浮球式疏水阀阀杆及双阀芯组件的制作方法
[0001]
本发明涉及蒸汽疏水阀领域,特别涉及一种浮球式疏水阀阀杆及双阀芯组件。
背景技术:
[0002]
浮球式双阀芯疏水阀包含浮球、阀座、阀杆和两个阀芯,阀芯同轴套设在阀杆上,浮球上浮和下落带动阀杆的升降,使阀芯与阀座之间打开或密封。两个阀芯连接在同一根阀杆上,对阀芯的精度及与阀杆的装配质量要求极高,常常因两个阀芯外周的锥面(密封面)与阀杆之间的同轴度达不到要求而降低疏水阀的气密性。
技术实现要素:
[0003]
针对现有技术的缺陷,本发明提供一种浮球式疏水阀阀杆及双阀芯组件。
[0004]
浮球式疏水阀阀杆及双阀芯组件,包括:
[0005]
阀杆,阀杆包含中间段、连接于中间段上端且直径小于中间段的上阀芯安装部、连接于中间段下端且直径小于中间段的下阀芯安装部、连接于上阀芯安装部上端的紧固组件安装部,下阀芯安装部的外壁包括紧邻中间段的第一螺纹段和与第一螺纹段相邻的第一光滑段;
[0006]
下阀芯,下阀芯包括下阀芯内孔,下阀芯内孔包含第三光滑段和分别相连于第三光滑段两端的第三螺纹段及第四螺纹段,第三螺纹段及第四螺纹段的内径均大于第三光滑段的内径,下阀芯套接在下阀芯安装部上,第三螺纹段与第一螺纹段螺纹连接,第三光滑段与第一光滑段相对应,下阀芯外周设有下阀芯锥面;
[0007]
上阀芯,上阀芯包括上阀芯内孔,上阀芯安装部穿入上阀芯内孔,上阀芯外周设有上阀芯锥面;
[0008]
紧固组件,设置在紧固组件安装部上,并将上阀芯限位在紧固组件与中间段之间;以及
[0009]
螺丝,螺丝紧固在第四螺纹段,并且螺丝顶紧下阀芯安装部的下端。
[0010]
本实施方式的有益效果是:下阀芯内孔的中间为第三光滑段,两端分别为第三螺纹段与第四螺纹段,第三螺纹段与第一螺纹段之间螺纹配合,第四螺纹段与螺丝螺纹连接,螺丝顶住下阀芯安装部的端部,而将下阀芯与阀杆连接,并且下阀芯的位置可调,本实施方式未采用全段螺纹连接,而是在中间采用第三光滑段与阀杆的第一光滑段光面配合,规避了全段螺纹连接的低精度的缺点,有助于保证下阀芯与阀杆的同轴度,进一步地讲,这也是下阀芯锥面与阀杆及与上阀芯锥面保持高同轴度的前提;第三螺纹段及第四螺纹段的内径均大于第三光滑段的内径,通过这种设置,使得下阀芯内孔能够应用珩磨加工,否则珩磨过程中,珩磨工具会损坏螺牙。
[0011]
在一些实施方式中,第三光滑段与第一光滑段之间的直径之差不超过0.003mm,下阀芯锥面与第三光滑段之间的同轴度不超过0.01mm,上阀芯内孔与上阀芯安装部之间的直径之差不超过0.003mm,上阀芯锥面与上阀芯内孔之间的同轴度不超过0.01mm,第一光滑段
与上阀芯安装部之间的同轴度不超过0.01mm。在加工单件时,严格控制第三光滑段直径、下阀芯锥面与第三光滑段之间的同轴度、第一光滑段的直径、第一光滑段的直径、第一光滑段与上阀芯安装部之间的同轴度,便能够取得较高的装配质量。
[0012]
在一些实施方式中,紧固组件安装部包括紧邻上阀芯安装部的上端的第二光滑段和与第二光滑段相邻的第二螺纹段,紧固组件包含压件和螺母,压件具有压件内孔,压件套在紧固组件安装部上,且第二光滑段与压件内孔相对应,螺母与第二螺纹段螺纹连接,并将上阀芯锁紧。
[0013]
在一些实施方式中,下阀芯采用以下方法制备:
[0014]
按照图纸尺寸形状车铣出下阀芯,镗出下阀芯内孔,车出第三螺纹段和第四螺纹段;
[0015]
进行真空淬火处理;
[0016]
珩磨下阀芯内孔;
[0017]
以下阀芯内孔的第三光滑段为基准,在外圆磨床上研磨下阀芯锥面;
[0018]
