涡旋部件、压缩机构及涡旋压缩机的制作方法
1.本实用新型涉及一种涡旋部件,特别地,本实用新型涉及一种具有防呆特征的涡旋部件。另外,本实用新型还涉及包括该涡旋部件的压缩机构以及包括该压缩机构的涡旋压缩机。
背景技术:
2.涡旋压缩机包括由动涡旋和定涡旋构成的压缩机构。动涡旋和定涡旋分别包括端板和沿相反的型线方向(顺时针和逆时针)展开的涡卷叶片,两者相互啮合以在动涡旋和定涡旋之间限定出多个压缩腔。其中,涡卷叶片的稍端需要安装叶端密封件以对各压缩腔进行密封。具体地,涡卷叶片的稍端端面上设有大致沿着型线延伸的密封槽,叶端密封件插置在一个涡旋的密封槽中,叶端密封件通常具有倒梯形横截面,其短边面位于该涡旋的密封槽内,其长边面则与另一涡旋的端板之间形成密封面。
3.另外,叶端密封件例如通过注塑形成,由于模具上设有方便脱模的顶针,因此叶端密封件的短边面会产生凹陷的顶针痕迹。
4.在装配叶端密封件的过程中,可能会将定涡旋的叶端密封件安装到动涡旋的涡卷叶片的密封槽中,或者反之。在这种错误装配的情况下,叶端密封件的长边面位于在密封槽内,而短边面与涡旋端板接触并形成密封面。由于叶端密封件的倒梯形形状,短边面面积小于长边面面积,再加上短边面上的顶针痕迹,使得密封面面积明显减小,容易引起叶端密封件的磨损、内漏和性能下降。
5.因此,需要一种针对动涡旋和定涡旋的的叶端密封件的装配防呆设计,从而有效避免动涡旋和定涡旋的叶端密封件在装配时发生混用的问题。
技术实现要素:
6.在本部分中提供本实用新型的总体概要,而不是本实用新型完全范围或本实用新型所有特征的全面公开。
7.本实用新型的目的之一是提供一种涡旋部件、包括该涡旋部件的压缩机构以及包括该压缩机构的涡旋压缩机,该涡旋部件的叶端密封件和叶端密封件所插置的涡卷叶片的密封槽上具有防呆特征,从而有效避免叶端密封件的错误装配。
8.本实用新型的另一目的是提供一种涡旋部件、包括该涡旋部件的压缩机构以及包括该压缩机构的涡旋压缩机,该涡旋部件的叶端密封件和叶端密封件所插置的涡卷叶片的密封槽上具有防呆特征,并且该防呆特征容易加工制造、位置设计自由、成本低廉。
9.根据本实用新型的一方面,提供了一种涡旋部件,涡旋部件包括端板、从端板的一侧延伸的涡卷叶片以及叶端密封件,涡卷叶片包括涡卷端面,在涡卷端面处形成有密封槽,叶端密封件插置在密封槽中,其中,密封槽包括具有第一深度且大致沿着涡卷叶片的型线延伸的第一凹槽部以及具有第二深度的第二凹槽部,第一深度大于第二深度,叶端密封件包括特征部和大致沿着型线延伸的主体部,特征部形成在与第二凹槽部相对应的位置处,
特征部和第二凹槽部构造成使得:在组装涡旋部件时,在叶端密封件与涡卷叶片正确装配的情况下,主体部能够布置在第一凹槽部中并且特征部能够布置在第二凹槽部中,使得叶端密封件处于预定工作位置,而在叶端密封件与涡卷叶片错误装配的情况下,主体部从涡卷端面异常突出从而能够识别出错误装配。
10.可选地,主体部包括面向密封槽的底部的第一端面、与第一端面相反的用作密封面的第二端面以及在第一端面与第二端面之间延伸的侧面,特征部构造为从侧面凸出。
11.可选地,特征部从第二端面开始朝向第一端面延伸预定距离,该预定距离小于第一端面与第二端面之间的距离。
12.可选地,特征部与主体部一体地或分体地形成。
13.可选地,主体部沿着型线从内向外延伸从而侧面包括相对于主体部的延伸方向的左侧面、右侧面、内端面和外端面,以及特征部为一个或多个,特征部从左侧面、右侧面、内端面和/或外端面凸出。
14.可选地,特征部构造为从主体部的外端部处的左侧面或右侧面凸出的特征部,该特征部和相应的第二凹槽部呈沿涡旋部件的轴向方向观察时的半圆形。
