一种粒子分离器内壁组件、粒子分离器的制作方法
1.本技术涉及航空零件技术领域,特别地,涉及一种粒子分离器内壁组件、粒子分离器。
背景技术:
2.直升机常常需要在在一些特殊的砂雾迷漫的环境里,比如要在山区、沙漠、冰雪地面和海面上起飞、降落与悬停飞行,大量的砂尘、冰雪等各种外来物或海上盐雾都被吸入发动机,如果事先不采取防护措施,尘砂将会给直升机和发动机带来严重的后果:压气机叶片磨蚀及由此所产生的发动机性能恶化,即功率下降、耗油率增加,最终导致发动机的使用寿命缩短。因此,发动机前端需要增设进气防护装置——粒子分离器(inlet particle separator)以保护发动机,在砂尘等工作环境中能够保证其工作稳定性,延长使用寿命,如图1所示,其包括外流道1、内流道2。实践证明:安装了粒子分离器的发动机寿命比不安装粒子分离器的发动机寿命提高了10倍或更高。
3.内壁组件3是粒子分离器的重要组成部分,现有的内壁组件3多为金属钣金焊接双层结构,且金属件多选用高温合金材料来承受外界的砂尘冲蚀以及内部热空气高温。这种结构设计虽然能够满足功能需求,但是带来了众多问题:1、高温合金材料密度大,造成零件重量较大;2、为降低重量,提高防冰性能,则要求钣金件壁厚较薄,再加上零件型面要求,造成成型困难或是流道性面变形较大;3、钣金焊接件工艺困难;4、内腔热空气对整个内流道和内部腔体的散热性能基本一致,对于迎风面的防冰性能并无突出贡献。
技术实现要素:
4.本技术一方面提供了一种粒子分离器内壁组件,以解决现有粒子分离器的内壁组件重量大、成型装配加工困难、防冰性能不佳的技术问题。
5.本技术采用的技术方案如下:
6.一种粒子分离器内壁组件,包括形成夹层空腔的外壁和内壁、分别连接设置在所述外壁和内壁前后端的前安装边和后安装边,所述后安装边上和外壁前端分别均匀设置有供除冰气体在夹层空腔内流通的进气口和放气孔,所述外壁包括用作迎风面流道的前外壁、用作背风面流道的后外壁,所述前外壁采用金属材料,所述后外壁和内壁均采用耐温达250摄氏度以上的非金属材料,位于后外壁与内壁之间的后半段夹层空腔的体积大于位于前外壁与内壁之间的前半段夹层空腔的体积;
7.所述前外壁和后外壁之间、前外壁与前安装边之间、后外壁与后安装边之间、内壁两端与前安装边和后安装边之间均通过铆接加胶接的方式进行连接和固定。
8.进一步地,所述非金属材料包括复合材料。
9.进一步地,所述复合材料包括碳纤维复合材料。
10.进一步地,所述前外壁的型面起始于粒子分离器起始处,截止于粒子分离器内流道雨水台阶处,所述前外壁的前端沿周向均布设置有若干顺气流方向的放气孔。
11.进一步地,所述放气孔的方向与粒子分离器主流方向的夹角α小于45度。
12.进一步地,所述后外壁的型面起始于粒子分离器内流道雨水台阶处,截止于后安装边处。
13.进一步地,所述内壁的前半段与前外壁的型面相匹配,并通过均匀设置若干支撑加强筋与前外壁隔开得到所述前半段夹层空腔,所述内壁的后半段与后外壁之间通过均匀设置若干支撑隔板与后外壁隔开得到所述后半段夹层空腔。
14.进一步地,所述前外壁、后外壁和内壁的厚度为1.2mm~1.5mm。
15.进一步地,所述前外壁、后外壁和内壁的表面光洁度小于等于ra3.2。
16.本技术另一方面还提供了一种粒子分离器,包括所述的粒子分离器内壁组件。
17.相比现有技术,本技术具有以下有益效果:
18.本技术充分利用复合材料质量轻、强度高的特性,代替部分金属件,在满足结构、功能要求的基础上极大的减轻了整个零件的重量,重量较之前的方案减轻30%以上;采用胶接加铆接的方式连接,降低了原有金属钣金焊接的工艺难度;利用金属材料和非金属材料的导热性能不同,以及夹层空腔的前小后大的特殊结构设计特点,将防冰热空气的换热主要作用在容易结冰的前外壁上,气流流速增加,加强了对流换热,优化了防冰设计,大幅提高除冰效果,使前外壁区域的防冰能力得到显著加强。