上阀芯采用以下方法制备:
[0019]
按照图纸尺寸形状车铣出上阀芯,镗出上阀芯内孔;
[0020]
进行淬火处理;
[0021]
珩磨上阀芯内孔;
[0022]
以上阀芯内孔为基准,在外圆磨床上研磨上阀芯锥面。
[0023]
本实施方式在阀芯淬火后进行了珩磨处理,使得所得到的阀芯内孔呈标准的圆柱形,并且获得高精度的内径;再以阀芯内孔作为磨削阀芯锥面的定位基准,确保了阀芯锥面具有精确的圆度及阀芯内孔具有高同轴度。
[0024]
在一些实施方式中,珩磨加工包括以下步骤:
[0025]
s1:测量上阀芯内孔或下阀芯内孔的初始内径r0,计算珩磨余量r
std-r0,其中r
std
为上阀芯内孔或下阀芯内孔的标称内径;
[0026]
s2:将外周带有第一珩磨条的第一珩磨工具插入下阀芯内孔或上阀芯内孔,第一珩磨条径向扩张使第一珩磨条与下阀芯内孔或上阀芯内孔的内表面接触,控制第一珩磨工具以第一转速v1绕其轴线转动并以第一速度v2沿第一珩磨工具的轴向往复移动,同时第一珩磨条沿第一珩磨工具径向向外以第一扩张速度v3匀速扩张,使得第一珩磨条在下阀芯内孔或上阀芯内孔的内表面做磨削运动,控制珩磨时间为(r
std-r
0-0.03mm)/v3;
[0027]
s3:测量珩磨后的下阀芯内孔或上阀芯内孔的内径r
mid
;
[0028]
s4:将外周带有第二珩磨条的第二珩磨工具插入下阀芯内孔或上阀芯内孔,第二珩磨条径向扩张使第二珩磨条与下阀芯内孔或上阀芯内孔的内表面接触,第二珩磨工具以第二转速v4绕其轴线转动并以第二速度v5沿第二珩磨工具的轴向往复移动,同时第二珩磨条沿第二珩磨工具径向向外以第二扩张速度v6匀速扩张,使得第二珩磨条在下阀芯内孔或上阀芯内孔的内表面做磨削运动,控制珩磨时间为(r
std-r
mid
)/v6;
[0029]
s5:测量珩磨后的下阀芯内孔或上阀芯内孔的内径r
fin
;
[0030]
s6:比较r
fin-r
std
与标称内径的公差范围,若r
fin-r
std
在标称内径的公差范围内,则结束珩磨加工;若r
fin-r
std
小于标称内径的公差下限,则将r
fin
赋值为r
mid
,循环执行步骤s4。
[0031]
本实施方式的珩磨分成两个阶段进行,在第一阶段珩磨中,先准确测量阀芯内孔
的尺寸,并据此计算珩磨时间,通过精确控制珩磨时间,使得在第一阶段珩磨后,阀芯内孔余下的珩磨余量约为0.03mm,大部分情况下能够一次到位,中间不需要停机反复测量阀芯内孔。在第二阶段珩磨前,再次测量阀芯内孔的内径,并据此计算珩磨时间,通过精确控制珩磨时间,使得第二阶段珩磨能将剩余的材料去除。经第二阶段珩磨的阀芯内孔基本能够符合公差要求。本实施方式在第二阶段珩磨结束后,再次检测珩磨内孔,对于少部分珩磨不到位的阀芯继续珩磨。
[0032]
在一些实施方式中,珩磨余量r
std-r0不超过0.1mm,第一扩张速度v3为0.01-0.015mm/min,第二扩张速度v6为0.004-0.006mm/min;第一转速v1为1400-1800转/min,第一速度v2为190-210mm/min,第二转速v4为2300-2700转/min,第二速度v5为140-160mm/min;第一珩磨条的磨粒的粒径在80-100目范围内,第二珩磨条的粒径在800-1000目范围内。本实施方式的参数为最佳参数组合,兼顾了珩磨效率和珩磨质量。第一阶段的珩磨采用珩磨条大进给、粗磨粒、低转速、快移动的方式,这样可以获得较高的材料去除率,提高珩磨效率,所得阀芯内孔的剩余珩磨量尽可能地在0.03mm,为保证第二阶段的珩磨精度提供了便利。在第二阶段,采用珩磨条小进给、细磨粒、高转速、慢移动的方式,上述参数可以保证第三光滑段的圆形度、直径公差以及表面粗糙度,为下一步磨阀芯锥面提供了准确的定位基准。
