术语“上游”、相应的“下游”,或“向前”、相应的“向后”,或“左”、相应的“右”,或“轴向”是沿着在涡轮机中沿着轴线ax流动的气体的总体方向而取的。从内部延伸到外部的方向是从轴线ax开始的径向方向dr(或下面提到的第三高度方向dr)。
53.涡轮机1例如具有两个主体。涡轮机1包括由旋转风扇280和位于旋转风扇280下游的中央燃气涡轮发动机130形成的第一级。中央燃气涡轮发动机130在气流方向上从上游到下游包括低压压缩机cbp1、高压压缩机chp1、燃烧室160、高压涡轮thp1和低压涡轮tbp1,它们限定了主气流fp1。
54.旋转风扇280包括一组从旋转风扇毂250径向向外延伸的旋转风扇叶片2。旋转风
扇叶片2在外侧被风扇外壳300包围,风扇外壳在其面向叶片2的叶片尖端27的表面上包括一层或多层耐磨材料301。
55.涡轮机1具有位于风扇280上游的上游进气端290和下游排气端310。涡轮机1还包括流间外壳360,流间外壳限定了主流fp1在其中流通的主流路,该主流路在风扇280的下游穿过低压压缩机cbp1、高压压缩机chp1、高压涡轮thp1和低压涡轮tbp1。
56.流间外壳360从上游到下游包括低压压缩机cbp1的外壳361、置于低压压缩机cbp1和高压压缩机chp1之间的中间外壳260、高压压缩机chp1的外壳362、高压涡轮thp1的外壳363和低压涡轮tbp1的外壳190。
57.低压压缩机cbp1和高压压缩机chp1可各自包括一个或多个级,每个级由一组固定叶片(或定子叶片装置)和一组旋转叶片(或转子叶片装置)形成。
58.低压压缩机cbp1的固定叶片101附接到外壳361。低压压缩机cbp1的旋转叶片102附接到第一旋转传动轴410。
59.高压压缩机chp1的固定叶片103附接到外壳362。高压压缩机chp1的旋转叶片104附接到第二旋转传动轴400。
60.高压涡轮thp1和低压涡轮tbp1可各自包括一个或多个级,每个级由一组固定叶片(或定子叶片装置)和一组旋转叶片(或转子叶片装置)形成。
61.高压涡轮thp1的固定叶片装置105固定到外壳363。高压涡轮thp1的旋转叶片106附接到第二旋转传动轴400。
62.低压涡轮tbp1的固定叶片107固定到外壳190。低压涡轮tbp1的旋转叶片108固定到第一旋转传动轴41。
63.在来自燃烧室160的气体推力的作用下,低压涡轮tbp1的旋转叶片108驱动低压压缩机cbp1的旋转叶片102围绕轴线ax旋转。在来自燃烧室160的气体推力的作用下,高压涡轮thp1的旋转叶片106驱动高压压缩机chp1的旋转叶片104围绕轴线ax旋转。
64.旋转风扇叶片2位于叶片101、102、103、104、105、106、107和108的上游,并且具有与它们不同的形状。
65.在操作中,空气流动穿过旋转风扇280,并且空气流的第一部分fp1(主流fp1)按路径穿过低压压缩机cbp1和高压压缩机chp1,其中,空气流被压缩并被输送到燃烧室160。来自燃烧室160的热燃烧产物(图中未示出)用于驱动涡轮thp1和tbp1,从而产生涡轮机1的推力。涡轮机1还包括次级流路390,次级流路用于使旋转风扇280的空气流的次级流fs1围绕流路间外壳360通过。更准确地说,次级流路390在护罩200或机舱200的内壁201和围绕中央燃气涡轮发动机130的流路间外壳360之间延伸,风扇外壳300是该护罩200或机舱200的上游部分。臂340在次级流fs1的次级流路390中将中间外壳260连接到护罩200的内壁201上。
66.下面,参照图1至图10描述根据本发明的旋转风扇叶片2。
67.主体20沿着第一纵向方向ax在上游边缘22和远离上游边缘的下游边缘23之间延伸。主体20在垂直于第一纵向方向ax截取的多个平面截面中具有三维曲率。
68.主体20在外弧面24和内弧面25之间延伸,内弧面沿着横向于第一方向ax的第二厚度方向ep远离外弧面24。当附接有叶片根部26的风扇毂250围绕轴向方向ax旋转时,外弧面24在风扇叶片2的旋转方向上向外转动。主体20在垂直于第二厚度方向ep截取的多个平面截面中具有三维曲率。外弧面24相对于内弧面25不对称。