15.可选地,主体部包括面向密封槽的底部的第一端面、与第一端面相反的用作密封面的第二端面以及在第一端面与第二端面之间延伸的侧面,在主体部中设置有从第一端面朝向第二端面凹入的凹部,从而在主体部的与凹部相对应的位置处形成厚度减小部,厚度减小部构成特征部。
16.可选地,主体部沿着型线从内向外延伸从而主体部包括相对于主体部的延伸方向的左侧部、右侧部、内端部和外端部,以及凹部和相应的特征部为一组或多组,凹部和相应的特征部构造为:设置在左侧部处的朝向左侧敞开的凹口和相应的厚度减小部、设置在右侧部处的朝向右侧敞开的凹口和相应的厚度减小部、设置在内端部处的朝向内端侧敞开的凹口和相应的厚度减小部、设置在外端部处的朝向外端侧敞开的凹口和相应的厚度减小部、横向地贯穿主体部的槽口和相应的厚度减小部、和/或被主体部包围的盲孔和相应的厚度减小部。
17.可选地,在第一凹槽部中在与凹部相对应的位置处设置有从第一凹槽部的底部突出的突部,由此在第一凹槽部中形成第二凹槽部。
18.根据本实用新型的另一方面,提供了一种涡旋部件,涡旋部件包括端板、从端板的一侧延伸的涡卷叶片以及叶端密封件,涡卷叶片包括涡卷端面,在涡卷端面处形成有密封槽,叶端密封件插置在密封槽中,其中,密封槽包括具有第一深度且大致沿着涡卷叶片的型线延伸的第一凹槽部和具有第二深度的第二凹槽部,第一深度小于第二深度,叶端密封件包括特征部和主体部,特征部形成在与第二凹槽部相对应的位置处,其中,主体部大致沿着型线从内向外延伸从而主体部包括相对于主体部的延伸方向的内端部和外端部,特征部形成在主体部的非内端部和非外端部的位置处,特征部和第二凹槽部构造成使得:在组装涡旋部件时,在叶端密封件与涡卷叶片正确装配的情况下,主体部能够布置在第一凹槽部中并且特征部能够布置在第二凹槽部中,使得叶端密封件处于预定工作位置,而在叶端密封件与涡卷叶片错误装配的情况下,特征部从涡卷端面突出从而能够识别出错误装配。
19.可选地,特征部为一个或更多个,并且/或者,特征部与主体部一体地或分体地形成。
20.可选地,主体部构造为具有横截面呈大致梯形的形状,并且主体部的用作密封面的第二端面的宽度大于主体部的面向密封槽的底部的第一端面的宽度。
21.根据本实用新型的又一方面,提供了一种压缩机构,压缩机构包括定涡旋部件和动涡旋部件,其中,定涡旋部件和/或动涡旋部件构造为如上所述的涡旋部件。
22.根据本实用新型的又一方面,提供了一种涡旋压缩机,其中,涡旋压缩机包括如上所述的压缩机构。
23.总体上,根据本实用新型的涡旋部件、包括该涡旋部件的压缩机构以及包括该压缩机构的涡旋压缩机至少带来以下有益效果之一:由于涡旋部件的叶端密封件和叶端密封件所插置的涡卷叶片的密封槽上具有防呆特征,容易在装配过程中发现动涡旋和定涡旋的叶端密封件发生混装的问题并及时纠正;由于防呆特征实施为凹槽特征或凸起特征,容易加工制造,从而降低了生产成本;由于防呆特征可以设置在叶端密封件和密封槽的在型线方向上的任意区段中,设计灵活自由,适用范围广。
附图说明
24.通过以下参照附图的描述,本实用新型的一个或多个实施方式的特征和优点将变得更加容易理解。这里所提供的附图仅是出于说明目的而并非意图以任何方式限制本实用新型的范围。附图并非按比例绘制,而是可以放大或缩小一些特征以显示特定部件的细节。在附图中:
25.图1是根据本实用新型的第一实施方式的压缩机构的局部纵剖视图;
26.图2a和图2b分别是图1中的细节a与细节b的放大示意图;
27.图3是根据本实用新型的第一实施方式的叶端密封件的主体部的截面示意图;