[0033]
在一些实施方式中,第一珩磨工具和第二珩磨工具的材质选择硬质合金,第一珩磨条和第二珩磨条由cbn材质制成。以硬质合金制作的珩磨工具跳动小,珩磨精度高。cbn材质具有高硬度、高热稳定性,可作为超硬磨料。
[0034]
在一些实施方式中,将一带有锥度的芯棒穿入珩磨后的下阀芯内孔或上阀芯内孔中并利用锥度锁紧,控制芯棒以第三转速绕其轴线转动,用一转动的砂轮与下阀芯锥面或上阀芯锥面接触,由砂轮在下阀芯锥面或上阀芯锥面的表面做磨削运动,芯棒的跳动量不超过0.003mm。本实施方式磨削阀芯锥面是在具有精确的阀芯内孔的基础上进行的,芯棒的跳动量不超过0.003mm,使阀芯锥面磨削后呈精准的锥面形,且与阀芯内孔具有高同轴度。
[0035]
在一些实施方式中,芯棒的第三转速被设定为80转/min。
附图说明
[0036]
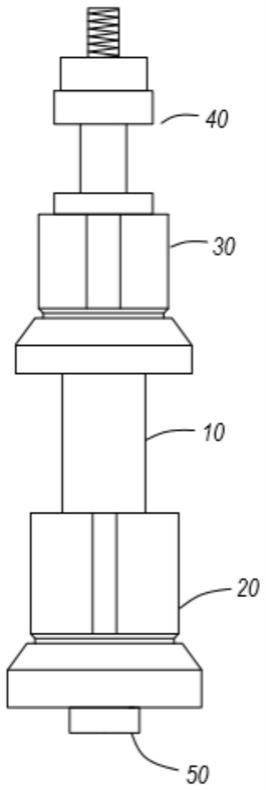
图1为本发明一实施方式的浮球式疏水阀阀杆及双阀芯组件的结构示意图。
[0037]
图2为图1所示的浮球式疏水阀阀杆及双阀芯组件的分解图。
[0038]
图3为本发明一实施方式的下阀芯的珩磨流程示意图。
[0039]
图4为本发明一实施方式的下阀芯的珩磨操作示意图。
[0040]
图5为本发明一实施方式的下阀芯锥面磨削操作示意图。
[0041]
符号说明:
[0042]
阀杆10、中间段11、下阀芯安装部12、第一螺纹段13、第一光滑段14、上阀芯安装部15、紧固组件安装部16、第二螺纹段17、第二光滑段18、下阀芯20、下阀芯内孔21、下阀芯锥面22、第三光滑段23、第三螺纹段24、第四螺纹段25、上阀芯30、上阀芯内孔31、上阀芯锥面32、紧固组件40、压件41、螺母42、螺丝50、珩磨工具60、珩磨条61、芯棒70、砂轮80、步骤s1-s6
具体实施方式
[0043]
下面结合附图对本发明作进一步详细的说明。
[0044]
请参考图1和图2,浮球式疏水阀阀杆及双阀芯组件,包括阀杆10、下阀芯20、上阀芯30、紧固组件40及螺丝50。下阀芯20套在阀杆10上,其一端与阀杆10螺纹连接,另一端设有螺丝50,螺丝50抵紧阀杆10的端部。上阀芯30也套在阀杆10上,并通过紧固组件40锁紧。
[0045]
请参考图2,阀杆10包含中间段11、连接于中间段11上端的直径小于中间段11的上阀芯安装部15、连接于中间段11下端的直径小于中间段11的下阀芯安装部12、连接于上阀芯安装部15上端的紧固组件安装部16。
[0046]
中间段11呈圆柱状,其上端连接一圆柱状的上阀芯安装部15。上阀芯安装部15自中间段11的上端向远离中间段11的方向轴向延伸。中间段11的下端连接一圆柱状的下阀芯安装部12,下阀芯安装部12自中间段11的下端向远离中间段11的方向轴向延伸。上阀芯安装部15的外壁为光滑面。下阀芯安装部12的外壁包括紧邻中间段11的第一螺纹段13和与第一螺纹段13相邻的第一光滑段14。紧固组件安装部16呈圆柱状,自上阀芯安装部15的上端向远离上阀芯安装部15的方向轴向延伸。紧固组件安装部16包括紧邻上阀芯安装部15的上端的第二光滑段18和与第二光滑段18相邻的第二螺纹段17。
[0047]
