具有柱体区域和轴向突出区域的部件以及制造该部件的方法与流程
[0001]
本发明涉及一种具有旋转对称区域和加工面的部件、一种减速电机以及一种用于由坯件制造该部件的方法。
背景技术:
[0002]
通常已知的是,在坯件上借助于铣削加工制造平坦的表面。作为接下来的制造方法步骤来进行去毛刺。
技术实现要素:
[0003]
因此,本发明的目的在于,实现部件的简单制造。
[0004]
根据本发明通过根据权利要求1所述特征的部件、根据权利要求6的所述特征的减速电机,以及根据权利要求7所述特征的方法来实现该目的。
[0005]
对于部件,本发明的重要特征在于,该部件被设计具有旋转对称的区域和加工面;
[0006]
其中,所述加工面被设计为平坦的;
[0007]
其中,所述加工面的法线方向与旋转对称区域的对称轴线、尤其是旋转轴线平行地取向;
[0008]
其中,所述部件具有尤其是关于对称轴线在周向方向上环绕的环形槽口,
[0009]-所述环形槽口在被加工面覆盖的周向角区域中是不完整的,尤其是所述环形槽口一直被去除至环形槽口的槽底处;
[0010]-所述环形槽口在没有被加工面覆盖的周向角区域中是完整的;
[0011]
尤其是其中,所述加工面邻接于环形槽口和/或通到环形槽口中。
[0012]
在此有利的是,在首先进行车削加工之后能够制造环形槽口并且之后能够制造加工面。以这种方式无需额外费用,因为在车削加工时能够制造环形槽口,即在同一夹紧装置中、尤其是借助于同一工具就已经能够制造环形槽口。
[0013]
因此,通过在铣削加工之前进行车削加工时在部件中加工出环形槽口,能够省去最后的去毛刺。因为由此滑行边缘在加工面处不太尖锐并且因此防止或至少如此较多地减少了毛刺的形成,使得不再必须进行后续的去毛刺。
[0014]
在一种有利的设计方案中,所述面被布置在环形槽口所覆盖的轴向位置上。在此有利的是,在铣刀滑行时在该面上防止了毛刺的形成并且因此能够省去后续的去毛刺。
[0015]
在一种有利的设计方案中,在旋转对称的区域上成型有轴向突出区域,其中,在旋转对称的区域与轴向突出区域之间布置着环形槽口的区域;尤其是其中,旋转对称的区域所覆盖的径向距离区域被包含在或包围在轴向突出区域所覆盖的径向距离区域中。在此有利的是,爪齿区域/牙嵌区域可借助于铣削由整件加工出来并且尽管如此仍可省掉去毛刺。
[0016]
在一种有利的设计方案中,所述部件是牙嵌式离合器部件/爪齿联接器部件,
[0017]
其中,轴向突出区域是爪齿区域,
[0018]
其中,旋转对称的区域是柱体区域或空心柱体区域。在此有利的是,在爪齿区域之
间借助于铣削能够制造自由空间,并且加工面可借助于铣削、拉削、锻造和/或拉拔制造,加工面的法线方向与对称轴线、尤其是旋转轴线平行地取向。
[0019]
在此额外有利的是,环形槽口对于沿着离合器部件轴向流动的油起到离心边缘的作用。因为离合器部件优选布置在至少部分地填充有润滑油的减速器和驱动该减速器的电机之间。因此,如此形成的减速电机包括带有润滑油的减速器和无油地运行的电机。如果润滑油在减速器的输入侧的轴密封圈上泄漏时溢出并且沿着输入轴流动,那么润滑油可能到达离合器部件,尤其是在减速电机处于竖直的装配方向的情况下,并且然后由于通过在运行时被置于旋转运动中的离合器部件作用到润滑油上的离心力而从环形槽口被甩出。有利地,在径向包围离合器部件的壳体上可布置用于探测飞溅的油的传感器。因此已经可以探测到少量流出的油。
[0020]
在一种有利的设计方案中,所述部件由金属、尤其是由钢制成,尤其是借助于机械加工,尤其是借助于铣削制成。在此有利的是,在该金属加工中可省掉去毛刺。
[0021]
在减速电机中的重要特征是,该减速电机具有上述部件,其中,槽口起到离心边缘的作用,尤其是用于离心分离沿着所述部件扩散的泄漏油、即尤其是从减速器中流出的润滑油。在此有利的是,设置在减速器和电机之间的牙嵌式离合器具有作为牙嵌式离合器部件的部件,通过减速器的不密封的输入侧的密封装置流出并且沿着该部件流动的油作为泄漏油在环形槽口处被甩出并且能够被设置在那里的传感器探测到。
[0022]
在用于由坯件制造部件的方法中的重要特征是,该部件能够由车削加工的坯件、即由旋转对称的坯件制造,
[0023]
其中,在第一方法步骤中,在径向外表面上、尤其是侧面上加工出环绕的环形槽口;
[0024]
