佩尔顿式水轮机的叶轮及其制造方法与流程
1.本发明涉及一种佩尔顿式水轮机的叶轮的制造方法。本发明还涉及一种佩尔顿式水轮机的叶轮。
背景技术:
2.佩尔顿式水轮机的叶轮包括盘毂和若干布置于盘毂外周的水斗。
3.欧洲发明专利ep 0 882 888 b1披露了一种佩尔顿式水轮机的叶轮结构,其包括布置在盘毂上的多个水斗。水斗的根部与盘毂(nabe)为一体结构。水斗的两侧部分以及中间部分都例如通过焊接连接在水斗的根部上。根据该专利说明书第[0017]-[0018]段的记载,水斗的两侧部分与中间部分彼此沿在径向上笔直的连接线相连接。
[0004]
欧洲发明专利ep 0 496 181 b1披露了一种佩尔顿式水轮机的叶轮的制造方法,其中,通过在作为基体的盘毂上的堆焊来制造佩尔顿式水轮机的水斗。
[0005]
因此,需要一种快速简便、成本低廉的佩尔顿式水轮机的叶轮的制造方法。
技术实现要素:
[0006]
为解决上述技术问题,本发明提供了一种佩尔顿式水轮机的叶轮的制造方法,所述叶轮包括盘毂和若干布置于盘毂外周的水斗,该方法包括如下步骤:提供内轮盘,所述内轮盘具有与所述叶轮的盘毂主体相当的尺寸;提供环形轮盘,该环形轮盘的内周面具有适于与所述内轮盘相连接的尺寸和形状,该环形轮盘的外周面的径向尺寸被设计为适于在机加工后达到水斗外径的最终尺寸而该环形轮盘的内周面则至少延伸到所述水斗的径向内侧;将所述内轮盘与所述环形轮盘内外嵌套连接成一体;将所述环形轮盘靠近内周面的区域加工为所述水斗的根部,将所述环形轮盘的其余区域加工为所述水斗的中央部分;提供所述水斗的侧边部分,使所述水斗的中央部分和侧边部分共同形成所述叶轮的水斗。
[0007]
由于将盘毂主体和水斗分开制造,因此可以采用较宽尺寸的环形轮盘适应水斗的宽度,而采用较窄尺寸的内轮盘适应盘毂的宽度。由于每个水斗被分成了中央部分和侧边部分,因此水斗的中央部分能够在侧边部分尚未安装时进行机加工而不受侧边部分的遮挡。在这种分体式的结构中,水斗的高应力区域,即中央部分,与环形轮盘是一体形成的,因此具有较高的结构强度。基于相同的发明构思,显然也可以考虑将内轮盘设计为与上述环形轮盘通过另外的环形的中间轮盘相连接,也就是将内轮盘设计成两件式或多件式结构。
[0008]
由于各个水斗都由同一环形轮盘形成,水斗的根部彼此一体成型,因此,相比于单个制造再连接或焊接到盘毂上的现有技术,水斗在转动方向上更加稳固。在本发明的上述实施形式中,环形轮盘的内周面则至少延伸到水斗的径向内侧,以便能够成型为水斗,包括水斗的根部。但环形轮盘的内周面继续向内延伸、甚至成型为一部分盘毂也是可行的。在这种情况下,盘毂主体仍然由内轮盘形成,但环形轮盘向内延伸的部分形成了盘毂主体的一部分,这虽然由于环形轮盘的厚度大于内轮盘而牺牲了一定的机加工效率,但显然能够得到根部更加稳固的水斗,因为水斗根部附近有更多的区域是一体形成的。
[0009]
内轮盘和环形轮盘优选通过锻造方式制造。锻造方式有利于提高由环形轮盘形成的水斗的中央部分的强度。
[0010]
