一种盲腔内壁抛光装置及方法与流程
1.本发明属于盲腔内壁抛光技术领域,具体涉及一种盲腔内壁抛光装置及方法。
背景技术:
2.盲腔内壁的抛光历来是机械加工的难点,目前市面上对盲腔内壁的抛光主要依赖于电解抛光或机械抛光,以一个典型的盲腔不锈钢杯内壁抛光为例,目前市场上90%以上的不锈钢杯内壁使用的是电解抛光工艺,然而一组典型的电解抛光液中,主要包含磷酸、硫酸、铬酐等成分,强酸及重金属盐的存在使电解抛光对环境污染严重。
3.电解质等离子抛光技术是一种绿色高效的加工技术,在解决金属零件表面高效抛光的同时,也将对环境的影响降到了最低程度。电解质等离子抛光技术使用低浓度盐溶液作为工作介质,用电能作为动力,利用等离子体放电优先产生于尖端凸起部位的特点对金属表面凸起处的材料进行去除。相比于传统化学抛光、电解抛光和机械抛光等方式,该技术无腐蚀性废液排放污染环境和生产车间的粉尘问题,属于环保抛光工艺。本发明专利提供了一种基于电解质等离子加工工艺的盲腔内壁批量抛光的方法和装置。针对盲腔内壁的抛光,现有技术主要是通过电解抛光工艺解决,它是以金属制品为阳极,在盲腔的内部居中插入阴极棒并通入电解液于特定电压条件下电解,通过阳极金属的溶解,以消除制品表面的细微不平,使之具有镜面般光泽外观的过程。
4.专利cn201711078991.5“一种金属内孔等离子抛光装置及其加工方法”中提出了一种加工方法,它通过绝缘卡具对金属工件进行紧固并挂接在挂架上,利用外部绝缘导管将供液管线与导电金属管连通,启动循环泵使电解液形成循环流,同时开启外部循环供水装置加热抛光槽内电解液,将导电金属管及导电金属片与外部电源连接,金属工件浸没到抛光槽内的电解液中。该专利中导电金属管与工件先通过绝缘卡具固定住相对位置,启动循环泵使腔体内部和外部的液体流动,再将整个工装通过挂架浸没于电解液中,该方法在实际批量生产中操作过于繁琐,不适用于批量生产,难以满足生产需求。
技术实现要素:
5.本发明的目的在于克服现有技术中的不足,提供一种盲腔内壁抛光装置及方法,实现批量生产,满足生产需求。
6.为解决现有技术问题,本发明公开了一种盲腔内壁抛光装置,包括电源、盲腔工件传送夹持装置、加工槽和储液槽,所述加工槽内设有若干个连接柱,每个连接柱上分别设有辅助阴极,所述辅助阴极和加工槽内壁导电相连并连接电源负极,所述盲腔工件传送夹持装置用于将若干个盲腔工件传送夹持至所述加工槽使每个辅助阴极插入每个盲腔工件内腔,每个盲腔工件连接电源正极,所述加工槽与所述储液槽连通,所述加工槽与所述储液槽之间设有电解液循环装置,所述储液槽设有温控装置。
7.进一步地,所述盲腔工件传送夹持装置包括夹持装置,所述夹持装置包括上下运动机构、夹
爪机构、绝缘连接块和盲腔夹持部,所述夹爪机构连接所述上下运动机构,所述夹爪机构通过绝缘连接块连接盲腔夹持部。
8.进一步地,还包括支撑装置,所述夹持装置通过所述支撑装置设于所述加工槽上方。
9.进一步地,所述盲腔工件传送夹持装置还包括送料装置,所述送料装置包括三轴伺服电机、上料夹爪和上料传送带,若干个盲腔卡位设于所述上料传送带上,所述上料夹爪连接所述三轴伺服电机,所述三轴伺服电机用于带动所述上料夹爪移动,所述上料夹爪用于将上料传送带的盲腔卡位上的待加工的盲腔工件夹至夹持装置。
10.进一步地,所述送料装置还包括下料传送带和下料夹爪,若干个盲腔卡位设于所述下料传送带,所述下料夹爪连接所述三轴伺服电机,所述三轴伺服电机用于带动所述下料夹爪移动,所述下料夹爪用于将完成加工的盲腔工件夹至下料传送带的盲腔卡位。
11.进一步地,所述辅助阴极和连接柱为空心,辅助阴极与连接柱的结构为可拆卸结构,所述加工槽与所述储液槽之间的电解液循环装置包括循环泵,所述循环泵一端连接所述连接柱,另一端连接加工槽或储液槽。
12.进一步地,所述加工槽与所述储液槽之间的电解液循环装置包括补液泵和补液管,所述加工槽内还设有内槽,所述补液泵一端连接所述储液槽,另一端通过所述补液管连接所述内槽,所述连接柱设于所述内槽内,所述内槽至少一块槽板可上下移动。
13.进一步地,所述加工槽上方设有盖板,所述盖板上设有供盲腔工件进出的孔洞,所述加工槽还设有用于抽出蒸汽的抽吸装置。
14.进一步地,所述储液槽的温控装置包括加热管、搅拌装置、换热器、电解液循环泵和冷却水循环泵。