69.主体20在主体20的上部叶片尖端边缘27和叶片根部26之间延伸,上部叶片尖端边缘沿着横向于第一方向ax和第二方向ep的第三高度方向dr远离叶片根部26。叶片根部26用于固定到旋转的纵向风扇毂250上。为此,叶片根部26可具有相对于位于叶片根部26和上部叶片尖端边缘27之间的中间区域26b沿方向ep的加厚横截面,该加厚横截面例如具有燕尾形或其它形状。因此,叶片根部26可以插入风扇毂250的周边凹槽中,以固定在该周边凹槽处。
70.根据实施例,金属加强部件胶合在形成叶片2的前缘的上游边缘22(未示出,也被称为护罩)的上游。加强部件3的功能是面对飞行中进入的空气动力流,以应对叶片腐蚀的问题,并保护叶片免受鸟类吸入。
71.叶片2的主体20由在树脂43中三维编织的复合材料制成。由复合材料制成的主体20包括树脂基体43,在叶片2的完成状态下,纤维增强物4嵌入树脂基体中,纤维增强物包括至少沿着第三高度方向dr延伸的经线股41和至少沿着第一纵向方向ax延伸的纬线股42。
72.叶片2的一种可能的制造方法如下。在第一编织步骤中,经线股41与纬线股42三维编织,以形成纤维增强物4。图6至图10示出了在第一编织步骤完成时变平的纤维增强物4的预成型件40。然后,在第二模制步骤中,将纤维增强物4放置在模具中,其中,纤维增强物4根据由模具内壁的规定的三维曲率所施加的预定三维曲率而变形,然后将树脂43注射到模具中的纤维增强物4周围,以给出处于成品状态的叶片2的三维形状。在围绕纤维增强物4模制树脂43之后,经线股41和纬线股42具有处于完成状态的叶片2的上述三维曲率。
73.纤维增强物4可以从通过三维或多层编织获得的具有变化的厚度的单件纤维预成型件开始形成。纤维增强物包括经线股和纬线股,经线股和纬线股可以特别包括碳纤维、玻璃纤维、玄武岩纤维和/或芳族聚酰胺纤维。该基体通常是聚合物基体,例如,环氧树脂、双马来酰亚胺或聚酰亚胺。然后,借助于rtm类型(用于“树脂传递模制”)或者甚至varrtm(用于真空树脂传递模制)的真空注射工艺,通过对树脂43进行模制来形成叶片2。应当理解,三维编织是指线股遵循弯曲的轨迹,以便将属于不同层的经线股的经线股相互连接(除了脱钩之外),应当注意,三维编织(特别是具有双罗纹图案的三维编织)可以包括表面二维编织。可以使用不同的编织图案,例如,双罗纹、多层缎纹或多层合股纱。
74.叶片包括从叶片尖端边缘27的上游部分开始的预定断裂区域5(或熔合区域5)。如下所述,预定断裂区域5存在于叶片2的自接合部分(即可以与风扇280的外壳300的耐磨材料301发生接触的部分)中。预定断裂区域5沿着第三高度方向dr存在于从叶片尖端边缘27起的一确定的非零高度h上。预定断裂区域5沿着第一纵向方向ax存在于从上游边缘22开始的确定的非零长度l上。因此,在由于与耐磨材料301接触而在叶片尖端边缘27上施加大力的情况下,熔合边缘5将部分地与叶片分离,这将允许直接脱离与耐磨材料301的接触。可以根据最靠近耐磨材料301的叶片部分的尺寸来确定熔合区域5的尺寸。
75.预定断裂区域5的确定的非零高度h小于叶片2在其前缘或其上游边缘22处的空气动力学流路高度hva的3%,因此小于叶片2在其前缘或其上游边缘22处的在叶片根部26的下表面260和叶片尖端边缘27之间的总高度的3%。根据实施例,预定断裂区域5的确定的非零高度h小于或等于叶片2在其前缘或其上游边缘22处的空气动力学流路高度hva的2%,例如,小于或等于叶片2在其前缘或其上游边缘22处的空气动力学流路高度hva的1.5%,因此小于或等于叶片2在其前缘或其上游边缘22处的在叶片根部26的下表面260和叶片尖端边
缘27之间的总高度的2%。预定断裂区域5的所确定的非零高度h大于叶片2在其前缘或上游边缘处的空气动力学流路高度hva的0.5%,特别是大于空气动力学流路高度hva的1%。例如,对于叶片根部26的下表面260和在叶片前缘处的叶片尖端边缘27之间大约90cm的总高度,高度h可以是大约1cm。空气动力学流路高度hva是叶片尖端边缘27和叶片2的空气动力学流路开始的点7之间沿高度方向dr的最大距离。空气动力学流路开始的点7是既最靠近绕轴向方向ax旋转的中心毂250,又轴向面对通过叶片2移动的空气动力学流并且位于叶片2上的点。空气动力流路开始的点7位于沿高度方向dr与叶片根部26相距一距离处,并且旨在与叶片间平台接触,该平台提供了在毂250的外周上彼此相邻的两个叶片之间的连接。预定断裂区域5的确定的非零高度h可以根据其长度l中的确定位置而变化,并且可以例如相对于纵向方向ax倾斜。