内轮盘与环形轮盘的内外嵌套连接成一体可以通过形面接合(例如螺纹连接、张力元件连接)或冷缩装配(例如油压连接或热配合)进行,也可以通过焊接进行。在焊接之后,优选对所述内轮盘和所述环形轮盘进行退火处理,以便使内轮盘和环形轮盘获得更好的材料特性。
[0011]
在将环形轮盘加工成水斗时,对水斗的根部进行机加工之前,各个水斗之间的楔形区域内的材料应当被切除,这可以通过锯切或切削的方式进行,从而大大降低水斗之间区域的机加工时间。
[0012]
优选的是,在提供所述水斗的侧边部分的步骤之前,对水斗的中央部分进行预研磨,从而使水斗的承受高应力的中央部分具有更光洁的表面。
[0013]
水斗的侧边部分与水斗的中央部分共同形成叶轮的水斗,但它们被分开地制造。这不但提高了生产效率,而且有多种现有加工方法可供选择。例如,水斗的侧边部分可以通过模具锻造成型、铸造成型或者从实心材料中铣削成型,然后再焊接到水斗的中央部分上;水斗的侧边部分也可以直接通过增材制造方式提供在所述水斗的中央部分上。
[0014]
有利的是,水斗的中央部分与所述水斗的侧边部分的分界线完全在垂直于所述叶轮轴向的平面上延伸。在这种布置结构中,水斗的中央部分与所述水斗的侧边部分的分界线简单、清晰,容易实施焊接或者在水斗的中央部分上进一步通过增材制造方式提供水斗的侧边部分。不过,显然也可以考虑的是,在由环形轮盘成型水斗的中央部分和单独成型水斗的侧边部分的过程中,使水斗的中央部分和水斗的侧边部分的分界线保持互补的形式但不在或不完全在垂直于所述叶轮轴向的平面上延伸。这为加工提供了更多的灵活性。
[0015]
类似地,尽管内轮盘和环形轮盘的分界面,也就是内轮盘的外周面与环形轮盘的内周面,可以都为圆柱形表面以实现简单的接合,但是亦可以考虑使它们的分界面保持互补的形式却不是圆柱形表面。
[0016]
在内轮盘与环形轮盘通过焊接方式连接的情况下,所述内轮盘和所述环形轮盘的焊缝从内轮盘的轴向上的一个端面贯穿到另一个端面。替代的是,也可以根据动态和静态强度的需求仅从内轮盘的两个端面向内焊接一个的预定深度,使内轮盘和环形轮盘在中间留出没有焊缝的区域。进一步优选的是,在焊接前和焊接过程中在所述内轮盘和所述环形轮盘之间留出的没有焊缝的中央区域提供保护性气氛。例如,在内轮盘内部提供例如在靠近焊缝内侧的位置通往所述内轮盘和所述环形轮盘之间留出的没有焊缝的中央区域的流道,使得保护性气体能够在焊接过程中被通过流道提供到没有焊缝的中央区域并随后再被通过流道回收,从而减少焊缝中产生裂缝的可能。类似地,也可以在环形轮盘内部提供流道,向内轮盘和环形轮盘之间留出的没有焊缝的中央区域靠近焊缝内侧地提供保护性气氛。当流道远离焊缝的一端被提供在内轮盘的内周侧时,流道远离焊缝的一端自然会在后续安装过程中被水轮机主轴封闭。但当流道远离焊缝的一端被提供在内轮盘的端面上或环形轮盘的端面或外周侧时,流道远离焊缝的一端也可以稍后在制造过程中封闭。
17.根据本发明的另一方面,还提供了一种佩尔顿式水轮机的叶轮,所述叶轮包括盘毂和若干布置于盘毂外周的水斗,所述盘毂的主体由锻造的内轮盘形成,所述水斗由锻造的环形轮盘形成的中央部分和分别布置在所述中央部分的轴向两侧的侧边部分共同形成,
所述内轮盘与所述环形轮盘内外嵌套连接成一体。
[0018]