尤其是其中,使所述环形槽口的环形轴线与坯件的旋转对称轴线同轴地取向;
[0025]
在接下来的第二方法步骤中,借助于减材加工和/或借助于机械加工制造平坦的面、尤其是加工面,
[0026]
其中,使所述面的法线方向与坯件的旋转对称轴线平行地取向。
[0027]
其中,使所述面位于在环形槽口所覆盖的轴向位置处。
[0028]
在此有利的是,在车削加工之后仅要实现一个环形槽口并且随后可借助于铣削加工制造加工面,而不用对加工面的边缘实施最后的去毛刺。
[0029]
其它优点由从属权利要求给出。本发明不限于权利要求的特征组合。对于本领域技术人员来说,可以从权利要求和/或单个权利要求特征和/或说明书特征和/或附图特征中,尤其是从所提出的目的中和/或通过与现有技术比较而提出的目的中得到其他有意义的组合可能性。
附图说明
[0030]
下面借助于示意图详细解释本发明:
[0031]
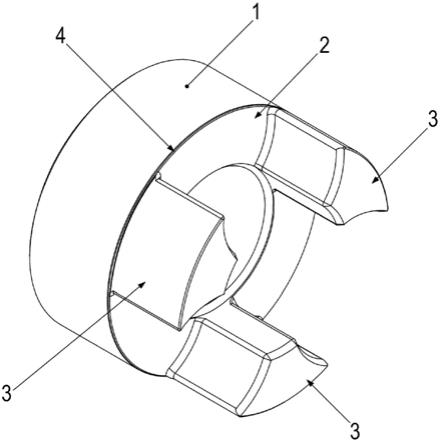
在图1中以斜视图示出了根据本发明的离合器部件1、尤其是牙嵌式离合器部件。
[0032]
在图2中示出了对应的侧视图。
[0033]
在图3中示出了图2的放大的局部图。
[0034]
在图4中示出了图2的另一个放大的局部图。
具体实施方式
[0035]
如图所示,离合器部件1具有柱体的、尤其是旋转对称的区域,在该区域上邻接着、尤其是成型出爪齿区域3。优选地,柱体区域被实施为空心柱体区域。
[0036]
各爪齿区域被同样地成型并且在周向方向上关于柱体轴线、即旋转对称轴线在周向方向上彼此等距地间隔开。爪齿区域3在轴向方向上分别覆盖了同等的轴向区域。
[0037]
在爪齿区域3的底部区域处,即在柱体区域与各相应爪齿区域3之间的轴向的过渡位置处,在离合器部件上设有沿周向方向环绕的环形槽口。
[0038]
因此,环形槽口布置在离合器部件1的外周部上,尤其是布置在柱体区域与爪齿区域3之间的轴向过渡区域中。
[0039]
加工面2在周向方向上布置在两个爪齿区域3之间并且被设计为平坦的。在制造过程中,借助于机械加工、尤其是借助于铣刀形成在周向方向上位于爪齿区域3之间的自由空间。在此铣刀的旋转轴线被布置成与柱体区域的柱体轴线平行但间隔开。
[0040]
因此,爪齿区域3在其沿周向方向相对置的侧面上具有圆柱形的侧面。
[0041]
铣刀还对加工面2进行加工,其中铣刀的刀刃在进行加工面的加工时,也就是说在对要去除的材料减材加工时,在加工面2的径向外边缘处将小的材料残留区域以塑性变形的方式挤压出去,从而如果会形成毛刺的话,则根据本发明通过环形槽口4防止了毛刺。
[0042]
因为环形槽口4具有倾斜的槽壁,使得铣刀的刀刃在从材料中退刀时不是在90
°
边缘上而是在不太尖锐的边缘上退刀。
[0043]
优选地,加工面2被布置在槽口的最深点、尤其是槽口的槽底所处的轴向位置处。
[0044]
如图3所示,因此在制造加工面之后仅还存在环形槽口的两个槽壁中的一个槽壁。
[0045]
然而,环形槽口4在被相应的爪齿区域3覆盖的周向角区域中完全被保留,如图4所示。
[0046]
如图4所示,环形槽口4在该实施例中被实施为v形槽口。
[0047]
在根据本发明的其它实施例中,替代v形槽口使用圆形槽口或其它槽口形状。在此重要的是,槽壁稳定地朝向槽底成型,尤其不是垂直地朝向槽底下降,而是呈线性或弯曲地下降。因此,在加工后,尤其是通过铣削、拉削、锻造和/或拉拔,能够制造不同于90
°
的边缘角,并因此能够避免干扰性毛刺的形成。
[0048]
在根据本发明的其它实施例中,代替离合器部件,实施成具有环绕的环形槽口的另一旋转对称部件,环形槽口的槽底与经加工的面、即加工面具有相同的轴向位置,所述加工面是平坦的且其法线方向平行于部件的旋转对称轴线。
[0049]
一般而言,本发明涉及一种车削部件,在该车削部件中加工出环形槽口,然后借助于减材加工、尤其是铣削加工出平坦的加工面。加工面的法线方向与旋转轴线平行地取向。环形槽口所覆盖的、尤其是关于旋转轴线的轴向区域包含了加工面的轴向位置。取消了后续的去毛刺。
[0050]
附图标记列表
[0051]
1 离合器部件
[0052]
2 加工面
[0053]
3 爪齿区域
[0054]
4 环形槽口
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1