一种蜗轮增压器用装配工装的制作方法
[0001]
本发明涉及汽车部件辅助安装装置技术领域,具体为一种蜗轮增压器用装配工装。
背景技术:
[0002]
蜗轮增压器实际上是一种空气压缩机,作为汽车的一个主要部件,它通过压缩空气来增加进气量,利用发动机排出的废气惯性冲力来推动蜗轮室内的蜗轮,蜗轮又带动同轴的蜗轮叶片,叶轮压送由空气滤清器管道送来的空气,使之增压进入气缸;总体而言,汽车的发动功率的优异程度很大一部分上取决于蜗轮增压器的设计与安装工艺,而蜗轮增压器的工作效果则取决于蜗轮叶片的运转情况;在实际工作条件下,蜗轮叶片的关键零件是轴承;这种根据特殊的工作环境命名的轴承被称为“全浮式轴承”,因为在这种工作情况下其所承受的转速极高,传统的深沟球轴承或滚针轴承无法适用于这种环境;并且特征的全浮式轴承也需保证其润滑效果,如果因油压低导致机油供给缓慢,就会损坏轴承从而导致蜗轮增压器失效;在理论上的安装工艺是不会发生此类故障的,但基于实际情况,工作人员在安装过程中会由于个人因素所导致装载了润滑脂的密封圈与全浮式轴承没能同步装载,导致油压不均,就会产生机油供给缓慢,造成蜗轮叶片运行异常的现象;并且在安装过程中润滑脂可能会由于环境的影响混掺进一些尘土或屑料,在高速的工作环境下对润滑脂的正常降温与润滑效果会产生一定影响,对使用不便;发明专利申请号为cn201510321054.2提供了一种多层次蜗轮蜗杆式风轮叶片调节机构,通过特殊的连接结构进行定位,从而有利于提高装配的精度,而且其操作便捷,可有效的提高装配的效率,但是并未针对蜗轮叶片相较于全浮式轴承以及润滑脂的同时连接以避免油压不均的技术情况进行相关处理,并且也没有针对润滑脂的环境清洁进行处理;针对上述情况,提出一种蜗轮增压器用装配工装。
技术实现要素:
[0003]
本发明的目的在于提供一种蜗轮增压器用装配工装,以解决上述背景技术中提出的问题。
[0004]
为实现上述目的,本发明提供如下技术方案:一种蜗轮增压器用装配工装,包括基座支架、全浮动轴承和蜗轮叶片,所述基座支架的上表面固定连接有两个固定凸台,两个所述固定凸台互相相对的一面滑动连接有固定套筒,所述固定套筒的内侧壁对称一体成型有十二个凸牙,所述固定套筒的上表面焊接有连接架,所述连接架的内侧壁对称开设有十八个凹合槽,所述固定套筒的内侧壁滑动连接有导轨辊,所述导轨辊的后表面固定连接有橡胶气囊,所述蜗轮叶片的外表面卡接有卡钳,所述卡钳的上表面焊接有支架板,所述支架板的上表面固定连接有固定壳体,所述固定壳体的前表面一体成型有导轨杆,所述基座支架的后表面固定连接有连接套筒,所述连接套筒的内侧壁固定连接有固定卡盘,所述固定卡
盘的内侧壁固定连接有六个电动推杆,所述六个电动推杆的输出轴固定连接有连接块,所述连接块的前表面固定连接有推盘,所述推盘的前表面与所述全浮动轴承贴合,所述推盘的前表面设有密封圈,所述密封圈的外表面与所述蜗轮叶片的内侧壁相适配,所述全浮动轴承的外表面与所述蜗轮叶片的内侧壁相适配。
[0005]
作为本技术方案的进一步优选的:所述导轨辊的外表面对称一体成型有十二个轮齿,所述轮齿的外表面与所述凸牙相适配。
[0006]
在前述方案的基础上:所述卡钳的两侧面对称焊接有六个弹簧,所述弹簧的外表面与所述支架板焊接。
[0007]
作为本发明再进一步的方案:所述卡钳的内侧壁对称粘接有两个橡胶垫。
[0008]
进一步的:所述固定壳体的两侧面对称焊接有十四个加强筋,所述加强筋的外表面与所述支架板的上表面焊接。
[0009]
在前述方案的基础上:所述固定壳体的内侧壁固定连接有气泵,所述气泵的出气口与所述橡胶气囊连通。
[0010]
作为本技术方案的进一步优选的:所述导轨杆的上表面一体成型有十八个凸缘,所述凸缘的外表面与所述凹合槽相适配。