优选的是,所述内轮盘与所述环形轮盘通过焊接、形面接合(例如螺纹连接、张力元件连接)或冷缩装配(例如油压连接或热配合)方式连接。
[0019]
优选的是,水斗的侧边部分可以通过焊接方式与所述水斗的中央部分相连接或者直接通过增材制造方式提供在所述水斗的中央部分上。
[0020]
优选的是,水斗的中央部分与水斗的侧边部分的分界面在垂直于所述叶轮轴向的方向上延伸。
[0021]
内轮盘和环形轮盘的分界面,也就是内轮盘的外周面与环形轮盘的内周面,均为圆柱形表面。
[0022]
根据本发明的一种替代实施形式,还设有从内轮盘的端面或内周侧或环形轮盘的端面或外周侧通往内轮盘和环形轮盘之间的中央区域的若干流道,所述流道适于与气体供应及回收装置相连通,为内轮盘和环形轮盘之间的中央区域在焊接前和焊接过程中提供保护性气氛。
附图说明
[0023]
下文参考附图更详细地解释本发明。在图中:
[0024]
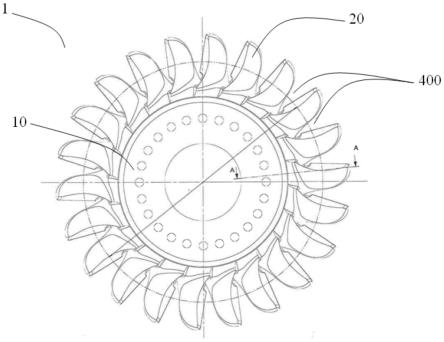
图1示意性地示出了根据本发明的佩尔顿式水轮机的叶轮;
[0025]
图2示意性地示出了根据本发明的佩尔顿式水轮机的叶轮沿图1中a-a线的剖面,并以虚线示意了叶轮制造过程中坯件的轮廓;
[0026]
图3示意地示出了在环形轮盘与内轮盘之间未形成贯穿焊缝的情况下,在焊接前和焊接过程中保护性气氛的提供。
[0027]
在各附图中,功能相同的元件设有相同的附图标号。
具体实施方式
[0028]
图1示意性地示出了根据本发明的佩尔顿式水轮机的叶轮1,包括盘毂10和若干布置于盘毂10外周的水斗20。根据本发明的佩尔顿式水轮机的叶轮的制造方法的第一实施例,将叶轮1划分为三种部件,将它们分离式地加工,然后再组装。
[0029]
图2示意性地示出了根据本发明的佩尔顿式水轮机的叶轮1沿图1中a-a线的剖面,并以虚线示意了叶轮制造过程中坯件的轮廓。
[0030]
首先,提供内轮盘100,所述内轮盘具有与所述叶轮1的盘毂10主体相当的尺寸;再提供环形轮盘,该环形轮盘的内周面具有适于与所述内轮盘100相连接的尺寸和形状,该环形轮盘的外周面的径向尺寸被设计为适于在机加工后达到水斗外径的最终尺寸而内周面则至少延伸到所述水斗20的径向内侧;然后,将所述内轮盘100与所述环形轮盘通过焊接方式连接成一体。在焊接时,内轮盘100与环形轮盘的焊缝300从内轮盘100的轴向上的一个端面贯穿到另一个端面。
[0031]
由于稍后要从环形轮盘加工出水斗的中央部分220,因此环形轮盘200的厚度应大于内轮盘100的厚度,以大约三分之二的水斗宽度为宜。内轮盘100和环形轮盘200通过锻造方式制造。内轮盘100可以被机械预加工,例如镗中心孔和钻孔,使得内轮盘100能被适当夹紧。然后,将环形轮盘200机加工(例如车削)到水斗20外径的最终尺寸。
[0032]
接着,将所述环形轮盘靠近内周面的区域机加工为所述水斗的根部210,将所述环形轮盘的其余区域加工为所述水斗的中央部分220。此时,对水斗的中央部分220进行预研磨。同时,也将内轮盘100机加工到盘毂10的最终尺寸。在对水斗的根部210进行机加工之前,先将水斗之间的楔形区域400通过切削和锯切等方式去除。环形轮盘的内周面尺寸应通过机加工过渡到与内轮盘100一致。这种加工方式也允许环形轮盘具有向内更深的延伸,甚至形成一部分盘毂10,尽管盘毂10主体仍由内轮盘100加工而成。