76.根据本发明的实施例,确定的长度l大于确定的高度h。
77.根据本发明的实施例,预定断裂区域5的从上游边缘22开始的确定长度l大于或等于上部叶片尖端边缘27的长度的20%(特别是25%),并且小于或等于上部叶片尖端边缘27在第一纵向方向ax上的长度的35%。预定断裂区域5的确定长度l可以例如是上部叶片尖端边缘27的长度的大约30%。事实上,实验已经表明,叶片2在从上游边缘22开始的这个长度l上特别地自接合,以在前缘处达到最大值。当然,在其他实施例中,长度l可以延伸到下游边缘23或后缘23。
78.由复合材料制成的主体20在预定断裂区域5中或在预定断裂区域附近具有至少某些经线股41的至少一个间断6和/或至少某些纬线股42的间断6,所述间断被配置为使得在存在沿第二厚度方向ep延伸的对叶片尖端边缘27的切向摩擦f时,预定断裂区域5部分地分离。
79.因此,本发明使得在叶片2在涡轮喷气发动机1的风扇280的外壳300中旋转期间,叶片尖端边缘27的预定断裂区域5能够逐渐地对耐磨材料301进行磨耗,同时由于该预定断裂区域5的构造,释放预定断裂区域5的小块。与文献ep-a-1312762相比,本发明避免了在叶片尖端边缘27下方的厚度的主要部分上具有凹槽,并且避免了一旦叶片尖端边缘27首先与风扇280的外壳300接触,叶片尖端在位于该凹槽上方的较大高度上立即在该凹槽处断裂,而相反,根据文献ep-a-1312762的凹槽的破坏释放了大块,该大块具有损坏叶片的其余部分的风险。因此,与文献ep-a-1312762的叶片相比,本发明使得在叶片尖端边缘27抵靠风扇外壳300的耐磨材料而断裂之后,能够增加叶片装置的空气动力学性能并降低风扇280的泄漏流量。
80.该断裂区域5和该间断6可以是断裂区域51、52、53、54和55中的一个断裂区域的形式,并且在下面描述的图4、图7、图8、图9a、图9b和图10的各个实施例中分别具有间断61、62、63、64、66和65。
81.在图4、图7、图8、图9a和图9b的实施例中,间断6、61、62、63、64、66位于预定断裂区域5、51、52、53、54、56附近,并与叶片尖端边缘27相距预定高度h。在图10的实施例中,间断6、65分布在预定断裂区域5、55中。
82.在图4、图7和图8的实施例中,间断6、61、62、63由以下事实体现,即,纤维增强物4一方面具有第一体积比的经线股41和纬线股42,该经线股至少沿第三高度方向dr延伸,该纬线股至少沿第一纵向方向ax延伸,第一体积比的经线股和纬线股存在于位于预定断裂区
域5、51、52、53外部的主要区域21中,并且另一方面,在预定断裂区域5、51、52、53中具有第二体积比的线股41和42,该第二体积比小于线股41和42的第一体积比。经线股41和纬线股42的第一体积比和第二体积比是相对于所考虑的区域21和5中的树脂基体43的体积而言的。因此,叶片在间断6、61、62、63处从主要区域21的第一体积比的线股41和42转变为预定断裂区域5、51、52、53的第二体积比的线股41和42。预定断裂区域5、51、52、53在整个高度h和整个长度l上具有第二刚度,该第二刚度小于主要区域21的第一刚度。为了实现线股41、42的第二体积比,可以从预成型件40中移除经线股41和/或纬线股42,以便减少留在预成型件40的熔合区域5中的经线股41和/或纬线股42的数量,然后,用树脂43填充已经移除的经线股41和/或纬线股42的体积。
83.根据一个实施例,线股41、42的第一体积比大于50%,特别是大于55%,甚至可以等于例如大约60%。线股41、42的第二体积比介于10%和40%之间,这使得能够保持足够的刚度,以承受正常的发动机运行条件,同时确保相对于叶片2的其余部分在材料特性上有足够的差异,以用作熔合区域5。