[0011]
作为本发明再进一步的方案:所述固定卡盘的内侧壁中部固定连接有注油器,所述注油器的出水口与所述密封圈连通。
[0012]
与现有技术相比,本发明的有益效果是:一、通过固定套筒与导轨辊的配合、连接架与导轨杆的配合实现对不同型号、不同尺寸的蜗轮叶片的定位,并且通过支架板与卡钳之间的配合可以实现对不同尺寸的蜗轮叶片的加持固定;二、利用橡胶气囊与推盘之间的配合可以预先通过抽气泵将蜗轮叶片内部可能存在的杂质抽出,防止影响润滑脂的质量;同时利用六个电动推杆带动推盘将预先由注油器装载于密封圈上的润滑脂以及全浮动轴承推入安装进蜗轮叶片的内侧壁,保证了油压均匀,避免损坏轴承从而导致蜗轮增压器失效。
附图说明
[0013]
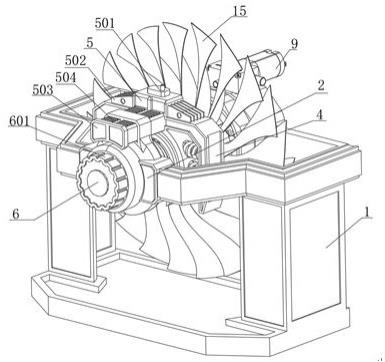
图1为本发明的立体结构示意图;图2为本发明的立体后部视角结构示意图;图3为本发明的支架板立体结构示意图;图4为本发明的连接架立体结构示意图;图5为本发明的导轨辊立体结构示意图;图6为本发明的连接套筒立体结构示意图;图7为本发明的推盘立体结构示意图;图8为本发明的蜗轮叶片立体结构示意图。
[0014]
图中:1、基座支架;2、固定套筒;201、固定凸台;202、凸牙;3、连接架;301、凹合槽;4、支架板;401、卡钳;402、橡胶垫;403、弹簧;5、固定壳体;501、气泵;502、加强筋;503、导轨杆;504、凸缘;6、导轨辊;601、轮齿;602、橡胶气囊;7、连接套筒;8、注油器;9、抽气泵;10、固定卡盘;11、电动推杆;1101、连接块;12、推盘;13、密封圈;14、全浮动轴承;15、蜗轮叶片。
具体实施方式
[0015]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0016]
实施例1请参阅图1-8,本发明提供一种技术方案:一种蜗轮增压器用装配工装,包括基座支架1、全浮动轴承14和蜗轮叶片15,基座支架1的上表面固定连接有两个固定凸台201,两个固定凸台201互相相对的一面滑动连接有固定套筒2,固定套筒2的内侧壁对称一体成型有十二个凸牙202,固定套筒2的上表面焊接有连接架3,连接架3的内侧壁对称开设有十八个凹合槽301,固定套筒2的内侧壁滑动连接有导轨辊6,导轨辊6的后表面固定连接有橡胶气囊602,蜗轮叶片15的外表面卡接有卡钳401,卡钳401的上表面焊接有支架板4,支架板4的上表面固定连接有固定壳体5,固定壳体5的前表面一体成型有导轨杆503,基座支架1的后表面固定连接有连接套筒7,连接套筒7的内侧壁固定连接有固定卡盘10,固定卡盘10的内侧壁固定连接有六个电动推杆11,六个电动推杆11的输出轴固定连接有连接块1101,连接块1101的前表面固定连接有推盘12,推盘12的前表面与全浮动轴承14贴合,推盘12的前表面设有密封圈13,密封圈13的外表面与蜗轮叶片15的内侧壁相适配,全浮动轴承14的外表面与蜗轮叶片15的内侧壁相适配。
[0017]
还需要说明的是,导轨辊6的外表面对称一体成型有十二个轮齿601,轮齿601的外表面与凸牙202相适配;卡钳401的两侧面对称焊接有六个弹簧403,弹簧403的外表面与支架板4焊接;卡钳401的内侧壁对称粘接有两个橡胶垫402;通过导轨辊6的轮齿601配合固定套筒2的凸牙202,在装载蜗轮叶片15前取下,腾出预留空间后将蜗轮叶片15放置于基座支架1的内部;通过导轨辊6的轮齿601配合固定套筒2的凸牙202重新装载,插入蜗轮叶片15的内侧壁;卡钳401在承受来自蜗轮叶片15的压力后会带动弹簧403进行压缩,自身也发生形变,随后配合于其内部的环形内,通过弹簧403的复位进行卡接。