19.除了上面所描述的目的、特征和优点之外,本技术还有其它的目的、特征和优点。下面将参照附图,对本技术作进一步详细的说明。
附图说明
20.构成本技术的一部分的附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
21.图1是典型粒子分离器的结构示意图。
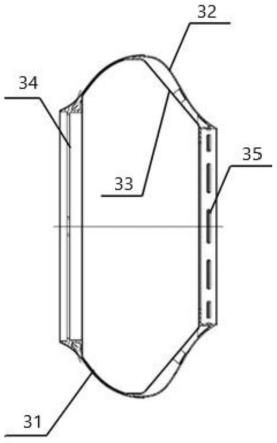
22.图2是粒子分离器内壁组件立体结构示意图。
23.图3是粒子分离器内壁组件剖视示意图。
24.图4是粒子分离器内壁组件防冰空气流通示意图。
25.图5是粒子分离器内壁组件前半段夹层示意图。
26.图6是粒子分离器内壁组件内壁的立体结构示意图。
27.图7是粒子分离器内壁组件的前外壁前端放气孔示意图。
28.图8是粒子分离器内壁组件前外壁、前安装边和内壁的胶结和铆接的示意图。
29.图中:1、外流道;2、内流道;3、内壁组件;31、前外壁;32、后外壁;33、内壁;34、前安装边;35、后安装边;36、支撑隔板;37、前半段夹层空腔;38、支撑加强筋;39、放气孔;310、铆钉;311、粘结胶;312、后半段夹层空腔。
具体实施方式
30.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
31.参照图1~图5,本技术的优选实施例提供了一种粒子分离器内壁组件,包括形成夹层空腔的外壁和内壁33、分别连接设置在所述外壁和内壁33前后端的前安装边34和后安
装边35,所述后安装边35上和外壁前端分别均匀设置有供除冰气体在夹层空腔内流通的进气口和放气孔39,所述外壁包括用作迎风面流道的前外壁31、用作背风面流道的后外壁32,所述前外壁31采用金属材料,所述后外壁32和内壁33均采用耐温达250摄氏度以上的非金属材料,位于后外壁32与内壁33之间的后半段夹层空腔312的体积大于位于前外壁31与内壁33之间的前半段夹层空腔37的体积;
32.所述前外壁31和后外壁32之间、前外壁31与前安装边34之间、后外壁32与后安装边35之间、内壁33两端与前安装边34和后安装边35之间均通过铆接加胶接的方式进行连接和固定。
33.本实施例充分利用复合材料质量轻、强度高的特性,代替部分金属件,如本实施例将后外壁32和内壁33采用耐温达250摄氏度以上的非金属材料,而用作迎风面流道的前外壁31依然采用金属材料,主要是因为前外壁31为粒子分离器内流道迎风面,需承受砂尘等外物的冲蚀和撞击,因此采用金属材料,鉴于粒子分离器主体机匣一般采用铝合金材料,这里前外壁31也采用铝合金材料,由于其良好的塑性成形和机械加工能力,能够较好的保证流道外型面。为了提高其防冲蚀和防腐蚀能力,所示前外壁31表面进行了硫酸阳极化处理。另一方面,前外壁31也是低温状态下容易结冰的位置,由于金属材料导热性能好,发动机开启防冰引气时效果更好,也就是说,本实施例中前外壁31采用金属材料既能够有效防冲蚀和撞击,而且其良好的导热性能也有利于换热防冰。
34.而后外壁32为粒子分离器内流道型面雨水台阶后的部分,由于大部分的砂尘等外物均通过粒子分离器清除流道排出,只有少量砂尘进入主流道,因此,此处流道对防冲蚀能力要求相对较低,因此,后外壁32可以采用质量更轻、对防冲蚀能力要求相对较低的复合材料来减少重量。