28.图4a和图4b分别是根据对比示例的压缩机构的叶端密封件在错误装配的情况下的局部细节放大图,其中,定涡旋的叶端密封件安装在动涡旋的密封槽中,而动涡旋的叶端密封件安装在定涡旋的密封槽中;
29.图5a是根据本实用新型的第一实施方式的叶端密封件的立体示意图;
30.图5b是图5a中的细节c的放大示意图;
31.图6a是根据本实用新型的第一实施方式的动涡旋的立体示意图;
32.图6b是图6a中的细节d的放大示意图;
33.图7a和图7b分别是根据本实用新型的第一实施方式的在叶端密封件正确装配和错误装配的情况下的立体示意图;
34.图8是根据本实用新型的第二实施方式的叶端密封件的局部立体示意图;
35.图9是根据本实用新型的第二实施方式的密封槽的局部立体示意图;
36.图10a和图10b分别是根据本实用新型的第二实施方式的在叶端密封件正确装配和错误装配的情况下的立体示意图;
37.图11是根据本实用新型的第三实施方式的叶端密封件的局部立体示意图;
38.图12是根据本实用新型的第三实施方式的密封槽的局部立体示意图;以及
39.图13a和图13b分别是根据本实用新型的第三实施方式的在叶端密封件正确装配和错误装配的情况下的立体示意图。
具体实施方式
40.下面将参照附图对本实用新型的优选实施方式进行描述,该描述仅仅是示例性的,而不构成对本实用新型及其应用的限制。
41.根据本实用新型的第一实施方式的涡旋压缩机主要包括壳体、压缩机构100以及用于驱动压缩机构100的驱动轴、马达等。参见图1,压缩机构100包括定涡旋部件10(在下文中也称为定涡旋10)和动涡旋部件20(在下文中也称为动涡旋20)。定涡旋10包括定涡旋端板12和从定涡旋端板12的一侧向下延伸的螺旋形的涡卷叶片14。动涡旋20包括动涡旋端板22和从动涡旋端板22的一侧向上延伸的螺旋形的涡卷叶片24。定涡旋10的涡卷叶片14与动涡旋20的涡卷叶片24彼此啮合,从而在它们之间形成一系列体积在从径向外侧向径向内侧逐渐减小的移动的压缩腔c,从而实现对工作流体的压缩。
42.为了实现工作流体的压缩,定涡旋10和动涡旋20之间需要有效密封。
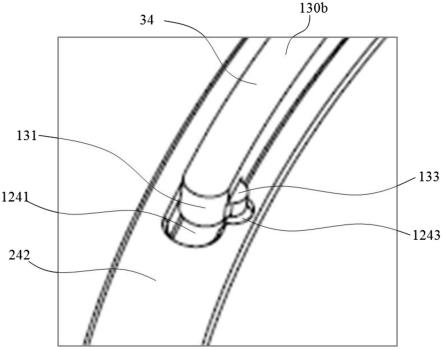
43.在涡旋压缩机正常运行时,一方面,定涡旋10的涡卷叶片14的侧表面与动涡旋20的涡卷叶片24的侧表面之间需要径向密封。二者之间的这种径向密封通常借助于动涡旋20在运转过程中的离心力以及驱动轴提供的驱动力来实现。另一方面,定涡旋10的涡卷叶片14的稍端与动涡旋20的端板22之间以及动涡旋20的涡卷叶片24的稍端与定涡旋10的端板12之间需要轴向密封。为此,如图2a和图2b所示,动涡旋20的涡卷叶片24的稍端形成有从动涡旋的涡卷端面242朝向动涡旋端板22凹入的密封槽1244,在该密封槽1244内插置有叶端密封件130a。叶端密封件130a的一个端面布置在密封槽1244内,而相反的另一个端面能够与定涡旋端板12的面向压缩腔c的表面122接触从而形成密封。类似地,定涡旋10的涡卷叶片14的稍端形成有从定涡旋的涡卷端面142朝向定涡旋端板12凹入的密封槽1144,在该密封槽1144内插置有叶端密封件130b。叶端密封件130b的一个端面布置在密封槽1144内,而相反的另一个端面能够与动涡旋端板22的面向压缩腔c的表面222接触从而形成密封。