84.在图4的实施例中,间断6、61由以下事实体现,即预定断裂区域5、51仅由树脂基体43组成,并且在确定的非零高度h和确定的长度l中既不包括经线股41也不包括纬线股42,因此在预定断裂区域5、51中的线股41和42的第二体积比为零。事实上,单独的树脂的刚度(小于10gpa)小于由具有嵌入树脂43中的线股41和42的纤维增强物4形成的复合物的刚度(几百gpa)。因此,线股41、42和树脂43之间的性质变化用于产生熔合区域5。树脂对侵蚀敏感,可以增加覆盖复合叶片的内弧面25的涂层(例如,聚氨酯)的表面积,以便覆盖树脂过剩区域5。
85.在图7的实施例中,经线股41和/或纬线股42的间断6、62位于从主要区域21到预定断裂区域5、52的至少一个过渡部8中。从主要区域21到预定断裂区域5、52的过渡部8与叶片尖端边缘27相距确定的非零高度h。预定断裂区域5、52在确定的非零高度h和确定的长度l中包括通过三维编织而获得的纤维增强物4以及嵌入有纤维增强物4的树脂基体43,该纤维增强物具有第二体积比的经线股41和纬线股42,该经线股至少沿着第三高度方向dr延伸,该纬线股至少沿着第一纵向方向ax延伸。
86.在图8的实施例中,间断6、63由经线股41的末端410体现,该末端与叶片尖端边缘27相距所确定的非零高度h。预定断裂区域5、53由树脂基体43组成,其中,在直到叶片尖端边缘27的所确定的非零高度h中,并且在确定的长度l中,仅嵌入纤维增强物4的纬线股42,而没有经线股41。为了产生该预定的断裂区域5、53,可以移除预成型件40的熔合区域5外部的经线股41,移除的经线股41的体积已经被移除,然后用树脂43填充。因此,叶片2在纬线方向上保持最小的强度。这种强度对于在发动机运行中限制叶片各部分的位移和弯曲是必要的。
87.在图9a的实施例中,间断6、64由经线股41的断裂部体现,断裂部与叶片尖端边缘27相距所确定的非零高度h。预定断裂区域5、54在直到叶片尖端边缘27的所确定的非零高度中包括纤维增强物4以及嵌入有纤维增强物4的树脂基体43,通过对至少沿着第三高度方向dr延伸的经线股41和至少沿着第一纵向方向ax延伸的纬线股42进行三维编织而获得该纤维增强物。在预成型件40的编织过程中,由经线股41在熔合区域5处的离开和进入来产生这种间断6、64。这允许在与耐磨材料301接触的情况下在熔合区域5中产生弱化操作。
88.在图9b的实施例中,间断6、66由经线股41中的仅某些经线股41a(被称为第一经线股41a)的断裂部体现。第一经线股41a的断裂部与叶片尖端边缘27相距所确定的非零高度h。保持经线股41中的被称为第二经线股41b的其他经线股41b的连续性。预定断裂区域5、56在直到叶片尖端边缘27的所确定的非零高度h中包括纤维增强物4以及嵌入有纤维增强物4的树脂基体43,通过对至少沿着第三高度方向dr延伸的第一经线股41a和第二经线股41b以及至少沿着第一纵向方向ax延伸的纬线股42进行三维编织而获得该纤维增强物。因此,在保持熔合区域5、56的同时,在经向方向上保持最小强度。在预成型件40的编织过程中,由第一经线股41a在熔合区域5处的离开、然后进入而产生该间断6、66。这使得能够在与耐磨材料301接触的情况下产生用作熔合区域5的弱化部。根据实施例,相对于预定断裂区域5、56中的第一经线股41a和第二经线股41b的总数,第一经线股41a的百分比大于或等于10%且小于或等于50%。
89.在图10的实施例中,间断6、65由预定断裂区域5、55中在整个高度h和整个长度l上的切割的或不连续的经线股41和/或切割的或不连续的纬线股42体现。切割的或不连续的经线股41和/或切割或不连续的纬线股42嵌入预定断裂区域5、55中的树脂基体43中。根据实施例,切割的或不连续的经线股41和/或切割的或不连续的纬线股42是长的,因为切割的或不连续的经线股和/或切割的或不连续的纬线股中的每一个具有大于或等于1cm的长度。根据实施例,切割的或不连续的经线股41和/或切割的或不连续的纬线股42在预定断裂区域5、55中随机定向。预定断裂区域5、55比主要区域21具有更小的刚度和更小的断裂伸长率。因此,这些变化使得能够产生熔合区域5、55。
90.当然,上述实施例、特征、可能性和示例可以组合在一起或者彼此独立地选择。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1