请继续参考图2,下阀芯20内具有下阀芯内孔21,下阀芯内孔21贯穿下阀芯20两端。下阀芯内孔21包含第三光滑段23和相连于第三光滑段23两端的第三螺纹段24与第四螺纹段25。下阀芯20套接在下阀芯安装部12上,第三螺纹段24与第一螺纹段13螺纹连接,第三光滑段23与第一光滑段14相对应。螺丝50与第四螺纹段25螺纹连接,螺丝50抵紧下阀芯安装部12的下端。第三螺纹段24与第一螺纹段13的螺纹连接结构,起到能够调整上阀芯30与下阀芯20间距的作用。优选地,螺丝50为自锁螺丝。下阀芯20外周设有下阀芯锥面22,下阀芯锥面22朝向上方。
[0048]
第三螺纹段24及第四螺纹段25的内径均大于第三光滑段23的内径。第一螺纹段13的外径比第一光滑段14稍微大点,使第一螺纹段13能够与第三螺纹段24螺纹配合。为保证第三光滑段23圆形度、表面光滑、与下阀芯锥面22的同轴度以及下阀芯锥面22的圆形度,本公开将对第三光滑段23进行珩磨加工,并以第三光滑段23作为基准磨削下阀芯锥形面22。下阀芯内孔21两端的第三螺纹段24和第四螺纹段25在淬硬之前用车床加工出来,在材料硬化之前,车削加工相对容易,且车出螺纹后再淬硬,可以使螺纹获得高硬度。在淬硬过程中,材料会产生变形,因此珩磨加工放在淬硬处理之后。第三螺纹段24及第四螺纹段25的内径均大于第三光滑段23的内径,通过这种设置,使得下阀芯内孔21能够应用珩磨加工,否则珩磨过程中,珩磨工具会损坏螺牙。
[0049]
请继续参考图2,上阀芯30包括上阀芯内孔31,上阀芯安装部15穿入上阀芯内孔31。上阀芯30外周设有上阀芯锥面32,上阀芯锥面32朝向上方。
[0050]
请继续参考图2,压件41具有压件内孔,压件41套在紧固组件安装部16上,且第二光滑段18与压件内孔相对应。螺母42与第二螺纹段17螺纹连接,使上阀芯30的下端抵紧中间段11上端和紧固组件安装部16之间的台阶,而将上阀芯30锁紧。
[0051]
第三光滑段23与第一光滑段14之间的直径之差不超过0.003mm,下阀芯锥面22与第三光滑段23之间的同轴度不超过0.01mm,上阀芯内孔31与上阀芯安装部15之间的直径之差不超过0.003mm,上阀芯锥面32与上阀芯内孔31之间的同轴度不超过0.01mm,第一光滑段
14与上阀芯安装部15之间的同轴度不超过0.01mm。下阀芯20与阀杆10的配合面包含了螺纹配合部分和光滑面配合部分,螺纹配合部分起到将下阀芯20与阀杆10相连接以及调整下阀芯20位置的作用,而光滑面配合部分起到定位的作用。在加工单件时,严格控制第三光滑段23直径、下阀芯锥面22与第三光滑段23之间的同轴度、第一光滑段14的直径、第一光滑段14的直径、第一光滑段14与上阀芯安装部15之间的同轴度,能够取得较高的装配质量。
[0052]
阀杆10完成车削加工后,要上外圆磨床研磨,因此,利用现有的外圆磨床加工技术,阀杆10的第一光滑段14外径、上阀芯安装部15外径以及二者之间的同轴度相对容易保证,此处不再赘述。
[0053]
阀芯的加工难度较大,所以阀芯成为制约组件装配质量的瓶颈。在传统工艺中,阀芯精镗内孔后,再进行淬火处理,然后直接上外圆磨床研磨阀芯锥面。一般而言,要求阀芯淬火后的硬度为hrc54-56度。上阀芯30和下阀芯20为异形结构,内孔外周的最小壁厚不均,最小的壁厚达0.5mm;阀芯内孔直径很小,不超过6mm。进一步地研究发现,这样的小尺寸、异形结构的阀芯淬火后极易产生变形,阀芯内孔的变形又导致阀芯锥面的形状、阀芯锥面与阀芯内孔的同轴度以及阀芯内孔与阀杆10的装配质量等产生系列问题。
[0054]