44.本领域技术人员可以理解,动涡旋的叶端密封件和定涡旋的叶端密封件具有基本相同的结构,两者的区别主要在于:由于动涡旋的涡卷叶片的型线例如构造为沿着逆时针方向展开的渐开线,而定涡旋的涡卷叶片的型线则例如构造为沿着顺时针方向展开的渐开线,因此动涡旋的叶端密封件与定涡旋的叶端密封件沿着大致相反的型线方向延伸。因此,在叶端密封件装配到密封槽的过程中容易发生混装,即将动涡旋的叶端密封件装配到定涡旋的密封槽中,而将定涡旋的叶端密封件装配到动涡旋中。
45.为了避免叶端密封件发生混装,根据本实用新型的叶端密封件和密封槽还具有防呆特征。下面以动涡旋部件为例对根据本实用新型的防呆特征进行具体说明。本领域技术人员可以理解的是,动涡旋部件上的防呆特征同样也适用于定涡旋部件。
46.图5a和图5b示出了根据本实用新型的第一实施方式的动涡旋的叶端密封件130a。叶端密封件130a包括大致沿着涡卷叶片的型线延伸的主体部131和从主体部131凸出的特征部133。特征部133可以与主体部131一体地形成,也可以分体形成再进行连接安装。主体部131具有包括待被装入密封槽内而面向密封槽的底部的第一端面34、与该第一端面34相反的用作密封面的第二端面32以及在第一端面34与第二端面32之间延伸的侧面36。主体部131沿着型线从内向外延伸从而侧面36包括相对于主体部131的延伸方向的左侧面、右侧面、内端面和外端面。特征部133从主体部131的侧面36凸出,并且从第二端面32朝向第一端面34延伸预定距离,该预定距离小于第一端面34与第二端面32之间的距离。也就是说,特征
部133从第二端面开始延伸并且特征部133的在轴向方向上的高度小于主体部131的在轴向方向上的高度,从而使得特征部133的上表面与主体部131的第一端面34共同构成密封面,既能够方便加工制造,又能够增加密封面积。
47.图3示出了叶端密封件130a的主体部131的截面示意图。主体部131构造为具有大致梯形形状的(横)截面。叶端密封件130a通过例如注塑方式制造,并沿着如图3中的箭头所示的拔模方向脱模而成。主体部131的第一端面34构造为与其倒梯形截面的短边相对应的端面,主体部131的第二端面32和与其倒梯形截面的长边相对应的端面,即第二端面32的宽度大于第一端面34的宽度,从而便于脱模且增加密封面积。为了进一步方便脱模,通常在模具上还设有顶针,由此在叶端密封件130a脱模后会在第一端面34上留下顶针造成的凹痕38。
48.图6a和图6b示出了根据本实用新型的第一实施方式的动涡旋20的示意图。用于容纳叶端密封件130a的密封槽1244形成在动涡旋20的涡卷叶片24的涡卷端面242上。密封槽1244包括具有第一深度的第一凹槽部1241和具有第二深度的第二凹槽部1243,其中第一深度大于第二深度。第一凹槽部1241大致沿着涡卷叶片24的型线延伸(但不是必须在整个涡卷叶片24的型线上延伸)。第一凹槽部1241和第二凹槽部1243的位置分别与叶端密封件130a的主体部131和特征部133的位置相对应,使得在叶端密封件与涡卷叶片正确装配的情况下(即动涡旋的叶端密封件130a装配到动涡旋的涡卷叶片24的密封槽1244中,而定涡旋的叶端密封件130b装配到定涡旋的涡卷叶片14的密封槽1144中),叶端密封件130a的主体部131能够布置在第一凹槽部1241中,而叶端密封件130a的特征部133能够布置在第二凹槽部1243中,使得叶端密封件130a处于预定工作位置中,如图7a所示。叶端密封件的预定工作位置是指在涡旋压缩机的运行过程中叶端密封件能够正常工作的位置。例如,在叶端密封件的装配过程中,在叶端密封件与涡卷叶片正确装配的情况下,叶端密封件130a可以完全容纳在密封槽1244中,即主体部131的第二端面32与特征部133的顶表面可以低于涡卷叶片24的涡卷端面242或者与涡卷端面242持平。