[0033]
最后,将另外单独加工的水斗的侧边部分230焊接到由环形轮盘加工而成的水斗的中央部分220上,使所述水斗的中央部分220和侧边部分230共同形成所述叶轮1的水斗20。
[0034]
容易理解,在上述步骤之中或之后,必然还包括为实现最终尺寸而对盘毂和水斗坯件进行的适当机加工等加工步骤,包括但不限于车削、磨削、铣削,在此不再赘述。
[0035]
水斗的侧边部分230通过模具锻造成型、铸造成型或者从实心材料中铣削成型的方式制造,也可以直接通过堆焊的方式成型在由环形轮盘加工而成的水斗的中央部分220上。在形成了水斗的侧边部分230的轮廓后,通过机加工实现水斗的侧边部分230的最终尺寸。
[0036]
根据本发明的佩尔顿式水轮机的叶轮的制造方法的第二实施例,与第一实施例的不同之处在于,在焊接内轮盘100与环形轮盘时,仅在靠近所述内轮盘100的两个端面110的位置以预定深度焊接内轮盘100和环形轮盘,而在所述内轮盘100和所述环形轮盘之间留有没有焊缝的中央区域310。如图3所示,为消除焊缝300中的裂缝,在内轮盘100或环形轮盘中通过钻孔等方式提供从内轮盘100内周面或端面或环形轮盘外周面或端面至上述没有焊缝的中央区域310的流道330,用于提供和回收保护性气体。
[0037]
根据本发明的佩尔顿式水轮机的叶轮的制造方法的第三实施例,与上述上述实施例的不同之处在于,内轮盘100与环形轮盘不是通过焊接,而是通过形面接合,例如螺纹连接、张紧元件连接,或者冷缩配合连接,例如油压连接或热配合连接,或者是上述连接方式的组合。这些连接方式同样能够达到将扭矩从环形轮盘通过内轮盘100传递到主轴的效果。
[0038]
在上述各实施例中,由于内轮盘100和环形轮盘通常以矩形截面锻造,因而能够方便可靠地对其进行质量检查(例如超声波检查)。当所制造的叶轮尺寸较小时,也可以在一种改进的实施例中以非锻造件(例如厚金属板)制造内轮盘100。
[0039]
附图标记列表
[0040]1ꢀꢀꢀꢀꢀꢀ
叶轮
[0041]
10
ꢀꢀꢀꢀꢀ
盘毂
[0042]
20
ꢀꢀꢀꢀꢀ
水斗
[0043]
100
ꢀꢀꢀꢀ
内轮盘
[0044]
110
ꢀꢀꢀꢀ
内轮盘的端面
[0045]
200
ꢀꢀꢀꢀ
环形轮盘
[0046]
210
ꢀꢀꢀꢀ
水斗的根部
[0047]
220
ꢀꢀꢀꢀ
水斗的中央部分
[0048]
230
ꢀꢀꢀꢀ
水斗的侧边部分
[0049]
240
ꢀꢀꢀꢀ
水斗的中央部分与侧边部分的分界线
[0050]
300
ꢀꢀꢀꢀ
焊缝
[0051]
310
ꢀꢀꢀꢀ
没有焊缝的中央区域。
[0052]
320
ꢀꢀꢀꢀ
内轮盘和所述环形轮盘的分界面
[0053]
330
ꢀꢀꢀꢀ
流道
[0054]
400
ꢀꢀꢀꢀ
水斗之间的楔形区域
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1