15.进一步地,一种盲腔内壁抛光方法,包括:在储液槽中制备浓度为1%
‑
20%的中性铵盐电解液;将电解液加热至70
‑
95℃;启动循环装置,使电解液在储液槽和加工槽之间循环;上料夹爪在三轴伺服电机的带动下夹取盲腔工件至上料传送带的盲腔卡位,盲腔工件通过上料传送带传送至夹持装置;夹持装置通过盲腔夹持部夹取盲腔工件,启动电源,使盲腔工件与加工槽间产生150
‑
400v的电压;上下运动机构带动盲腔夹持部夹持的盲腔工件缓缓下降,部分或全部浸没到加工槽中,同时使辅助阴极插入到盲腔工件内部,辅助阴极位于盲腔工件内腔的中心;启动循环泵,使电解液充满盲腔工件内腔进行抛光加工;循环泵停止,电源断电,上下运动机构带动盲腔夹持部夹持的盲腔工件上升,完成
加工的盲腔工件通过下料夹爪夹至下料传送带的盲腔卡位,通过下料传送带送出。
16.本发明具有的有益效果:1.通过设置上下料夹爪和三轴伺服电机配合上下料传送带,实现自动化快速上下料;2.通过设置在加工槽内设置多个辅助阴极配合盲腔工件夹持部连接的正极,对多个盲腔工件内壁同时抛光,实现批量生产,满足生产需求。
17.3.通过在加工槽和储液槽之间设置循环装置,使电解液维持温度、浓度等各项参数稳定。
18.4.通过在储液槽内设置温控装置,控制电解液保持生产需要的温度。
附图说明
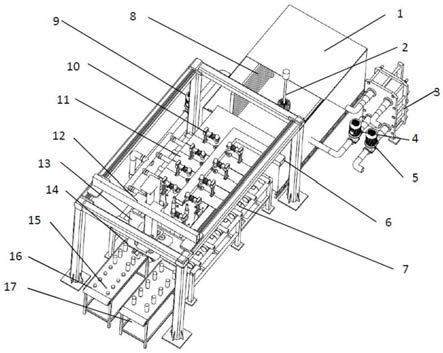
19.图1本发明实施例的结构示意图;图2送料装置结构示意图;图3加工槽结构示意图;图4夹持装置结构示意图。
具体实施方式
20.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
21.如图1至4所示,本发明的一种盲腔内壁抛光装置,包括电源、盲腔工件传送夹持装置、加工槽13和储液槽1,所述盲腔工件传送夹持装置包括送料装置14和夹持装置10,所述送料装置14设有若干个盲腔卡位16,所述送料装置14用于将若干个盲腔卡位16上的盲腔工件20输送至夹持装置10,所述夹持装置10设有若干个盲腔夹持部30,每个盲腔夹持部30分别连接电源的正极,所述加工槽13内设有若干个连接柱26,每个连接柱26上分别设有辅助阴极25,所述辅助阴极25和加工槽13内壁导电相连并连接连接电源负极,所述夹持装置14用于将若干个盲腔工件20夹持至所述加工槽13使所述辅助阴极25插入盲腔工件20内腔,所述加工槽13与所述储液槽1连通,所述加工槽13与所述储液槽1之间设有电解液循环装置,所述储液槽1设有温控装置。
22.本发明的电源用于给整条生产线供电,采用直流输出电源,电源输出电压150
‑
400v,具体可采用两种实施方式:一种是电源正极引出与盲腔夹持部30数量相同的接头分别连接每个盲腔夹持部,电源负极接在加工槽负极连接孔23或者辅助阴极25或者与上述位置导电连通的位置;另一种是每个盲腔夹持部30分别连接一个独立电源的正极,独立电源的负极接在加工槽负极连接孔23或者辅助阴极25或者与上述位置导电连通的位置。这两种实施方式的电源均能够通过控制系统进行有需要的通断控制。
23.如图2所示,所述送料装置还包括三轴伺服电机12、上料夹爪18和上料传送带15,若干个盲腔卡位16设于所述上料传送带15上,所述上料夹爪18连接所述三轴伺服电机12,所述三轴伺服电机12用于带动所述上料夹爪18移动,所述上料夹爪18用于将上料传送带15的盲腔卡位16上的待加工的盲腔工件20夹至夹持装置10。所述送料装置还包括下料传送带17和下料夹爪19,若干个盲腔卡位16设于所述下料传送带17,所述下料夹爪19连接所述三
轴伺服电机12,所述三轴伺服电机12用于带动所述下料夹爪19移动,所述下料夹爪19用于将完成加工的盲腔工件20夹至下料传送带17的盲腔卡位16。所述三轴伺服电机12能够带动上料夹爪18和下料夹爪19沿x、y、z三个方向精确的运动,且运动的速度和夹爪位置能够在控制系统中精确控制。所述盲腔卡位16能够对盲腔工件20粗略定位,保证盲腔工件20都能够在上料夹爪18张开取料时位于张开的夹爪的中间部位,同时上料传送带15和下料传送带17上还装有转动位置检测装置,能够对传送带转动的位置进行定位和重现,使工件运动输送后的待装夹位置保持不变。