在这种情况下,在涡旋压缩机的运行过程中,叶端密封件130a能够在密封槽1244内轻微地轴向浮动,从而使得主体部131的第二端面32与特征部133的顶表面凸出至涡卷端面242外而与定涡旋端板12的表面122接触以形成密封。替代性地,在叶端密封件的装配过程中,在叶端密封件与涡卷叶片正确装配的情况下,叶端密封件130a可以凸出至密封槽1244外,即主体部131的第二端面32与特征部133的顶表面可以略高于涡卷叶片24的涡卷端面242。在这种情况下,在涡旋压缩机的运行过程中,叶端密封件130a的主体部131的第二端面32与特征部133的顶表面可以直接与定涡旋端板12的表面122接触而形成密封。
49.下面将参照图2a、图2b和图4a、图4b对叶端密封件与涡卷叶片正确装配及错误装配的不同情况进行说明。如图2a和图2b所示的叶端密封件与涡卷叶片正确装配的情况,叶端密封件130a、130b的第二端面32分别与定涡旋端板12和动涡旋端板22形成密封,而叶端密封件130a、130b的第一端面34则各自位于相应的密封槽1244、1144内。由于第二端面32的面积大于第一端面34的面积,因此由第二端面32形成的密封面较大,密封效果更好。另外由于第二端面32在拔模方向上更加远离模具,因此不带有顶针造成的凹痕并且更加平整,不仅使得叶端密封件的密封效果更好,而且不易磨损和内漏、使用寿命更长。
50.在对比示例中,如图4a和图4b所示,在叶端密封件30a、30b与涡卷叶片14、24错误
装配的情况下(即定涡旋的叶端密封件30b装配到动涡旋的涡卷叶片24的密封槽244中,而动涡旋的叶端密封件30a装配到定涡旋的涡卷叶片14的密封槽144中),叶端密封件30a、30b的第一端面34分别与定涡旋端板12和动涡旋端板22形成密封,而叶端密封件30a、30b的第二端面32则各自位于相应的密封槽244、144内。由于第一端面34的面积本身就小于第二端面32的面积,因此由第一端面34形成的密封面较小,密封效果较差。另外由于第一端面34还带有顶针造成的凹痕38,使得密封面进一步减小,不仅使得叶端密封件的密封效果进一步降低,而且容易磨损和内漏、减少叶端密封件的使用寿命。
51.根据本实用新型的第一实施方式采用叶端密封件的特征部133和涡卷叶片24的密封槽1244的第二凹槽部1243相配合的防呆设计,能够保证在生产线上容易地发现错误装配的叶端密封件并及时进行纠正,从而避免产生上述劣化效果。如图7b所示,在将定涡旋的叶端密封件130b装配到动涡旋的密封槽1244中的情况下,叶端密封件130b的特征部133能够布置在第二凹槽部1243中,但叶端密封件130b的主体部131不能装配到第一凹槽部1241的底部,相反,主体部131从涡卷端面242异常突出,使得该错误装配的情况被容易地识别出。另一方面,叶端密封件的特征部133容易在模具中实现(尤其在特征部与主体部一体形成的情况下),而涡卷叶片24的第二凹槽部1243也十分容易加工,因此,该防呆设计不会造成生产工艺的复杂化和生产成本的增加。
52.为了保证在错误装配的情况下主体部131从涡卷端面242凸出的明显性,本领域技术人员容易理解的是,主体部131在轴向上的高度应远大于第二凹槽部1243的第二深度。优选地,主体部131的形状和尺寸与第一凹槽部1241的形状和尺寸相匹配,特征部133的形状和尺寸与第二凹槽部1243的形状和尺寸相匹配,使得装配更加简单、加工更加容易。例如,特征部133和第二凹槽部1243的可以构造为从涡旋部件的轴向方向观察时的圆形或半圆形,从而方便加工制造。