值得一提的是,本公开的下阀芯20须按照以下方法制备:按照图纸尺寸形状车铣出下阀芯20,镗出下阀芯内孔21,车出第三螺纹段24和第四螺纹段25,再进行淬火处理,然后珩磨下阀芯内孔21,再以下阀芯内孔21为基准,在外圆磨床上研磨下阀芯锥面22。将下阀芯20真空淬火,使其获得hrc54-56度的表面硬度。真空淬火可减少下阀芯20表面氧化层的形成。
[0055]
值得一提的是,本公开的上阀芯30须按照以下方法制备:按照图纸尺寸形状车铣出上阀芯30,镗出上阀芯内孔31,再进行淬火处理,然后珩磨上阀芯内孔31,再以上阀芯内孔31为基准,在外圆磨床上研磨上阀芯锥面32。
[0056]
下阀芯20和上阀芯30珩磨加工步骤相同,本公开一下阀芯20为例展开说明。
[0057]
在珩磨加工中,利用珩磨装置对下阀芯内孔21的圆柱形内表面进行精加工,以获得期望的形状公差和表面结构。镗孔所得到的下阀芯内孔21的尺寸比所期望的最终尺寸小,多出的材料会在珩磨加工阶段被去除,因此在镗孔加工阶段,下阀芯内孔21要预留出一定的加工余量,优选地,该加工余量为0.1mm。实际上,由于加工误差以及淬火变形的不确定性,加工余量并不能准确地恰好控制为0.1mm。
[0058]
珩磨加工包括以下步骤:
[0059]
s1:测量下阀芯内孔21的初始内径r0,计算珩磨余量r
std-r0,其中r
std
为下阀芯内孔21的标称内径;
[0060]
s2:将外周带有第一珩磨条的第一珩磨工具插入所述下阀芯内孔21,所述第一珩磨条径向扩张使所述第一珩磨条与所述下阀芯内孔21的内表面接触,控制所述第一珩磨工具以第一转速v1绕其轴线转动并以第一速度v2沿所述第一珩磨工具的轴向往复移动,同时所述第一珩磨条沿所述第一珩磨工具径向向外以第一扩张速度v3匀速扩张,使得所述第一珩磨条在所述下阀芯内孔的内表面做磨削运动,控制珩磨时间为(r
std-r
0-0.03mm)/v3;
[0061]
s3:测量珩磨后的下阀芯内孔21的内径r
mid
;
[0062]
s4:将外周带有第二珩磨条的第二珩磨工具插入所述下阀芯内孔21,所述第二珩磨条径向扩张使所述第二珩磨条与所述下阀芯内孔21的内表面接触,所述第二珩磨工具以
第二转速v4绕其轴线转动并以第二速度v5沿所述第二珩磨工具的轴向往复移动,同时所述第二珩磨条沿所述第二珩磨工具径向向外以第二扩张速度v6匀速扩张,使得所述第二珩磨条在所述下阀芯内孔21的内表面做磨削运动,控制珩磨时间为(r
std-r
mid
)/v6;
[0063]
s5:测量珩磨后的下阀芯内孔21的内径r
fin
;
[0064]
s6:比较r
fin-r
std
与标称内径的公差范围,若r
fin-r
std
在标称内径的公差范围内,则结束珩磨加工;若r
fin-r
std
小于标称内径的公差下限,则将r
fin
赋值为r
mid
,循环执行步骤s4。
[0065]
每次均采用气动量具量测产品的下阀芯内孔尺寸,以保证测量结果的精度。
[0066]
珩磨加工是珩磨工具60对下阀芯内孔21进行的切削加工。请参考图3,珩磨工具60的外周具有珩磨条61,珩磨工具60的内部具有扩张组件,利用扩张组件可使得珩磨条61向珩磨工具60径向向外扩张,珩磨条61的扩张量是可控的。
[0067]
珩磨工具60安装在珩磨机上。请参考图3,珩磨工具60的轴线沿水平方向设置,在珩磨机的驱动下,珩磨工具60执行一种由以珩磨工具60的轴线为轴心的旋转运动和沿其轴线方向的往复运动所组成的复合运动。保持珩磨工具60的轴线固定,将下阀芯内孔21套在珩磨工具60上,并使下阀芯20进入加工位置。扩张组件将珩磨条61沿珩磨工具60径向向外扩张,使珩磨条61与下阀芯内孔21的圆柱形内表面接触并对圆柱形内表面形成一压力。珩磨工具60绕其轴线转动,并沿其轴向横向移动。在珩磨工具60旋转和往复运动过程中,珩磨条61在圆柱形内表面执行一种包含了两种分运动的切削运动,从而在圆柱形内表面形成了具有交叉的加工轨迹的表面结构。当珩磨加工进行到最后,下阀芯内孔21的形状公差和表面结构会达到期望状态。