[0018]
实施例2本发明还提供了与实施例一所不同的一种实施例,与实施例一不同的是:卡钳401的内侧壁对称粘接有两个橡胶垫402;橡胶垫402在卡钳401卡接于蜗轮叶片15时会进行填补空隙,紧密配合的同时也防止卡钳401刮划蜗轮叶片15,固定壳体5的两侧面对称焊接有十四个加强筋502,加强筋502的外表面与支架板4的上表面焊接;加强筋502可以加大:固定壳体5承受上部载荷的能力,防止金属表皮产生疲劳裂纹的现象,固定壳体5的内侧壁固定连接有气泵501,气泵501的出气口与橡胶气囊602连通;气泵501对橡胶气囊602进行充气,填补蜗轮叶片15的内侧壁进行进一步地固定,导轨杆503的上表面一体成型有十八个凸缘504,凸缘504的外表面与凹合槽301相适配;导轨杆503通过凸缘504配合连接架3的凹合槽301进行互相配合有级调节,在装载蜗轮叶片15前取下,腾出预留空间后将蜗轮叶片15放置于基座支架1的内部;后续通过导轨杆503与连接架3的配合将固定套筒2重新安装归位,并且通过连接架3的凹合槽301配合固定套筒2的凸牙202进行有级调节,固定卡盘10的内侧壁中部固定连接有注油器8,注油器8的出水口与密封圈13连通;注油器8将润滑脂打入密封圈13,此时密封圈13与全浮动轴承14是处于同一位置的,启动电动推杆11带动推盘
12以及连接块1101进行进给运动,带动密封圈13与全浮动轴承14同时装入蜗轮叶片15的内侧壁,在六组电动推杆11挤压的作用下不同角度的润滑脂在密封圈13内部会自行填补换位,实现每一个角度的油压均衡。
[0019]
本实施例中,具体的:气泵501的具体型号为pyp030,抽气泵9的具体型号为kykapm50,电动推杆11的具体型号为dp28/500,此气泵、抽气泵和电动推杆均为市面上直接购买的本领域技术人员的公知设备,在这里我们只是对其进行使用,并未对其进行结构和功能上的改进,在此我们不再详细赘述,且电机设置有与其配套的控制开关,控制开关的安装位置根据实际使用需求进行选择,便于操作人员进行操作控制。
[0020]
工作原理或者结构原理:首先将导轨辊6从固定套筒2内部抽出,并通过导轨杆503与连接架3的配合将固定套筒2取下,腾出预留空间后将蜗轮叶片15放置于基座支架1的内部,并将蜗轮叶片15的中轴所开设的筒型壳体卡接于卡钳401,卡钳401在承受来自蜗轮叶片15的压力后会带动弹簧403进行压缩,自身也发生形变,随后配合于其内部的环形内,通过弹簧403的复位进行卡接,在此期间由橡胶垫402进行填补空隙,紧密配合的同时也防止卡钳401刮划蜗轮叶片15;随后通过导轨杆503与连接架3的配合将固定套筒2重新安装归位,并且通过连接架3的凹合槽301配合固定套筒2的凸牙202进行有级调节,上述步骤内的所有结构可以适应不同型号的不同尺寸的蜗轮叶片15,以满足加工不同蜗轮叶片15的通用性需求,随后通过导轨辊6的轮齿601配合固定套筒2的凸牙202重新装载,插入蜗轮叶片15的内侧壁,随后启动气泵501对橡胶气囊602进行充气,填补蜗轮叶片15的内侧壁进行进一步地固定,随后通过后部的连接套筒7上的抽气泵9将蜗轮叶片15可能存在的杂质抽出,防止影响润滑脂的质量;随后通过注油器8将润滑脂打入密封圈13,此时密封圈13与全浮动轴承14是处于同一位置的,启动电动推杆11带动推盘12以及连接块1101进行进给运动,带动密封圈13与全浮动轴承14同时装入蜗轮叶片15的内侧壁,在六组电动推杆11挤压的作用下不同角度的润滑脂在密封圈13内部会自行填补换位,实现每一个角度的油压均衡,避免损坏轴承从而导致蜗轮增压器失效。
[0021]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1