35.所述内壁33是整个组件的内层结构,其基本上不会受到砂尘等外物的冲蚀和撞击,因此,内壁33可以采用质量更轻、对防冲蚀能力要求相对较低的复合材料来减少重量。
36.除了通过复合材料减轻重量外,如图4所示,本实施例中位于后外壁32与内壁33之间的后半段夹层空腔312的体积大于位于前外壁31与内壁33之间的前半段夹层空腔37的体积,防冰气流从后安装边35的进气口进入夹层空腔,再从前外壁31最前端进入主流,由于后半段夹层空腔312的体积大于前半段夹层空腔37的体积,当气流从后半段夹层空腔312进入前半段夹层空腔37后,由于夹层空腔组成的气体流道变窄,气体流速增加,从而使前外壁31处的对流换热强度增加,并且金属材料的前外壁31换热效率高于复合材料,因此,在前外壁31附近的空气散热更好,防冰效果更佳,实现了对低温状态下容易结冰位置的集中、重点防冰,相比现有技术中均衡换热方式,本实施例可以大幅强化对容易结冰位置的防冰效果。
37.另外,如图8所示,本实施例中的所述前外壁31和后外壁32之间、前外壁31与前安装边34之间、后外壁32与后安装边35之间、内壁33两端与前安装边34和后安装边35之间均通过铆接加胶接的方式进行连接和固定,如采用铆钉310、粘结胶311,工艺简单,操作方便,对操作人员的技术水平要求低,大幅降低了原有金属钣金焊接的工艺难度。
38.综上所述,本实施例在满足结构、功能要求的基础上极大的减轻了整个零件的重量,重量较之前的方案减轻30%以上;采用胶接加铆接的方式连接,降低了原有金属钣金焊接的工艺难度;利用金属材料和非金属材料的导热性能不同,以及夹层空腔的前小后大的特殊结构设计特点,将防冰热空气的换热主要作用在容易结冰的前外壁31上,气流流速增
加,加强了对流换热,优化了防冰设计,大幅提高除冰效果,使前外壁31区域的防冰能力得到显著加强。
39.具体地,所述非金属材料包括复合材料,所述复合材料包括碳纤维复合材料,碳纤维复合材料具有密度低、刚性好、强度高、耐高温、耐摩擦、导热及耐腐蚀等特点,能够很好的满足粒子分离器使用环境的需要。
40.具体地,所述前外壁31的型面起始于粒子分离器起始处,截止于粒子分离器内流道雨水台阶处,所述前外壁31的前端沿周向均布设置有若干顺气流方向的放气孔39,便于防冰空气排出。
41.具体地,如图7所示,所述放气孔39的方向与粒子分离器主流方向的夹角α小于45度,这样可以尽量减小对发动机气流的影响。
42.具体地,所述后外壁32的型面起始于粒子分离器内流道雨水台阶处,截止于后安装边35处。
43.具体地,如图6所示,所述内壁33的前半段与前外壁31的型面相匹配,并通过均匀设置若干支撑加强筋38与前外壁31隔开得到所述前半段夹层空腔37,如图4所示,所述内壁33的后半段与后外壁32之间通过均匀设置若干支撑隔板36与后外壁32隔开得到所述后半段夹层空腔312。
44.本实施例中,内壁33的前半段与前外壁31型面贴合,中间通过凸起的支撑加强筋38留出前半段夹层空腔37,内壁33的后半段空间较大,后半段夹层空腔312中通过支撑隔板36加强固定,后半段夹层空腔312的气流空间大于前半段夹层空腔37的气流空间。
45.具体地,所述前外壁31、后外壁32和内壁33的厚度为1.2mm~1.5mm,从而在满足结构强度需求的前提下,减少粒子分离器内壁组件的自重。
46.具体地,所述前外壁31、后外壁32和内壁33的表面光洁度小于等于ra3.2,从而保证较小的气流损失。
47.本技术另一实施例还提供了一种粒子分离器,包括所述的粒子分离器内壁组件。
48.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1