[0068]
镗孔后留出的珩磨余量r
std-r0不超过0.1mm。对下阀芯20的珩磨加工分两个阶段进行。第一阶段珩磨后留出约0.03mm的余量用于第二阶段珩磨。前后两次珩磨采用了不同珩磨工具和珩磨参数。具体而言,在第一阶段珩磨中,采用带有第一珩磨条的第一珩磨工具珩磨下阀芯内孔21,第一珩磨条的磨粒的粒径在80-100目范围内,第一扩张速度v3为0.01-0.015mm/min,第一转速v1为1400-1800转/min,第一速度v2为190-210mm/min。在第二阶段珩磨中,采用带有第二珩磨条的第二珩磨工具珩磨下阀芯内孔21,第二珩磨条的磨粒的粒径在800-1000目范围内,第二扩张速度v6为0.004-0.006mm/min,第二转速v4为2300-2700转/min,第二速度v5为140-160mm/min。第一阶段珩磨采用珩磨条大进给、粗磨粒、低转速、快移动的方式,这样可以获得较大的材料去除率,提高珩磨效率。第二次采用珩磨条小进给、细磨粒、高转速、慢移动的方式,上述参数可以保证第三光滑段23的圆形度、直径公差以及表面粗糙度,为下一步磨下阀芯锥面22奠定基础。
[0069]
下阀芯内孔21小至6mm及以下,因此珩磨工具60的外径也是极细的。在珩磨加工过程中,应尽量避免珩磨工具60跳动,因此除了珩磨工具60的转速外,珩磨工具60的材质选择硬质合金。珩磨条61由cbn材质制成。
[0070]
下阀芯锥面22与上阀芯锥面32的研磨原理相同,因此,还是以下阀芯20为例进行展开说明。
[0071]
完成珩磨加工后,在外圆磨床上磨下阀芯锥面22。请参考图4,将芯棒70穿入下阀芯内孔21,以下阀芯内孔21,具体而言是第三光滑段23,作为下阀芯20的定位基准。芯棒70的跳动量不超过0.003mm,此举可最大限度地减少芯棒70轴线与下阀芯内孔21轴线之间的偏差量,即下阀芯内孔21与芯棒70同轴或基本同轴。芯棒70带有一定的锥度,其圆锥角为
0.02度。将芯棒70穿入下阀芯内孔21,利用芯棒70的锥度将下阀芯20锁紧,再将芯棒70横向夹装到磨床上,芯棒70两端被磨床的顶杆顶住。在外圆磨床的控制下,芯棒70以第三转速绕其轴线转动。外圆磨床控制转动的砂轮80与下阀芯锥面22接触,高速转动的芯棒70会带动下阀芯20转动,砂轮80磨削下阀芯锥面22。在本公开中,芯棒70的第三转速被设定为80转/min。砂轮80的材质为白刚玉,平均粒径在120目范围内。
[0072]
本公开先对下阀芯20珩磨处理,使下阀芯20内孔呈标准的圆柱形,并具有准确的直径,再以下阀芯内孔21作为磨削下阀芯锥面22的基准,使下阀芯锥面22与下阀芯内孔21高度同轴,且下阀芯锥面22具有标准的形状公差和尺寸公差。同理,先对上阀芯30珩磨处理,使上阀芯内孔31呈标准的圆柱形,并具有准确的直径,再以上阀芯内孔31作为磨削上阀芯锥面32的基准,使上阀芯锥面32与上阀芯内孔31同轴,且上阀芯锥面32具有标准的形状公差和尺寸公差。这样制备出的上阀芯30和下阀芯20装配到阀杆10上后,上阀芯锥面32、下阀芯锥面33及阀杆10轴线能够高度同轴。
[0073]
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1