53.另外,优选地,特征部133构造成从主体部131的外端部处的左侧面和/或右侧面凸出(如图7a所示),从而获得易于装配、防呆效果显著的优点,但本领域技术人员可以理解的是,特征部133还可以形成为从主体部131的内端面和/或外端面凸出。另外,特征部133不限于设置在主体部131的外端部处,还可以设置在主体部131的在主体部131的延伸方向上的任意区段中,从而能够满足涡卷叶片的灵活设计要求,进一步提高适用范围。
54.图8和图9分别示出了根据本实用新型的第二实施方式的叶端密封件230a和密封槽2244。其中,根据本实用新型的第二实施方式的叶端密封件230a和密封槽2244与第一实施方式中叶端密封件130a和密封槽1244的基本结构和设置均类似,在此不再赘述。区别在于,叶端密封件230a的特征部233通过主体部231的第一端面34朝向第二端面32凹入而形成。也就是说,主体部231包括从第一端面34朝向第二端面32凹入的凹部235,从而在主体部231中在与该凹部235相对应的位置处形成有厚度减小部,该厚度减小部构成特征部233。特征部233的顶表面由主体部230a的第二端面32的一部分构成,特征部233的底表面限定凹部235。换句话说,特征部233在主体部231的延伸方向上与主体部231对准。
55.相应地,用于容纳叶端密封件230a的密封槽2244包括具有第一深度的第一凹槽部2241和具有第二深度的第二凹槽部2243,其中第一深度大于第二深度。第一凹槽部2241和第二凹槽部2243的位置分别与叶端密封件230a的主体部231和特征部233的位置相对应。换句话说,第一凹槽部2241在与叶端密封件230a的凹部235相对应的位置处设置有从第一凹
槽部2241的底部突出的突部,由此在第一凹槽部2241中形成第二凹槽部2243。因此,在叶端密封件与涡卷叶片正确装配的情况下(即动涡旋的叶端密封件230a装配到动涡旋的涡卷叶片24的密封槽2244中,而定涡旋的叶端密封件230b装配到定涡旋的涡卷叶片14的密封槽中),叶端密封件230a的主体部231能够布置在第一凹槽部2241中,而叶端密封件230a的特征部233能够布置在第二凹槽部2243中,使得叶端密封件230a处于预定工作位置,如图10a所示。
56.在叶端密封件与涡卷叶片错误装配的情况下(即将定涡旋的叶端密封件230b装配到动涡旋的密封槽2244中的情况下),如图10b所示,叶端密封件230b的特征部233能够布置在第二凹槽部2243中,但叶端密封件230b的主体部231不能装配到第一凹槽部2241的底部,相反,主体部231从涡卷端面242异常突出,使得该错误装配的情况被容易地识别出,获得与第一实施方式类似的效果。另一方面,叶端密封件的特征部233直接通过设有凹部的主体部形成,用料更加节省,成本更加低廉。叶端密封件的特征部233容易在模具中实现或者对脱模后的叶端密封件再加工而实现,涡卷叶片24的第二凹槽部2243也十分容易加工,因此生产工艺简单、装配容易。
57.本领域技术人员可以理解的是,主体部231沿着型线从内向外延伸从而主体部231包括相对于主体部231的延伸方向的左侧部、右侧部、内端部和外端部。虽然在图中示出为凹部235和相应的特征部233构造为设置主体部231的外端部处朝向外端侧敞开的凹口和相应的厚度减小部,但是凹部235和相应的特征部233也可以构造为设置在主体部231的左侧部处的朝向左侧敞开的凹口和相应的厚度减小部、设置在主体部231的右侧部处的朝向右侧敞开的凹口和相应的厚度减小部、设置在主体部231的内端部处的朝向内端侧敞开的凹口和相应的厚度减小部、横向地贯穿主体部231的槽口和相应的厚度减小部、和/或被主体部包围的盲孔和相应的厚度减小部。
