包覆式格构空心钢球的制作方法
1.本实用新型涉及风力发电机塔架用钢球技术领域,尤其涉及一种包覆式格构空心钢球。
背景技术:
2.由于我们国家需要达到“碳达峰、碳中和”的伟大目标。中国风电在电力生产中的比例需要大幅度的提高,由于我们国家风力发电的优质资源基本上分布在中国的西北各省;而电力消耗的中心在我们国家的东南各省。大规模,超长距离的陆上风电传输是目前我们国家的基本的风电利用模式。但由于大规模长距离传输风电带来了的技术问题和经济性问题,极大的困扰和制约着我们国家的风力发电的发展后劲。国家提出大力发展分散式风力发电是有效解决上述问题的良策。在东南各省就地开发大规模的风力发电,同样也是有各种各样的制约因素,如,年平均风速较低,土地使用的限制,风力发电机的安全系数要求高等。因此,超高塔架(达到更好风速的高度);超大容量(技术先进,经济性好,单位千瓦占地少)的风电机组是大规模发展东南各省分散式风电的必然选择。
3.由于,道路运输对塔架的尺寸有一定的限制,传统圆锥形钢塔筒已经无法满足新要求。为此,大家都在寻求超高超大塔塔的解决方案。我们认为在型钢中,钢管构成的塔架能最能满足超大超高塔架的经济性,安全性,运输的经济性和便利性的要求。钢管塔架的节点有许多选择,如焊接,法兰连接,钢球连接。我们认为钢球,优以空心钢球的节点最为理想。空心钢球塔架节点能为塔架各个方向的连接管提供最理想的“落脚点”位置;空心钢球的重量相对较轻,不仅节约钢材,也可以帮助塔架降低整体结构的重心。
4.但是完全的空心钢球的强度和刚度需要增加钢球的壁厚来保证,则整体重量增加,使得塔架的重心上移,使得整体稳定性欠佳。如果选择较薄的空心球,则整体强度和刚度不够,容易形变和破坏,会造成灾难性后果。为此,我们提出了包覆式格构空心钢球用以解决上述问题。
技术实现要素:
5.本实用新型的目的是为了解决完全的空心钢球的强度和刚度需要增加钢球的壁厚来保证,则整体重量增加,使得塔架的重心上移,使得整体不稳。如果选择较薄的空心球,则球体的强度和刚度不够,有容易形变和破坏的缺点,因此,提出包覆式格构空心钢球的解决方案。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.包覆式格构空心钢球,包括空心钢球本体,其特征在于,所述空心钢球本体包括上半球壳和下半球壳,上半球壳和下半球壳内部设置有花式格构球体,所述花式格构球体包括一个圆形板、两个第一半边圆板和四个四分之一圆板,八个等边正三角板;
8.两个第一半圆板垂直焊接在圆形板的两侧,四个四分之一圆分别在圆形板和两个第一半圆板的中分线处相互垂直焊接,八个等边正三角板均匀对称的焊接在由四个四分之
一圆、圆形板和两个第一半圆板围成的空间中
9.优选的,所述上半球壳和下半球壳的外侧各均匀开设有四个焊接孔。
10.优选的,所述焊接孔开设于空心钢球本体,并与第一半边圆板和四分之一圆板适配。
11.优选的,所述焊接孔中心旋转对称。
12.优选的,所述圆形板焊接在上半球壳和下半球壳结合位置处。
13.优选的,所述花式格构球体xyz三轴旋转对称。
14.与现有技术相比,本实用新型的优点在于:
15.本方案利用焊接的方式将圆形板、两个第一半边圆板和四个四分之一圆板,及八个等边正三角形板形成的花式格构球体焊接在空心钢球本体内,将空心钢球本体的内部分和球表面为八等份,且各部分强度和刚度得到了极大的加强,
16.本方案中的强化空心钢球具有质量轻,强度和刚度高,支撑力度强,相对与普通空心钢球,具有强度和刚度高、支撑力度强的明显优点。作为风力发电机塔架用钢球节点具有极高支撑力度和高抗扭强度;相对与实心球或较厚的空心钢球具有质量轻的优点,作为风力发电机塔架用钢球可以降低塔架重心,增加电机塔整体的稳定性的优点;
17.本实用新型结构简单,生产加工工艺简单便捷,可使用较低等级钢材,节约成本的同时提高塔架的经济性和安全性,具有质量轻,强度和刚度高,支撑力度强的优点。
附图说明
