一种传感器管座引线电镀工装设备的制作方法
1.本发明涉及传感器技术领域,具体为一种传感器管座引线电镀工装设备。
背景技术:
2.目前传感器管座引线电镀或者化学镀金的问题点:
3.1.若采用化学镀金的问题是除了引线以后其他所有金属部分都会镀上黄金,非引线部分镀金部分所需黄金往往是引线所需黄金5倍以上;黄金作为一种稀有金属,除了成本很高以外,也会大大浪费稀有金属;
4.2.若采用电子挂镀的方法,目前都是采用引线缠绕的方式给管座引线加上电离子,需要人工缠绕引线以及电镀完成后需要把引线再次拉直,这种工艺耗时大人工成本高,电镀可靠性低;
5.3.若采用电子滚镀的方法,会造成引线碰歪或碰伤引线端面,造成产品报废(端面碰伤导致引线邦定失败);
6.本方案使用一种全新设计理念的工装夹具,在保证电镀质量的同时,其巧妙的设计避免了人工缠绕引线和拉直引线工序,大大提供生产效率和电镀质量的稳定性。
技术实现要素:
7.本发明的目的在于提供一种传感器管座引线电镀工装设备,以解决上述背景技术中提出的问题。
8.为实现上述目的,本发明提供如下技术方案:
9.一种传感器管座引线电镀工装设备,包括金属板或电镀板,所述金属板的端部侧边开设有定位通孔,所述金属板的端部均匀开设有限位槽,所述金属板的端部且位于限位槽之间开设有过水孔,所述金属板通过限位槽安装有金属球。
10.作为本发明优选的方案,所述限位槽和过水孔均开设有多组,所述过水孔位于相邻4个限位槽对角线的交点处开设。
11.作为本发明优选的方案,所述限位槽的内侧壁设置有支撑柱,所述支撑柱设置有3个。
12.作为本发明优选的方案,所述限位槽中3个支撑柱内侧壁形成的圆的直径小于或等于金属球外径。
13.作为本发明优选的方案,所述限位槽与金属球之间构成引线导向槽,所述金属球外径等于管座引线所形成圆直径减去单根引线直径加上0.1mm,所述金属板上的限位槽的外径大于传感器管座上引线形成的圆直径加上单根引线的直径。
14.作为本发明优选的方案,所述金属球与金属板在焊接或者压接完以后,非电镀接触部分刷耐酸碱的绝缘胶,所述金属板可以由激光切割、机械加工或者冲压制作,所述金属板可以排列数百个以上的电镀装置。
15.作为本发明优选的方案,所述电镀板的基面均匀开设有限位孔,所述电镀板的基
面与限位孔对应设置有流水孔。
16.与现有技术相比,本发明的有益效果是:
17.1.本发明中,通过设置的金属板可以由激光切割、机械加工或者冲压制作,金属板可以排列数百个以上的电镀装置,能够实现大批量且高效的生产,通过设置的金属板上装夹产品电镀装置的限位槽和金属球外径形成上下通孔设计,避免产生盲孔设计污染电镀药水,改善产品电镀质量,通过设置的限位槽中3个支撑柱内侧壁形成的圆的直径小于或等于金属球外径,确保金属球焊接或压接时实现居中定位,大大提高了生产装配效率,提高了产品质量的稳定性,通过设置的金属球与金属板在焊接或者压接完以后,非电镀接触部分刷耐酸碱的绝缘胶,减少镀金面积,避免镀金浪费降低产品成本。
18.2.本发明中,通过钢球的导向和接触导电,在可靠接触导电的同时,避免引线碰歪和碰伤引线端面,大大提供了批量生产的生产效率和产品电镀质量,从而降低了生产成本,工装设备简单易于制造,大大降低了设备本身的制造成本,从而降低了传感器生产的总成本,提高传感器的竞争力。
附图说明
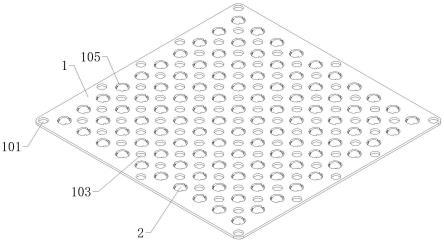
19.图1为本发明的整体主视图;
20.图2为本发明的整体结构示意图;
21.图3为本发明的部分结构示意图;
22.图4为本发明另外一种可以替代金属板的电镀板的结构示意图。
23.图中:1、金属板;101、定位通孔;102、限位槽;103、过水孔;104、支撑柱;105、引线导向槽;2、金属球;3、电镀板;301、限位孔;302、流水孔。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述,附图中给出了本发明的若干实施例,但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
26.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
27.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
28.请参阅图1-3本发明提供一种技术方案:
29.一种传感器管座引线电镀工装设备,包括金属板1或电镀板3,金属板1的端部侧边开设有定位通孔101,金属板1的端部均匀开设有限位槽102,金属板1的端部且位于限位槽102之间开设有过水孔103,金属板1通过限位槽102安装有金属球2。
30.实施例,请参照图1、2和3,限位槽102和过水孔103均开设有多组,过水孔103位于相邻4个限位槽102对角线的交点处开设,限位槽102的内侧壁设置有支撑柱104,支撑柱104设置有3个,金属板1可以由激光切割、机械加工或者冲压制作,金属板1可以排列数百个以上的电镀装置,通过设置的金属板1可以由激光切割、机械加工或者冲压制作,金属板1可以排列数百个以上的电镀装置,能够实现大批量且高效的生产,通过设置的金属板1上装夹产品电镀装置的限位槽102和金属球2外径形成上下通孔设计,避免产生盲孔设计污染电镀药水,改善产品电镀质量,限位槽102中3个支撑柱104内侧壁形成的圆的直径小于或等于金属球2外径,限位槽102与金属球2之间构成引线导向槽105,金属球2外径等于管座引线所形成圆直径减去单根引线直径加上0.1mm,金属板1上的限位槽102的外径大于传感器管座上引线形成的圆直径加上单根引线的直径,金属球2与金属板1在焊接或者压接完以后,非电镀接触部分刷耐酸碱的绝缘胶,通过设置的限位槽102中3个支撑柱104内侧壁形成的圆的直径小于或等于金属球2外径,确保金属球2焊接或压接时实现居中定位,大大提高了生产装配效率,提高了产品质量的稳定性,通过设置的金属球2与金属板1在焊接或者压接完以后,非电镀接触部分刷耐酸碱的绝缘胶,减少镀金面积,避免镀金浪费降低产品成本。
31.实施例,请参照图4,电镀板3的基面均匀开设有限位孔301,电镀板3的基面与限位孔301对应设置有流水孔302,通过设置的限位孔301能够对金属球2进行焊接安装,通过设置的流水孔302能够避免产生盲孔设计污染电镀药水,改善产品电镀质量,此实施例中,电镀板3可以替代实施例一中金属板1,工作原理同实施例一中描述一样。
32.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1