58.图11和图12分别示出了根据本实用新型的第三实施方式的叶端密封件330a和密封槽3244。其中,根据本实用新型的第三实施方式的叶端密封件330a和密封槽3244与第一实施方式中叶端密封件130a和密封槽1244的基本结构和设置均类似,在此不再赘述。区别在于,叶端密封件330a的包括具有第一高度的特征部333和具有第二高度的主体部331,其中第一高度大于第二高度。特征部333可以通过主体部331的第一端面34朝向远离第二端面32的方向延伸预定距离而与主体部331一体地形成,也可以与主体部331分体形成而固定连接至主体部331。相应地,用于容纳叶端密封件330a的密封槽3244包括具有第一深度的第一凹槽部3241和具有第二深度的第二凹槽部3243,其中第一深度小于第二深度。第一凹槽部3241和第二凹槽部3243的位置分别与叶端密封件330a的主体部331和特征部333的位置相对应,从而使得在叶端密封件与涡卷叶片正确装配的情况下(即动涡旋的叶端密封件330a装配到动涡旋的涡卷叶片34的密封槽3244中,而定涡旋的叶端密封件330b装配到定涡旋的涡卷叶片14的密封槽中),叶端密封件330a的主体部331能够布置在第一凹槽部3241中,而叶端密封件230a的特征部333能够布置在第二凹槽部3243中,使得叶端密封件330a处于预定工作位置,如图13a所示。
59.在叶端密封件与涡卷叶片错误装配的情况下(即将定涡旋的叶端密封件330b装配到动涡旋的密封槽3244中的情况下),如图13b所示,叶端密封件330b的主体部331能够容纳在第一凹槽部3241中,但叶端密封件330b的特征部333不能装配到第二凹槽部3243的底部,
相反,特征部333从涡卷端面242突出,使得该错误装配的情况被容易地识别出,从而获得与第一实施方式类似的效果。另一方面,叶端密封件的特征部333通过分体形成,例如可以通过在现有的叶端密封件上加装销柱而获得根据本实用新型的具备特征部333的叶端密封件,因此适用范围更广。叶端密封件的特征部233同样容易在模具中实现或者对脱模后的叶端密封件再加工而实现,涡卷叶片24的第二凹槽部2243也十分容易加工,因此生产工艺简单、装配容易。
60.另外,需要说明的是,虽然在图中示出了特征部333设置在主体部331的在主体部331的延伸方向上的内端部或外端部中。但本领域技术人员可以理解的是,特征部333可以设置在主体部331的在主体部131的延伸方向上的非内端部和外端部的位置处,从而得到附加地易于安装和固定、防止叶端密封件脱离涡卷叶片的效果。
61.附图仅示出了在本实用新型的构思下的三种示例性实施方式。本领域技术人员可以理解的是,本实用新型并不局限于以上描述的示例性实施方式,还包括以上描述的各种示例的变形或组合。例如,特征部可以构造为一个或更多个,特征部以及相应的第二凹槽的横截面形状可以不同,只要特征部在正确装配的情况下能够容纳在第二凹槽中即可。
62.尽管在此已详细描述本实用新型的各种实施方式,但是应该理解本实用新型并不局限于这里详细描述和示出的具体实施方式,在不偏离本实用新型的实质和范围的情况下可由本领域的技术人员实现其它的变型和变体。所有这些变型和变体都落入本实用新型的范围内。而且,所有在此描述的构件都可以由其他技术性上等同的构件来代替。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1