24.如图4所示,所述夹持装置10还包括上下运动机构27、夹爪机构28和绝缘连接块29,所述夹爪机构28连接所述上下运动机构27,所述上下运动机构27用于带动所述夹爪机构28上下移动,所述夹爪机构28通过绝缘连接块29连接盲腔夹持部30,所述夹爪机构28带动所述盲腔夹持部30对盲腔工件20形成夹持,并在所述上下运动机构27的带动下上下运动,使盲腔工件20部分或全部浸没于加工槽13内电解液中,辅助阴极25插入盲腔工件20内,盲腔工件20内腔的轴心与辅助阴极25的轴心尽可能重合,避免辅助阴极与工件内腔的距离过小而发生电弧放电或短路。可选的,上下运动机构27上设置可调节位置的上止点和下止点。盲腔夹持部30设有连接孔,用于连接电源的正极接线,绝缘连接块29采用绝缘材料,使带电的盲腔夹持部30和夹爪机构28间绝缘。所述夹持装置10还包括支撑装置31,所述夹持装置10通过所述支撑装置31设于所述加工槽13上方。
25.如图1和3所示,所述辅助阴极25和连接柱26为空心,所述加工槽13与所述储液槽1之间的电解液循环装置包括循环泵7,所述循环泵7一端连接所述连接柱26,另一端连接加工槽13或储液槽1,所述循环泵7将电解液通过辅助阴极25源源不断地打入盲腔工件20内腔并流出,通过电解液的循环对盲腔工件内壁进行抛光。
26.所述加工槽13与所述储液槽1之间的电解液循环装置包括补液泵9和补液管24,所述加工槽13内还设有内槽22,所述补液泵9一端连接所述储液槽1,另一端通过所述补液管24连接所述内槽22,所述连接柱26设于所述内槽22内,所述内槽22至少一块槽板可上下移动。加工时,补液泵9将储液槽1的溶液源源不断输入到内槽22中,内槽22溢满后溶液流入内槽22与加工槽13外板的空隙并流入到储液槽1中,补液泵9能够促进加工槽13与储液槽1的电解液交换,维持加工槽13中电解液温度、浓度等各项参数稳定。可选的,所述内槽22的槽板至少有一块可以上下活动,以保证溢满时的液面高度能够调节。
27.如图1所示,所述加工槽13上方设有盖板11,以减少加工时蒸汽的溢出,所述盖板11上设有供盲腔工件20进出的孔洞,所述加工槽13还设有用于抽出蒸汽的抽吸装置6,将加工中产生并溢出的蒸汽及时抽走,避免对周围装置腐蚀。
28.如图1所示,所述储液槽1的温控装置包括加热管8、搅拌装置2、换热器3、电解液循环泵4和冷却水循环泵5。所述搅拌装置2对储液槽1中的电解液进行搅拌,使储液槽1各处的温度趋于一致。由于电解质等离子抛光过程中会产生大量热量,使电解液温度迅速升高,储液槽1内的电解液通过电解液循环泵4与换热器3进行热交换,换热器3通过冷却水循环泵5与外部的冷却水进行热量交换,使储液槽1中的电解液温度始终维持在所需的工艺温度。
29.本发明的一种盲腔内壁抛光方法,包括:在储液槽中制备浓度为1%
‑
20%的中性铵盐电解液;将电解液加热至70
‑
95℃;
启动循环装置,使电解液在储液槽和加工槽之间循环;上料夹爪在三轴伺服电机的带动下夹取盲腔工件至上料传送带的盲腔卡位,盲腔工件通过上料传送带传送至夹持装置;夹持装置通过盲腔夹持部夹取盲腔工件,启动电源,使盲腔工件与加工槽间产生150
‑
400v的电压;上下运动机构带动盲腔夹持部夹持的盲腔工件缓缓下降,部分或全部浸没到加工槽中,同时使辅助阴极插入到盲腔工件内部,辅助阴极位于盲腔工件内腔的中心;启动循环泵,使电解液充满盲腔工件内腔进行抛光加工;循环泵停止,电源断电,上下运动机构带动盲腔夹持部夹持的盲腔工件上升,完成加工的盲腔工件通过下料夹爪夹至下料传送带的盲腔卡位,通过下料传送带送出。
30.本发明中将每个盲腔夹持部30和辅助阴极25视为一组抛光工位,当采用10个抛光工位的批量抛光装置,每8小时可抛光工件4000件以上,满足企业批量生产的需求,且抛光过程绿色环保,无有害废液排放及粉尘问题。
31.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。同时在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。且在本发明的附图中,填充图案只是为了区别图层,不做其他任何限定。
32.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1