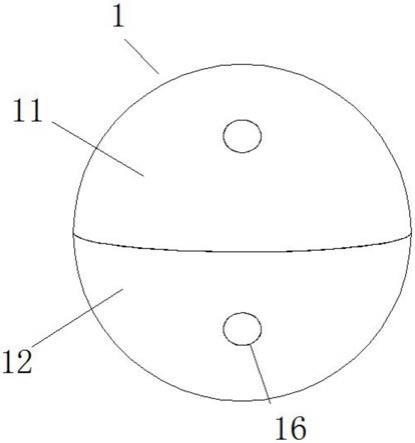
18.图1为本实用新型提出的包覆式格构空心钢球的结构示意图;
19.图2为本实用新型提出的包覆式格构空心钢球的部分爆炸结构示意图;
20.图3为本实用新型提出花式格构球体去除三角块的焊接图;
21.图4为本实用新型提出焊接后的花式格构球体;
22.图5为本实用新型提出的上半球壳与焊接孔的俯视位置图。
23.图中:1、空心钢球本体;11、上半球壳;12、下半球壳;13、圆形板;14、第一半边圆板;15、四分之一圆板;16、焊接孔;17、等边正三角板。
具体实施方式
24.下面将结合本实施例中的附图,对本实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实施例一部分实施例,而不是全部的实施例。
25.实施例1
26.参照图1-5,包覆式格构空心钢球,包括空心钢球本体1,空心钢球本体1包括上半球壳11和下半球壳12,上半球壳11和下半球壳12内部设置有花式格构球体,花式格构球体包括圆形板13、两个第一半边圆板14、四个四分之一圆板15和八个等边正三角板17,两个第一半边圆板14垂直焊接在圆形板13的两侧,四个四分之一圆板15与圆形板13、两个第一半边圆板14相互垂直焊接,将空心钢球本体的内部分为八等份,上半球壳和下半球壳的外侧均匀开设有四个焊接孔,焊接孔16中心旋转对称,焊接孔开设于空心钢球本体1与圆肋板接触的位置,圆形板13焊接在上半球壳11和下半球壳12结合位置处,八个等边正三角板17等比例焊接在圆形板13的两侧,等边正三角板17的一边与圆形板13焊接,等边正三角板17的
另外两边分别与第一半边圆板14和四分之一圆板15焊接,且等边正三角板17为等边三角形,花式格构球体xyz三轴旋转对称。
27.需要说明的是,所述圆形板13、两个第一半边圆板14和四个四分之一圆板15的厚度相同,所述焊接孔16的直径与所述圆形板13的厚度相同。
28.具体的:利用焊接的方式首先将a向的一个第一半边圆14垂直焊接在圆形板13的底侧中心对称位置,然后将a向的两个四分之一圆板15中心对称焊接在第一半边圆板14的两侧,同时两个四分之一圆板15与圆形板13的底部焊接,取八个等边正三角板17,将等边正三角板17的一边焊接在圆形板13上,将等边正三角板17的另外两边分别与第一半边圆板14和四分之一圆板15焊接;将完整花式格构球体放置在下半球壳12内,然后将上半球壳11盖上,在上半球壳11和下半球壳12的结合处,将上半球壳11和下半球壳12及圆形板13外缘部位进行周焊,再利用下半球壳12上的四个焊接孔16将第一半边圆14和两个四分之一圆15与下半球壳12焊接;同理,将上半球壳与各圆板外缘通过焊接空进行焊接。最终成为一个整体。
29.针对完全的空心钢球的强度和刚度需要增加钢球的壁厚来保证,则整体重量增加,使得塔架的整体重心上移,造成整体稳定性欠佳,如果选择较薄的空心球,则空心钢球强度和刚度不够,容易形变和失稳的灾难性的问题。为了解决这类问题,现提出如下解决方案,其包括空心钢球本体,通过打孔和填充焊将各个肋板与球面固定。这一改进,将空心钢球本体的内部分和球面为八等份,极大的增强了空心钢球的刚度和强度,为实行塔架设计的优化和塔架的安全实用性提高提供了充分条件。本实用新型结构简单,生产加工工艺简单便捷,可使用较低等级钢材,节约成本的同时提高塔架的经济性和安全性。
30.以上所述,仅为本实施例较佳的具体实施方式,但本实施例的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实施例揭露的技术范围内,根据本实施例的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实施例的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1